焊接殘余應力對深潛器耐壓球殼承載能力的影響
2017-08-01 00:02:51黃小平
船舶力學 2017年7期
徐 磊,黃小平,王 芳
(1.上海交通大學 海洋工程國家重點實驗室 高新船舶與深海開發裝備協同創新中心,上海200240;2.上海海洋大學 上海深淵科學工程技術研究中心,海洋科學學院,上海 201306)
焊接殘余應力對深潛器耐壓球殼承載能力的影響
徐 磊1,黃小平1,王 芳2
(1.上海交通大學 海洋工程國家重點實驗室 高新船舶與深海開發裝備協同創新中心,上海200240;2.上海海洋大學 上海深淵科學工程技術研究中心,海洋科學學院,上海 201306)
耐壓球殼通常采用焊接方式將兩個半球殼連接成整球,在焊縫處產生的接近材料屈服強度的焊接殘余應力對球殼的承載能力有多大的影響,是否需要做焊后消除殘余應力處理,將直接影響球殼的安全性和生產成本。而現有對球殼極限強度計算,無論是理論計算還是數值計算,均只考慮了球殼初始缺陷中的幾何缺陷對球殼極限強度的影響。該文將在現有的耐壓殼極限強度設計公式基礎上,采用數值計算的方法對耐壓球殼的焊接過程進行數值模擬,得到焊后球殼的焊接殘余應力分布,并在此基礎上考慮殘余應力對球殼極限強度的影響,結果表明,對于大潛深厚球殼,焊接殘余應力對耐壓球殼承載能力影響不顯著,為大深度潛器耐壓球罐是否需做焊后消除殘余應力處理提供了一定的參考依據。
耐壓球殼;焊接;殘余應力;極限強度
0 引 言
2012年6月,中國的大深度載人潛水器“蛟龍號”成功進行了深度為“7 000m”的海試,標志著我國的海洋深水資源探測與開發進入世界一流行列。
球型耐壓殼是大深度載人潛器的重要結構。在保證球殼極限強度的前提下,耐壓球殼的質量越小,則深潛器所能攜帶的科研設備就會越多,則深潛器在水下的功能就會越大。因此,對耐壓球殼的極限強度進行精確的預報就顯得至關重要。對于球殼結構的極限強度,已有很多學者對此進行過研究,并進行了相應的實驗。陸蓓等[1]運用非線性有限元計算了一系列半徑厚度比(t/R)和不同初始擾度(Δ)下的耐壓球殼的極限強度,并對幾個主要球殼極限強度計算公式進行了比較。文獻[2]在前人的基礎上考慮了橫向剪切變形對耐壓球殼極限強度的影響。文獻[3]討論了耐壓球殼上的開孔、特征值屈曲模態初擾度缺陷和局部初擾度缺陷對球殼的極限強度的影響,得出了特征值屈曲模態缺陷來處理初擾度是對結構最為不利的一種缺陷形式。文獻[4-5]在總結前人的工作上,結合現有的球殼極限強度計算公式,進行了一系列的耐壓球殼模型試驗,并給出了一條用于計算耐壓球殼極限強度的經驗公式。
在以上的研究中,均只考慮了初始擾度缺陷對耐壓球殼的極限強度影響。然而,在制造深潛器載人耐壓球殼時,通常需要對制造好的兩個半球耐壓球冠進行焊接。當前深潛器耐壓球殼的材料絕大多數采用的是鈦合金,鈦合金的焊接通常采用的是高能真空電子束焊。焊接完成后,耐壓球殼的焊縫處將引入焊接殘余應力。對于厚度較大的中厚度的耐壓球殼,其失效主要是因為材料達到屈服后而引起的材料屈服失效,而不是因為球殼的失穩失效。因此,研究球殼焊接后焊縫處的殘余應力對耐壓球殼的極限強度的影響就顯得極為重要。
1 球殼極限強度理論
1.1 球殼線彈性失穩理論
當球殼的殼厚比t/D≤1/20時,球殼可以按照薄殼來處理。薄壁球殼在外壓下失穩的理論解由Zoelly[6]于1915年提出,見(1)式。其中:Pe為失穩壓力,E為材料的楊氏模量,R為球殼的半徑,t為球殼厚度,μ為泊松比。

通常,大深度載人潛水器的耐壓球殼的殼厚比t/R≥1/12,不屬于薄殼范圍。考慮到材料的非線性與幾何形狀的非完善性,并且加上焊接時引入的殘余應力,經典的彈性球殼失穩極限強度理論與實際的耐壓球殼極限承載能力有很大差別,經典理論并不適用于計算深潛器耐壓球殼的極限強度。
1.2 球殼材料屈服強度理論
隨著t/R的增加,耐壓球殼的極限強度不能由失穩來決定,而是當球殼受壓時,球殼的應力水平達到材料的屈服,所導致的材料屈服來決定。由結構力學的知識,球殼在外壓P的作用下,考慮材料的屈服強度σy,可以在材料非線性的情況下算得球殼的極限承載壓力Py,其中Rm為球殼中徑,t為殼厚。

1.3 俄羅斯深潛器球殼設計公式
對于深潛器的極限強度研究,俄羅斯學者Paliy和他的同事在克雷洛夫船舶科學研究院對其6 000 m的深海載人潛器研究中做出了一些理論研究和基礎實驗,并給出了計算鈦合金耐壓球殼的極限承載外壓的經驗公式[9]:

其中:rσ是線彈性失穩壓力Pe與球殼材料屈服壓力Py的比值,Pe由(1)式算得,Py由(2)式算得;r△為初始擾度缺陷對球殼極限承載壓力的影響,其值為初始擾度△與球殼厚度t的比值 △/( )t。
2 耐壓球殼焊接殘余應力的數值模擬
2.1 耐壓球殼的幾何參數

圖1 耐壓球殼模型圖及其物理參數Fig.1 Spherical pressure hull model and parameters
2.2 熱源函數的選取
對于大部分焊接而言,焊接熱源是實現焊接過程的基本條件。由于焊接熱源的局部集中熱出入,致使焊接變得十分不均勻。焊接過程中,處于焊點的材料溫度迅速達到焊料的熔點,而遠離處的材料的溫度幾乎沒有什么改變。因而鈦合金耐壓球殼在焊接過程中存在十分不均勻和不穩定的溫度場,進而導致焊接后耐壓球殼出現較大的焊接殘余應力。
因此,能否選取合適的熱源模型,對耐壓球殼的焊接殘余應力的計算至關重要。為了比較準確地模擬出鈦合金高能電子束焊接的過程,將選取高斯分布面熱源與高斯柱狀體熱源組成的組合熱源作為高能電子束焊接的熱源模型[7]。
高斯分布面熱源:

其中:其中qm1為高斯分布面熱源最大熱流密度,qm2為高斯柱狀體熱源最大熱流密度;Q為電子束焊接功率,H為電子束焊接穿透厚度,即為球殼厚度t,η=0.2為功率分配系數,r0=2mm為電子束加熱光斑半徑,r為焊件上各點到電子束光斑中心的距離,z為沿厚度方向距加熱表面的距離,m為高斯柱狀熱源的溶池形狀系數,本文根據典型高溫合金溶池實際情況,結合參考文獻[7],取m=-0.017 5。

表1 Ti-6AL-4V熱物理性能參數[8]Tab.1 The materialproperty coefficients of Ti-6AL-4V[8]
2.3 有限元模型建立
進行耐壓球殼的焊接數值模擬時,對焊縫位置需要盡可能的細化,為此將產生數量巨大的網格。若建立整個完整的球殼模型,將以花費巨大的計算時間為代價。考慮到球殼的軸對稱結構,進行多次嘗試,對計算精度和計算時間進行權衡后,選取1/8球殼的球殼模型來進行有限元計算,整球殼的極限強度是否能用1/8球殼來代替,在表3中進行了討論。
2.3.1 網格大小
本文中采用商業有限元軟件ANSYS作為有限元計算軟件,耐壓球殼焊接溫度場的數值模擬,模型建立采用熱體單元solid70。經過多次的計算比較,焊縫處的網格為球殼沿厚度方向分15層,沿球殼周向方向劃分360段。焊縫處體單元的大小為0.7×0.85× 1.4(單位mm),能夠精確地模擬焊接過程的耐壓球殼的溫度場。
2.3.2 邊界條件
邊界條件的施加為:每個對稱面施加對稱邊界條件。對流換熱面為內表面與外表面,均施加對流換熱系數。有限元模型如圖2所示。
2.4 耐壓球殼焊接溫度場計算與結果
焊接過程的溫度場分析:圖3(a)為t=5 s時球殼焊縫表面的溫度場分布示意圖,圖3(b)為t=5 s時球殼垂直焊縫方向上的溫度場分布。可以看到,焊接過程中,焊接區域的溫度場梯度很大,在電子束光斑加熱區域,溫度迅速達到2 700℃左右,遠離熱源的區域,溫度保持室溫不變。隨著電子束加熱光斑的移動,焊縫表面的溫度場呈現狹長的卵形分布特征,熱源前方的等溫線分布密集,溫度梯度巨大,加熱光斑后方的等溫線拉長成為橢圓形,且熱源后方的等溫線梯度較熱源前方區域等溫線梯度低。
圖4為垂直于焊縫方向依次選取距離焊縫等間距節點的焊接熱循環曲線。可以看到,隨著節點距焊縫距離的增加(由0.0mm增加至6.8mm),相對應的節點最高溫度依次遞減。由節點距離=0.0mm時溫度峰值2 700℃左右,到節點距離=6.8mm時峰值溫度降為625℃左右。當焊接熱源經過所選節點后,溫度迅速降為280℃左右,然后進入一個緩慢的室溫冷卻過程。

圖2 耐壓球殼的有限元模型網格Fig.2 The FEM modelof sphericalpressure hull

圖3 t=5 s時的焊接溫度場與焊接溶池形貌Fig.3 Temperature distribution and welding poolattime=5 s
2.5 球殼焊接殘余應力分布
2.5.1 應力場求解過程
進行球殼溫度場的數值計算后,以溫度場為基礎進行焊接殘余應力場計算。有限元軟件ANSYS中有兩種耦合場的計算方法,一種是直接耦合法,另一種是間接耦合法。本文中的耦合場為熱—結構耦合場。通過多次的實踐,權衡求解時間和收斂性及精度后,本文將采用間接耦合場法計算耐壓球殼焊接后的殘余應力場。求解過程流程圖如圖5所示。
2.5.2 耐壓球殼焊接應力結果
本次計算采用是在焊接電壓U=1.4e6 kV,電流I=0.013 3A,焊接速度V≈5 mm/ s的高能電子束焊接工藝下進行的數值模擬,計算得到焊后焊接殘余應力沿不同方向的分布結果如圖6,圖7所示。
由圖6(a)得到,縱向應力沿焊縫方向整體表現為較高的拉應力,最大的拉應力在內表面,約為820MPa,由于邊界條件的影響,焊接開始端與結束端的應力狀態表現得比較復雜。由圖7得到,縱向應力垂直于焊縫方向,有一個由正到負再趨向于零的過程:縱向殘余應力在焊縫處表現為很大的拉應力,這是由于融化后的金屬的冷卻收縮造成的。隨著距焊縫距離的增大,拉應力逐漸減小且逐步的轉變為壓應力,直至增大至約200MPa的壓應力后,在遠離焊縫的區域,又逐漸趨向于0 MPa。

圖4 垂直焊縫方向典型節點的溫度循環曲線Fig.4 Temperature history at vertical welding direction

圖5 ANSYS熱—結構耦合場分析流程圖Fig.5 ANSYS thermal-structural analysis process
由圖6(b)得到,橫向應力沿焊縫方向表現得較為復雜,材料由于自身受力平衡的需要,并且球殼在焊接完成后,焊縫處會出現較為明顯的“頸縮”現象,拉應力和壓應力在焊縫處同時存在。球殼內表面表現為拉應力,最大約為320MPa左右;球殼外表面表現為壓應力,約為200MPa左右。在垂直于焊縫方向上,橫向殘余應力也隨著距離焊縫距離的增大,上下表面的拉或壓橫向殘余應力也逐漸趨向于零。
除通常討論的橫向與縱向殘余應力以外,球殼厚度方向也還存在這明顯的軸向應力。球殼的軸向應力整體表現為拉應力,最大的軸向應力存在于外表面處,約為70 MPa。

圖6 沿焊縫方向球殼內外表面的焊接殘余應力Fig.6 Welding residual stress distribution at welding direction

圖7 垂直焊縫方向球殼內外表面的焊接殘余應力Fig.7 Welding residual stress distribution at vertical welding direction
3 焊接殘余應力對耐壓球殼極限強度的影響及驗證
3.1 殘余應力的施加與初始位移缺陷的處理
耐壓球殼的焊接殘余應力場計算完成以后,將冷卻后的殘余應力作為應力結果文件保存。建立新的進行極限強度分析的耐壓球殼結構模型,對耐壓球殼的線彈性模態屈曲分析,求出其1階模態,對球殼施加與1階失穩波形一致的初始缺陷并保存,然后將焊接殘余應力作為初始應力讀入模型中,運用弧長法對球殼進行非線性運算,求得極限壓力。圖8所示為球殼一階屈曲模態示意圖;圖9,10所示為焊接殘余應力等效云圖和球殼極限壓力求解過程。

圖8 球殼一階屈曲模態Fig.8 Spherical pressure hull first mode

圖9 焊接殘余應力等效云圖Fig.9 Mises Stress of welding residual stress
3.2 結果討論與實驗結果驗證
本文為驗證焊接殘余應力對球殼極限強度的影響,選取文獻[5]中的2#耐壓球罐,分別計算了:① 無焊接殘余應力的整球殼極限強度;② 無焊接殘余應力1/8球殼極限強度;③ 考慮焊接殘余應力1/8球殼極限強度;④公式(1)、(2)、(3)的球殼極限強度理論值;并與實驗結果值進行對比。
由表3可知,不考慮焊接殘余應力時,整球殼的極限強度Pu值與1/8球殼的極限強度Pu值相差的絕對值最大值為2.17MPa(△=3 mm時),相差百分比最大僅為4%左右,則認為建立1/8耐壓球殼模型,并施加相應的對稱邊界條件,能夠準確模擬整個球殼的極限強度。同時也極大地減小了球殼焊接數值計算的代價。
公式(1),Zoelly公式考慮的是球殼的失穩壓力,由表3中數據可以看到,球殼的失穩極限壓力遠大于實際的球殼破壞壓力,因此,對于中等厚球殼或者厚球殼,公式(1)并不能準確地預報球殼的極限強度。
公式(2)是以材料屈服為準則,建立在力學知識上的計算公式,其計算結果與初始缺陷較小時的計算值比較接近,而其缺陷是,沒有考慮到初始缺陷對球殼極限耐壓強度的影響。實驗結果表明,球殼的初始缺陷對球殼的極限耐壓強度有著很密切的關系。
公式(3)的計算值與實際值的對比表明,公式(3)的計算結果偏于保守,對球殼的初始缺陷太過敏感,初始缺陷的稍微增加,球殼極限耐壓值將迅速減小。這樣將導致設計出的深潛器安全系數過大,不能最大限度地發揮材料的性能,并且加大了深潛器的自重,所能攜帶的設備必將減小。

圖10 球殼極限壓力求解過程Fig.10 FE analysis process of ultimate pressure
將表3中無殘余應力1/8球殼Pu值與有殘余應力1/8球殼Pu值進行對比,無殘余應力的Pu值比有殘余應力的Pu值大,二者最大差值為4.25MPa(Δ=4 mm時),相差的最大百分比為8.92%。可以發現,考慮焊接殘余應力后,耐壓球殼的極限強度有一定的減小,但減小的幅度并不是很大,在原有引入初始缺陷的基礎上,減小幅度為0.53~4.25MPa之間。
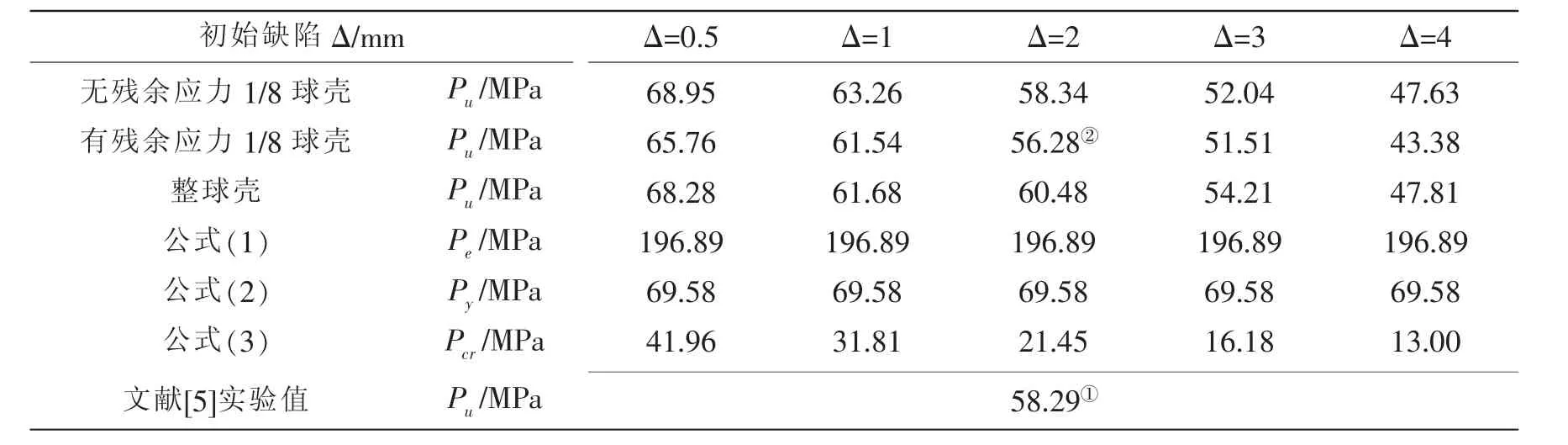
表3 球殼極限強度不同計算結果對比Tab.3 Ultimate Strength comparison between different results
4 結 論
本文基于現有的耐壓球殼極限強度計算公式,結合有限元數值計算,給出了耐壓球殼焊接后焊縫處的殘余應力分布,并在此基礎上討論了焊接殘余應力對耐壓球殼的極限強度影響,得出了以下結論:
(1)在不考慮焊接殘余應力的前提下,用1/8球殼模型,并施加相應的對稱邊界條件,1/8耐壓球殼的有限元模型能夠準確計算中厚完整球殼的耐壓極限值,誤差在5%以內。
(2)球殼的極限強度受初始位移缺陷的影響十分明顯,隨著初始位移缺陷的增加,球殼的極限強度明顯減小。不考慮缺陷影響的計算公式誤差比較大。已有的考慮初始擾度缺陷的俄羅斯潛水器耐壓殼計算公式(3)的計算值過于保守,需要進一步更新現有的計算耐壓球殼極限強度的經驗公式。
(3)球殼焊接完成后引入的焊接殘余應力對耐壓球殼的極限強度影響比較小,在考慮原有初始位移缺陷的基礎上,略有減小。對于安全系數較大(例如1.5左右)的耐壓殼設計,可以忽略殘余應力的影響。對于安全系數較小(1.2左右)的耐壓殼設計,精確預估焊接對耐壓強度的影響十分必要,需要對焊接后的耐壓球殼采取消除殘余應力的必要措施。
[1]陸 蓓,劉 濤,崔維成.深海載人潛水器耐壓球殼極限強度研究[J].船舶力學,2004,8(1):51-58. Lu Bei,Liu Tao,Cui Weicheng.Ultimate strength of pressure spherical hull in deep-sea manned submersible[J].Journal of Ship Mechanics,2004,8(1):51-58.
[2]李良碧,萬正權.焊接殘余變形對耐壓環肋圓柱殼穩定性的影響[J].船舶力學,2016,20(1-2):120-126.Li Liangbi,Wan Zhengquan.Effects of welding residual deflection to the stability of deep sea pressure ring-stiffened cylindrical shell[J].Journal of Ship Mechanics,2016,20(1-2):120-126.
[3]俞銘華,王仁華,王自力,李良碧.深海載人潛水器有開孔耐壓球殼極限強度研究[C]//2005年船舶結構力學學術會議論文集,中國浙江舟山,2005.
[4]Pan B B,Cui W C,Shen Y S,Liu T.Further study on the ultimate strength analysis of spherical pressure hulls[J].Marine Structures,2010,23(6):1-18.
[5]Pan B B,Cui W C,Shen Y S.Experimentalverification ofthe new ultimate strength equation of spherical pressure hulls[J]. Marine Structures,2012,29(1):169-176.
[6]Zoelly R.über ein Knickungsproblem an der Kugelschale[D].Thesis,Zürich,1915.
[7]張彥華.焊接力學與結構完整性原理[M].北京:北京航空航天大學出版社,2007:80-88.
[8]中國航空材料手冊編輯委員會編.航空材料手冊[M].北京:中國標準出版社,2002:104-131.
[9]Paliy O M.Weight characteristics,reliability and operational safety of deep-sea submersible hulls[C]//In:International Symposium on Marine Structures(ISMS’91).Shanghai,China,1991:197-199.
Effect of welding residual stress on the ultimate strength of spherical pressure hull
XU Lei1,HUANG Xiao-ping1,WANG Fang2
(1.State Key Laboratory of Ocean Engineering,Collaborative Innovation Center for Advanced Ship and Deep Sea Exploration, Shanghai Jiao Tong University,Shanghai 200240,China;2.Shanghai Engineering Research Center of Hadal Science and Technology,College of Marine Science,Shanghai Ocean University,Shanghai 201306,China)
The present theoretical and numerical calculation on the ultimate strength of spherical pressure hulls only take the initial displacement imperfection into consideration.However,it will bring welding residual stress when constructing a spherical pressure hull,then it is necessary to evaluate the effect of welding residual stress on the ultimate strength of spherical pressure hull.In this paper,a series of current existing empirical design rules and equations was used to calculate the ultimate strength of pressure hull.Combined with the FEM method,the welding numerical simulation of the spherical pressure model was conducted and the welding residual stress distribution was given.Finally,the effect of welding residual stress on ultimate strength ofspherical pressure hull will be investigated and the results of this paper will offer some guide for the fabrication process of postweld heat treatment.
spherical pressure hull;welding;residual stress;ultimate strength
U661.43
A
10.3969/j.issn.1007-7294.2017.07.008
1007-7294(2017)07-0864-09
2017-01-21
國家自然科學基金重點項目:大深度載人潛水器載人球殼的結構可靠性研究(51439004);國家自然科學基金面上項目:全海深馬氏體鎳鋼載人球的設計和壽命計算方法研究(51679133)
徐 磊(1989-),男,碩士研究生;
黃小平(1963-),男,副教授,通信作者,E-mail:xphuang@sjtu.edu.cn。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
上海節能(2020年3期)2020-04-13 13:16:16
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機械工程師(2015年10期)2015-02-02 01:14:03
