采用新型活化氫技術進行大規模無助焊劑晶圓凸點回流焊
2017-07-31 18:46:52ChristineDongRichardPatrickGregoryArslanianTimBaoKailWathnePhillipSkeen
電子工業專用設備 2017年3期
關鍵詞:工藝
C.Christine Dong,Richard E.Patrick,Gregory K.Arslanian,Tim Bao,Kail Wathne,Phillip Skeen
(1.Air Products and Chemicals,Allentown,PA 18195-1501,USA;2.Sikama International,Inc.,Santa Barbara,CA 93101-2314,USA)
采用新型活化氫技術進行大規模無助焊劑晶圓凸點回流焊
C.Christine Dong1*,Richard E.Patrick1,Gregory K.Arslanian1,Tim Bao1,Kail Wathne2,Phillip Skeen2
(1.Air Products and Chemicals,Allentown,PA 18195-1501,USA;2.Sikama International,Inc.,Santa Barbara,CA 93101-2314,USA)
介紹了Air Products和Sikama International共同努力獲得的一項新成果。一種以電子附著方式為基礎的新型活化氫技術被首次應用于無助焊劑晶圓凸點回流焊。具有這項技術的原型焊爐的設計、制造及初步測試工作均已完成。這一成果即將推向市場。
電子附著技術;無助焊劑晶圓;回流焊
在元件尺寸不斷縮小、功能持續增加,以及使用新材料的推動下,電子封裝技術已在近年來得到迅速發展。其中的關鍵是采用了晶圓凸點工藝和晶圓級芯片封裝工藝。晶圓凸點工藝通常包括以下步驟:先是在已形成集成電路的整個硅晶圓上將焊料以電鍍或其他方式沉積在需形成凸點的金屬墊上,然后以高于焊料熔點的溫度使晶片回流,從而完成焊料與金屬墊之間的金屬互連,并借助熔融焊料的表面張力使焊料從鍍態形狀變為球形。在完成晶圓凸點工藝之后,晶圓被切成單個芯片,然后經歷后續的封裝流程。在封裝件中,由焊料凸點形成的焊接聯點將被用作電氣、機械和安裝接點。本文所介紹的研究成果正是為了用于晶圓凸點工藝的最后一個步驟,即晶圓凸點回流焊。
成功進行晶圓凸點回流焊的一個關鍵在于去除焊料表面的初始氧化膜,以及防止其回流期間再次生成氧化膜。一旦焊料表面存在任何氧化膜,就如同一層固態表皮會禁錮熔融焊料的流動。這不僅導致回流后的凸點表面失去光澤,且造成整片晶圓上的凸點形狀不均。隨著凸點尺寸不斷縮小的趨勢,其表面氧化膜的清除也變得越發重要且更具挑戰。這是由于凸點比表面積的提高加上表面曲率的增大促進了氧化膜的生成和增厚以降低其表面能。
目前,去除氧化物的常用方法是將助焊劑噴在晶圓表面,然后使其在氮氣環境中回流。但是,這種添加助焊劑的回流工藝很不清潔。有機助焊劑在受熱分解后總會留下殘留物及產生揮發物,這些物質將不可避免地給晶圓和爐壁帶來污染。因此,回流后的晶圓必須進行后續清理。此外,還需經常清除凝結在爐壁上的助焊劑殘留,這導致了較高的維護成本和長時間停機。還有一些隨之而來的麻煩,例如助焊劑殘留以及含有殘留的清洗液均屬危險廢物(對環境及人體有害),不得隨便處置,暴露在助焊劑的煙霧之中也不利健康,因此必須采取特殊的安全措施來一一應對。除了與此相關的費用及諸多不便之外,使用助焊劑的工藝直接影響晶圓凸點的回流質量。例如,在回流過程中,助焊劑會進入到熔化的焊料,其揮發物可導致凸點內形成孔洞,從而降低封裝件中焊點的機械和電氣性能。隨著凸點尺寸和間距的不斷減小,對工藝清潔度的要求在不斷提升,而晶圓的后續清理也難度更大。這使得無助焊劑工藝得到越來越多的關注,其原理是利用還原氣體來代替有機助焊劑以去除氧化物。
但是,現有的無助焊劑技術都存在各種各樣的問題或限制。例如以甲酸蒸氣為還原氣,其回流焊工藝并未完全消除有機物殘留的污染,且必須在真空密封系統中操作。使用氫氣的無助焊劑工藝既清潔又無毒,但是該工藝必須應用高溫(≥350℃)及純氫氣(易燃)才能激活和加速氧化物的還原過程。用等離子來活化氫氣雖可實現較低溫度下的有效還原,但是只有在真空條件下的等離子氫才顯現出對焊料氧化物的還原效果,而真空操作意味著只能采用間歇性的生產工藝。
本研究是以電子附著(EA)方式為基礎的一項新型無助焊劑技術,可以在大氣壓力和正常回流溫度下對不可燃性氮氫混合氣(氫濃度<4%體積)中的氫進行活化。此項突破性專利技術由Air Products在近幾年研發成功,其關鍵是通過產生大量的低能電子,使得一些電子吸附在氫分子上形成氫負離子,從而有效還原氧化物。關于此項技術的基本原理以及還原氧化物的效率均已在發表過的文獻中有所介紹[1]。這一新型無助焊劑工藝不僅適用于連續生產線,且絕不會產生任何有機殘留,因而有望被應用于電子封裝行業的諸多領域。本文重點介紹Air Products和Sikama International近期共同努力獲得的新成果,即初步試用通過了具有EA活化氫技術的原型回流爐,成功地實現了具生產規模的無助焊劑晶圓凸點回流焊。
1 試驗結果
1.1 回流爐構造及運行測試
帶有EA活化氫技術的原型回流爐是一個直線開放式隧道爐(見圖1),可處理直徑最大為300 mm的晶圓。該爐具有8個溫度區,包括5個獨立控制的加熱區、一個水冷式入口區和兩個水冷式出口區。其中的5個加熱區又包括兩個預熱區、兩個EA區和一個回流區。回流爐的加熱溫度最高可達400℃,由爐膛內的上下電加熱板控制。水冷區被用來控制入口和出口處的溫度,由爐子的外接水系統控制。回流所用氣體均由加熱板上的小孔進入爐中,爐內氧氣濃度通常低于5×10-6。
待回流的晶圓通過爐內的滾軸輸送系統被連續地從爐子的入口端輸送到出口端(見圖2),其輸送速度可達1片/min,即60片/h的標準生產速度。為保證晶圓在處理過程中處于電絕緣狀態,特采用陶瓷材料制成滾軸,且將晶圓與下部電加熱板隔離。這使得晶圓加熱形式為非接觸型加熱與強制熱對流型加熱。晶圓表面溫差可維持在±2℃,以確保整片晶圓回流時溫度的均勻性。這一獨特的滾軸輸送系統還保證了晶圓的傳送平穩,直線運動,且無滑動及空轉。此外,滾軸輸送的另一大特點是晶圓可以勻速跨越各個溫區,使回流時的溫度曲線平緩,無階梯式跳躍,因而有利于防止熔融焊料的飛濺成珠,且降低了焊料中氣孔生成的趨向。

圖1 具有EA活化氫技術的生產規模級原型爐用以晶圓凸點回流焊

圖2 在輥軸式輸送系統上的晶圓
圖3所示是回流爐中的一個EA區的狀態。一個含有大量針頭的電子發射裝置被安裝于EA區上部的加熱板上。不可燃性氮氫混合氣(氫濃度<4%體積)充滿整個區域空間。待回流的晶圓在滾軸上由預熱區逐步進入且穿過EA區。晶圓表面被均勻暴露于EA活化氫的氣氛之中,從而達到去除焊料氧化物的目的。在完成了表面清理之后,晶圓開始經歷回流和冷卻過程。

圖3 晶圓進入EA區以去除焊料的表面氧化物
具有EA活化氫技術的原型回流爐完全由電腦控制。專有的軟件程序可存儲對應于不同焊料的回流溫度曲線,監測各個加熱區的溫度,并顯示EA及其他各項工藝狀況。如工藝中出現任何故障,設備將會自行對應,且對操作人員發出警示。此外,遠程用戶還可在電腦上進行操控,并發送指令至設備端進行執行。
目前,這臺具生產規模的原型回流爐已積累了超過800 h的安全運行記錄。在測試中,爐子的各項工藝參數均按生產狀況設定,且運行時間為8 h/d,5 d/周。日常的啟動和關閉回流爐使整體設備及控制系統都經歷比常規生產時更加嚴峻的考驗。其測試結果顯示具有EA活化氫技術的原型回流爐可安全可靠地運行,進行生產規模級的無助焊劑晶圓凸點回流焊。
1.2 回流質量及電氣可靠性
為了評估無助焊劑回流的質量,各種由客戶提供的帶有鍍態焊料凸點的仿真晶圓(8英寸和12英寸),被送進EA回流爐進行回流處理。圖4所示是鍍在鎳材表面上的錫基凸點在經過回流之后的截面。焊料與其下金屬層所形成的金屬間化合物(IMC)具備合理厚度,證實了新工藝的回流時間和溫度符合要求。EA活化氫對于去除氧化物的效率也在多次試驗中被充分顯示。圖5呈現了晶圓上的無鉛焊料在不同回流工藝下的形狀。
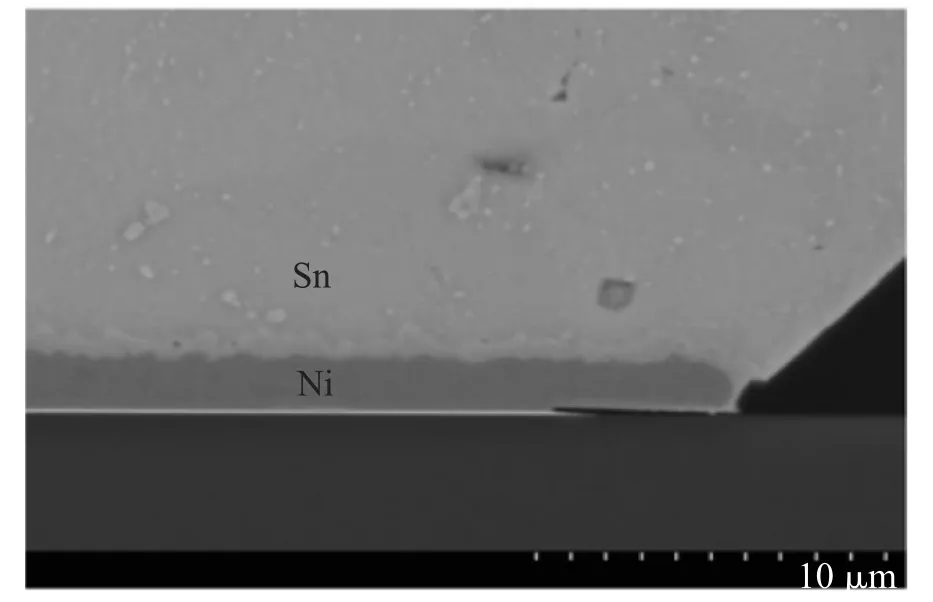
圖 4凸點截面顯示金屬間化合物(IMC)
回流之前的電鍍態呈圓柱形(見圖5a)。在未施加EA的情況下,氮氫混合氣中回流的凸點表面粗糙且形變不完全(見圖5b)。當回流中施加了EA,凸點表面光滑,呈現球形表面(見圖5c),甚至比清理之后的助焊劑下回流的凸點質量更好(見圖5d)。圖6進一步展示了EA活化氫工藝可確保在300 mm(12英寸)寬的移動晶圓表面,凸點形狀均勻一致。此外,回流后的晶圓表面沒有焊料及其他物質的污染(見圖7)。
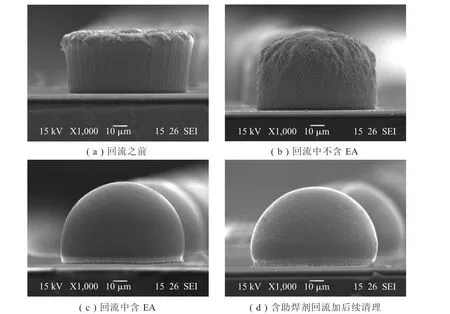
圖5 凸點形狀比較
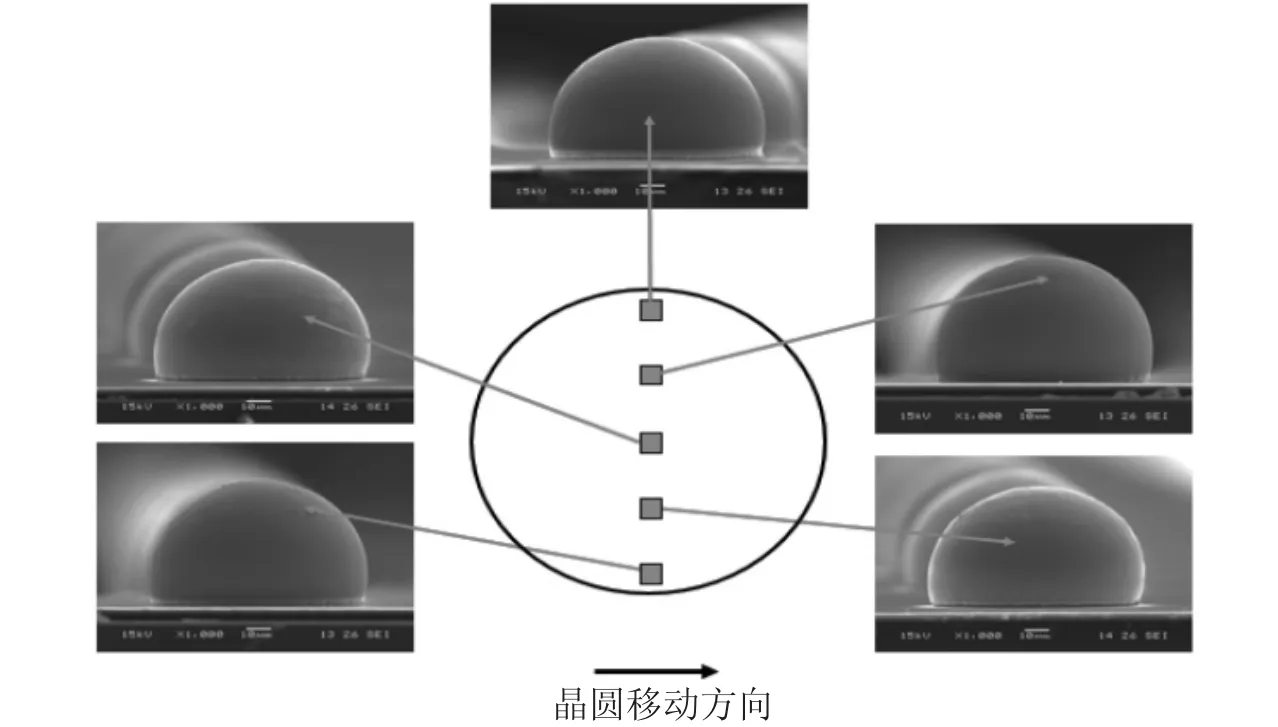
圖 6 300 mm寬的移動晶圓表面凸點形狀均勻一致
利用EA活化氫技術回流的整片仿真晶圓還被送回到相應客戶進行標準質量檢測,例如分析凸點的形狀、均勻性、剪切強度、失效模式以及內孔洞。結果證實,在這一新工藝下回流的晶圓完全符合正常規格(即在氮氣下使用助焊劑回流的規格)。圖8和圖9所示是自動光學檢測(AOI)的結果,200 mm晶圓上的凸點高度(BH)和直徑(BD)都在規范之內。圖10顯示所有剪切失效均在凸點內部且剪切強度明顯超出標準(>2 g/mil2)。圖11呈現了芯片在回流后的X射線圖像,它表明凸點的內孔洞(綠色)數量很低,且尺寸很小,一般僅為凸點截面的3%,遠遠低于規定的上限(凸點截面的8%)。
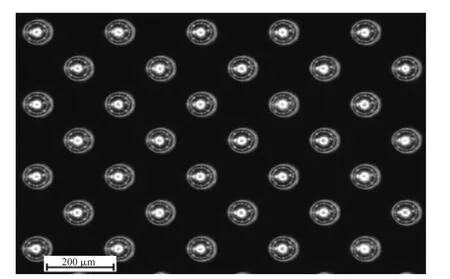
圖7 回流后的晶圓表面無污染
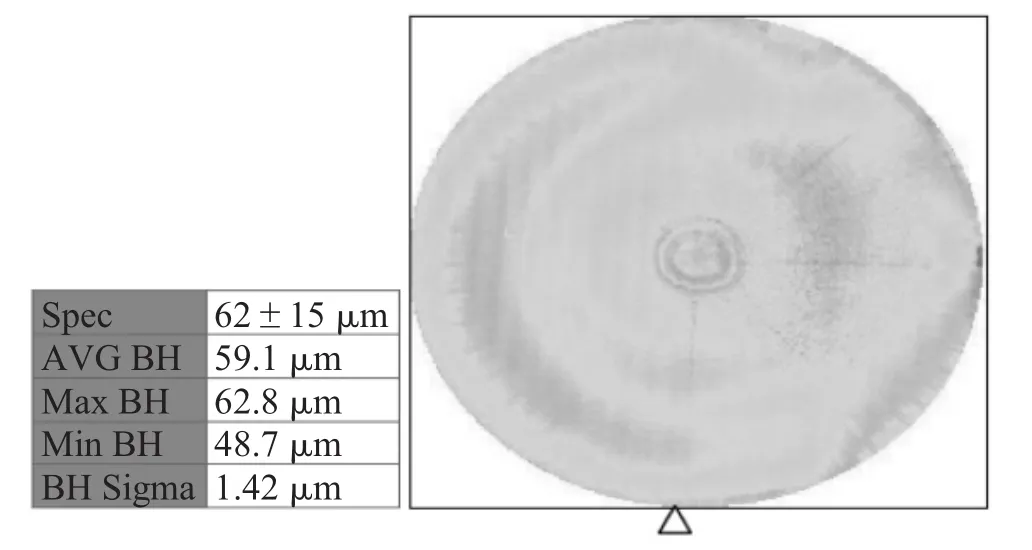
圖 8凸點高度(BH)分布圖和數據
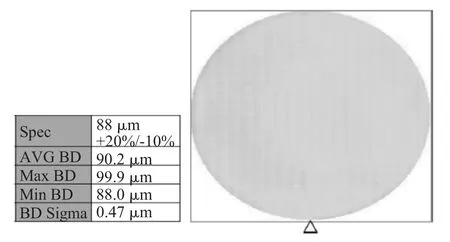
圖 9凸點直徑(BD)分布圖和數據
為了檢驗回流爐中的EA環境是否對晶圓上的集成電路造成任何損壞,不同半導體廠家提供了具有預先測試記錄的功能芯片及功能晶圓。這些芯片和晶圓被送進回流爐,暴露于EA環境之下,再由各提供廠家進行后續功能的測試。其結果是所有芯片及晶圓均通過了后續測試,證實了EA活化氫工藝不會損壞晶圓和芯片的電氣功能。
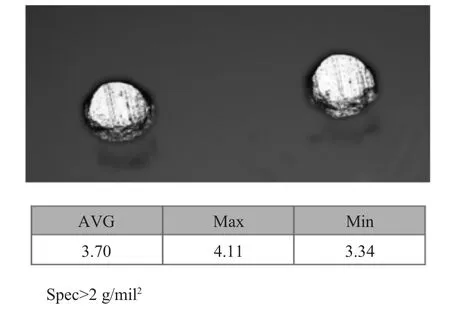
圖10 凸點剪切失效和數據
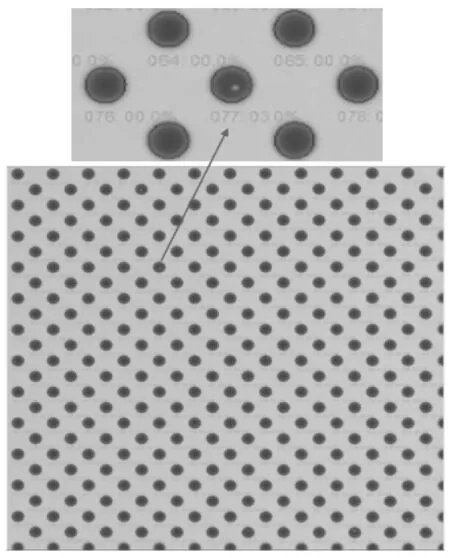
圖11 芯片的X射線圖像
2 結 論
在Air Products和Sikama International的共同努力之下,一種以電子附著方式為基礎的新型活化氫技術被首次應用于生產規模的無助焊劑晶圓凸點回流焊。具有這項技術的原型焊爐的設計、制造及初步測試工作均已完成。試驗結果表明,晶圓凸點的回流質量能夠滿足客戶的各項規格,新工藝不會對晶圓上的電氣功能造成損壞,且回流爐運行安全可靠。
這一晶圓凸點回流焊的新工藝能夠為用戶帶來以下益處:1)消除了由助焊劑引起的凸點孔洞和晶圓污染,因而可提高回流質量;2)晶圓無需回流后的清洗工序,且免除了因清理爐壁導致的停機,從而可提高生產效率;3)節省了為清洗晶圓而帶來的設備成本、清洗液費用、人工費用及助焊劑本身的費用,從而降低了整體生產成本;4)避免操作人員暴露于助焊劑環境,且使用無毒及不可燃氣體,因而可大大提高工藝操作的安全性;5)完全消除了有機揮發氣體、危險廢物殘留以及CO2的排放,因此更加環保。
[1] C.Christine Dong、Richard E.Patrick、Russell A. Siminski和Tim Bao.活化氫氣氛下的無助焊劑焊接[C].中國上海CSTIC 2016會議記錄,M11010ar.15-17,2016,VIIA 1520-1535.
Production-scale Flux-free Bump Reflow Using Electron Attachment
C.Christine Dong1*,Richard E.Patrick1,Gregory K.Arslanian1,Tim Bao1,Kail Wathne2,Phillip Skeen2
(1.Air Products and Chemicals,Allentown,PA 18195-1501,USA;2.Sikama International,Inc.,Santa Barbara,CA 93101-2314,USA)
This paper introduces a recent work by a joint effort between Air Products and Sikama International on alpha trials of a production-scale furnace for flux-free wafer bump reflow based on electron attachment(EA).
Electron attachment(EA);Flux-free wafer;Reflow
TN604
A
1004-4507(2017)03-0001-06
2017-05-05
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
