D型承載鞍的工藝工裝設計及數值模擬
2017-08-07 15:01:15張榮芳孟昭興山東協和學院機電工程學院
大陸橋視野 2017年12期
張榮芳 孟昭興 朱 英 / 山東協和學院機電工程學院
D型承載鞍的工藝工裝設計及數值模擬
張榮芳 孟昭興 朱 英 / 山東協和學院機電工程學院
本文主要是對材質為ZG230-450的D型承載鞍進行工藝工裝設計,應用UG軟件畫出三維造型,最后應用AnyCasting軟件進行工藝模擬,針對模擬結果進行分析,修改工藝,得出最合理的工藝設計方案。D型承載鞍鑄件,要求具有高強度,高韌性,不允許有砂眼、氣孔、夾砂等缺陷。造型采用樹脂砂,熔煉采用酸性電弧爐進行,為保證鑄件質量,澆注系統設為開放式,為保證生產率采用一箱十件澆注,橫澆道向兩端對稱分支,內交道對稱安放,共十個。因鑄件的鞍面和頂部是鑄件缺陷的主要集中區,因此在鑄件頂部安放冒口,提高補縮效率,這樣可以大大提高鑄件出品率,提高了鑄件的質量。
鑄造;鑄造工藝設計;數值模擬
引言
D型承載鞍是貨車轉向架中的重要鑄件,每臺車8個,鑄造公司(鑄鋼廠)的廢品率高達10~15%(廠外各生產廠廢品率為8~12%)。好多都需要進行外購。這樣就大大增加了成本,為了解決D型承載鞍產量低的問題,對改進承載鞍的鑄造工藝,提高其生產率就顯得迫在眉睫。
而此次的D型承載鞍工藝工裝設計,我們選擇了一箱十件的工藝設計,大大的提高了生產效率,同時采取冒口進行補縮大大提高了補縮效率,使廢品率大大降低。
1.鑄造工藝方案的設計
鑄件的輪廓尺寸為:315mmx204mmx160mm,鑄件內腔結構的最高空腔面至導框底面距離為135mm。從整體來看,該產品的外形如馬鞍,內部有多處凹腔, 鑄件的平均壁厚為15 mm,體積為2190110 mm3。
根據D型承載鞍鑄件的結構特點及選擇分型面的一般原則,選定鑄件分型面為鑄件最大截面處,其分型面和澆注位置如圖1所示[1]:
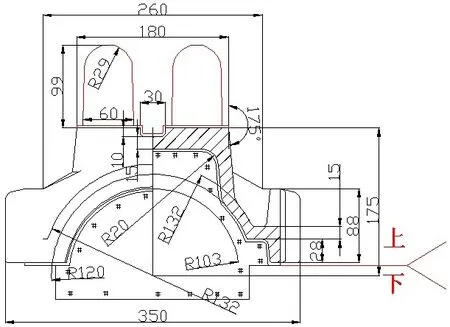
圖1 鑄件分型面和澆注位置
造型時,將上砂箱放在上模底板上然后填砂壓實,成型后將模底板在砂箱上取出,即可獲得完整的零件上砂箱外形。同樣,將下砂箱放在下模底板上然后填砂壓實,待成型后將下模版取出,即可獲得完整的零件下砂箱外形。最后,將所需要的砂芯安放在下砂箱內部,固定好之后合箱就可以等待澆注了。
根據D型承載鞍的技術要求,承載鞍的尺寸公差等級選為CT10。鑄件尺寸公差是鑄件各部分尺寸允許的極限偏差,它取決于鑄造工藝方法等多種因素。D型承載鞍鑄件的鞍面和其頂面是重要的表面,需要進行加工,因此要預留加工余量。所謂加工余量,是指在鑄件工藝設計時預先增加的,而后在機械加工時又被切去的金屬厚度。須留加工余量的表面有[2]:
(1) 鑄件的鞍面部分,加工余量為3mm;
(2) 鑄件承受載荷的頂面,加工余量為3mm。
2.充型及凝固過程數值模擬
鑄件澆注充型過程中,伴隨著熱量的散失、溫度的降低。顯示溫度場時,采用色溫映射的方式,即利用OpenGL技術對充型過程中的速度場、溫度場及壓力場的動態顯示。如圖2所示為充型順序及溫度場分布[3]。

圖2 充型順序及溫度場分布
從充型過程溫度分布來看,鑄件在整個充型過程中的溫度分布基本上是縱向下部溫度低,上部溫度高,橫向則是中心溫度高,邊緣溫度低。充型過程中溫度變化較小,充型完成時溫度分布較為均勻。
3.結論
D型承載鞍的工藝與工裝設計及使用現代計算機技術,優化工藝提高生產率,使用UG造型、應用AnyCasting軟件進行鑄造過程模擬分析。主要的設計內容包括:鑄件澆注位置的確定、分型面的選擇、澆注系統的設計、工藝參數的設計明顯地防止和消除鑄件縮孔、縮松、夾渣、裂紋及滲漏等缺陷。該工藝同時在節約原材料和能源等方面具有明顯的技術經濟效益。
[1]王新節.貨車轉向架的承載鞍鑄鋼件消失模工藝.期刊(2010)1001-4977 59~63.
[2]姜彬.UG壓鑄模具設計入門與提高.北京:電子工業出版社,2008.5 :2 ~ 5.
[3]R. Stoehr. Simulation in the Design of Sand Casting Proceedings of Modelling Casting and Welding Proceses. Rindge, Nwe Hampshire,USA,1980: 3~18.
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03