關于板材輥式矯直機輥數的分析研究
2017-08-07 19:32:00馬菽聰
重型機械 2017年4期
關鍵詞:變形
馬菽聰
(中冶賽迪工程技術股份有限公司, 重慶 401122)
?
關于板材輥式矯直機輥數的分析研究
馬菽聰
(中冶賽迪工程技術股份有限公司, 重慶 401122)
從理論計算的角度,給出了大變形、小變形矯直方案輥數確定流程圖,并以5輥和7輥為例,從矯后殘余曲率、達到的最大塑性變形率、矯后鋼板厚度方向的殘余應力、矯直力、功率等多方面深入分析輥數多少的區別,為板材輥式矯直機輥數選取時提供依據。
矯直機;輥數;曲率;塑性變形率
0 前言
板材在軋制生產的過程中,會因為外力作用、溫度變化等原因發生彎曲、扭曲變形,造成板材平直度上的缺陷。矯直機就是解決這一問題的專用設備,其結構參數和力能參數是設計和使用矯直機的主要依據,參數的合理與否,直接影響矯直機的使用性能。輥數少了達不到預期的矯直效果,輥數多了則會使一次投入成本、使用維護成本增加,造成浪費,所以有必要確定板材矯直的最佳輥數[1-3]。本文以5輥和7輥矯直機的對比計算為例,詳細說明輥數多少的區別,為輥數最佳選取時提供依據。
1 輥數的確定
傳統的大變形、小變形矯直方案確定輥數的方法是以殘余曲率為目標,板材經過幾次反彎后,當殘余曲率控制在允許范圍內時停止增加輥數。大變形、小變形矯直機方案確定輥數的流程如圖1和圖2所示。
從理論計算的角度來看,7輥輥系完全可以滿足高精度矯直需求,且輥數超過7之后,對提高矯直精度的效果減慢。但實際使用中若要得到高精度的板形要求,常見到9輥及以上的矯直機,其原因之一為小變形壓下值易算而不易調,算的很準而調整卻較難,尤其在機架剛度較低的情況下,調準之后工作時各輥互相影響,便會失去準確性。原因之二為材質不勻及尺寸公差會造成理論值與實際值之間有差距。原因之三為側彎及扭曲對矯直效果有影響。為此常用增加輥數的辦法來彌補上述的不足[4-15]。
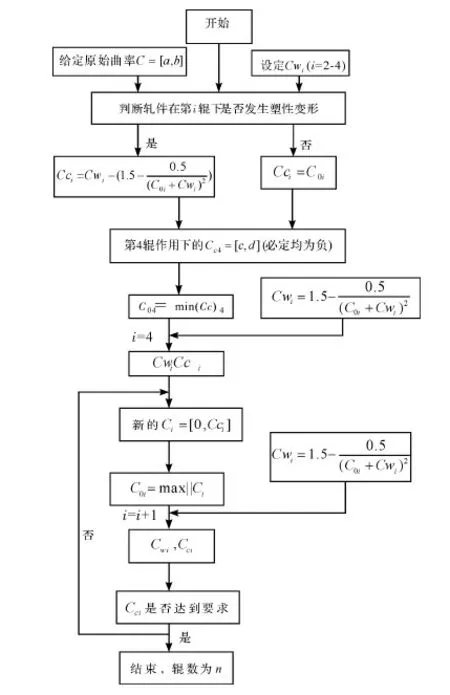
圖1 大變形確定輥數流程圖
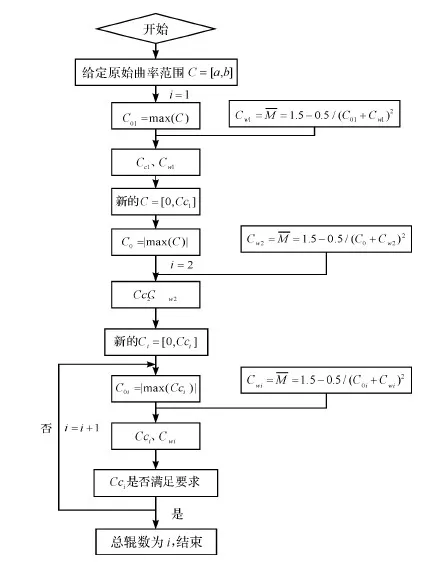
圖2 小變形確定輥數流程圖
圖中,CWi為第i輥的反彎曲率比;C0i為第i輥的原始曲率比;Cci為第i輥的殘余曲率比;[a,b]為原始曲率比范圍;[c,d]為第三輥的殘余曲率比范圍,也是第四輥的原始曲率比范圍;
2 5輥和7輥的比較
單純從理論計算的角度,不考慮設備本身剛度、來料尺寸誤差及特殊板形等情況的影響,以5輥和7輥為例,在來料板材參數和除輥數外輥系其他結構參數相同的情況下,分別計算了多組數據(即不同板材規格、不同輥系大小),從矯后殘余曲率(即矯后平直度)、達到的最大塑性變形率、矯后鋼板厚度方向的殘余應力、矯直力、功率進行計算對比,發現規律一致,鑒于篇幅限制,本文只舉出兩組計算數據示例。計算前提見表1來料板材參數和表2設備參數,具體計算結果如表3和表4所示。
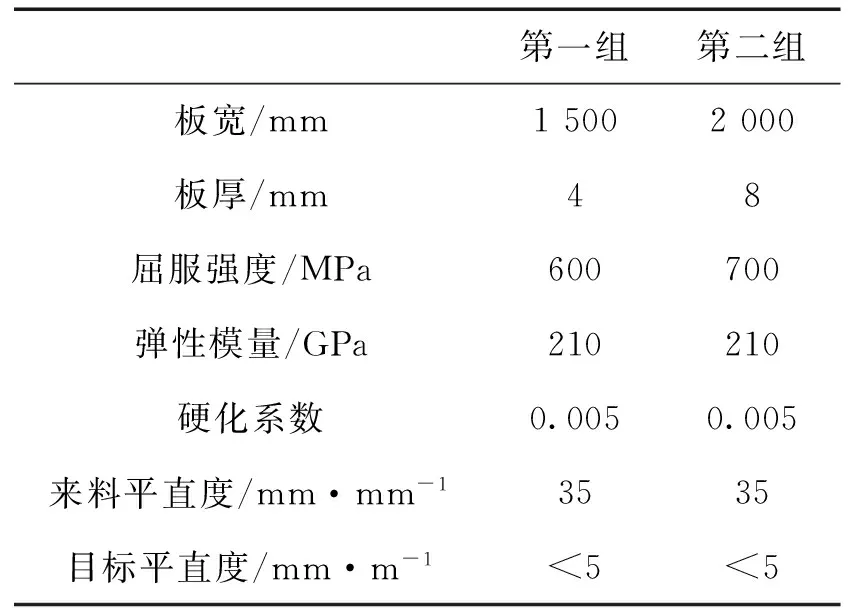
表1 來料板材參數
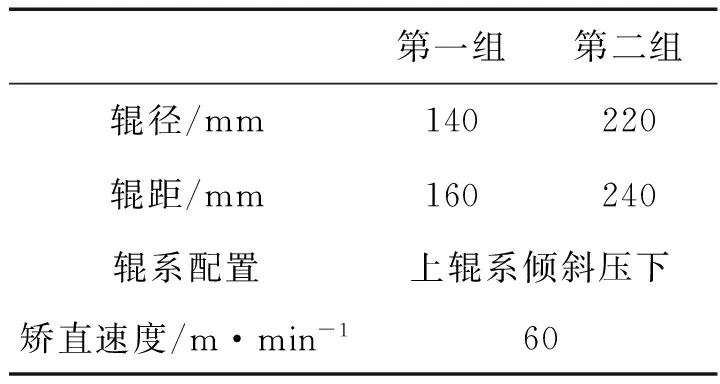
表2 設備參數
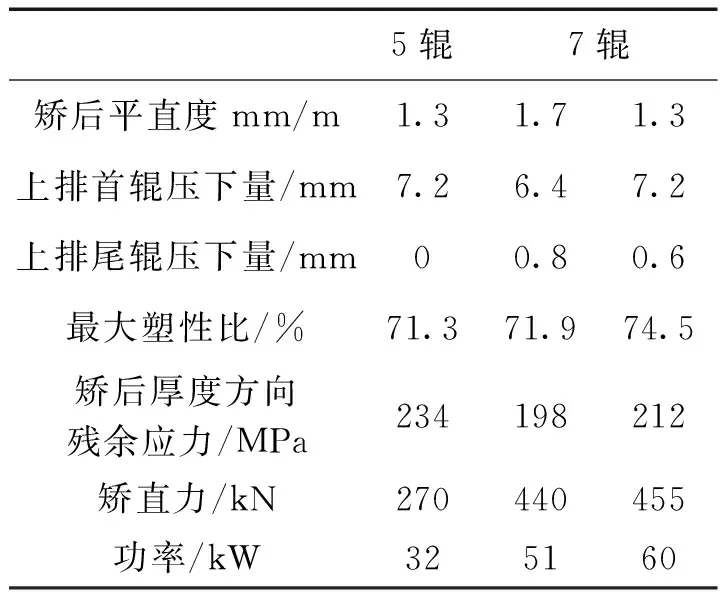
表3 第一組數據計算結果
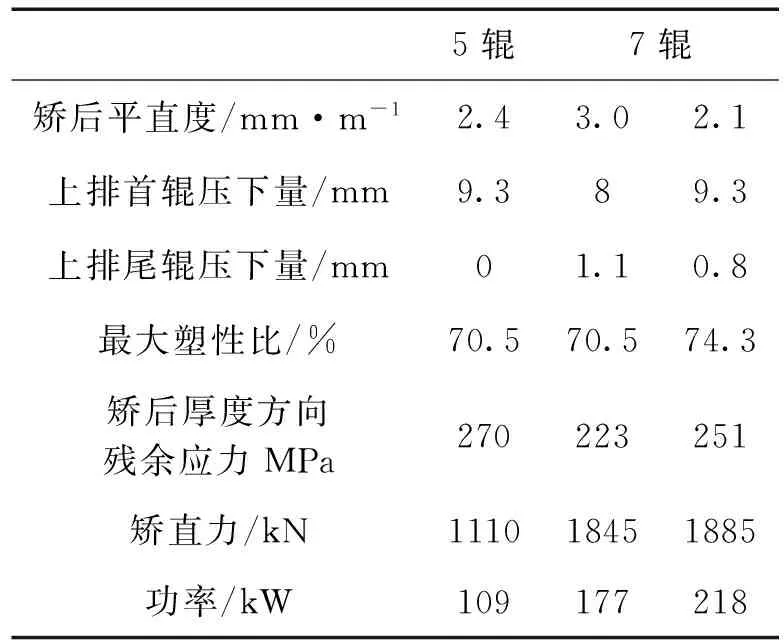
表4 第二組數據計算結果
3 結論
(1)對相同規格的帶材,只要壓下量設定的合適,5輥矯直機和7輥矯直機均能達到矯后平直度的目標值;
(2)達到相同最大塑性比的情況下,5輥矯直機各輥壓下量大于7輥矯直機的;
(3)壓下量相同時,7輥矯直機比5輥矯直機產生的最大塑性比大;
(4)達到相同最大塑性比的情況下,矯后厚度方向的殘余應力值7輥矯直機比5輥矯直機下降約17%;
(5)達到相同最大塑性比的情況下,7輥矯直機比5輥矯直機所需矯直力和功率提高約63%。
以上結論能夠為矯直機輥數選擇時提供判斷依據,在綜合各項指標后確定既經濟又合理的輥數。
[1] 胡國棟, 趙炳利. 板材輥式矯直機輥數研究[J]. 佳木斯工學院學報, 1994, 12(01): 37-41.
[2] 鄒家祥,施東成主編. 軋鋼機械理論與結構設計[M]. 北京: 冶金工業出版社, 1993.
[3] 黃華清. 軋鋼機械[M]. 北京: 冶金工業出版社, 1980.
[4] 崔甫. 矯直原理與矯直機械[M]. 北京: 冶金工業出版社, 2005.
[5] 鄒家祥. 軋鋼機械[M]. 北京: 冶金工業出版社, 1988.
[6] 鄒家祥. 軋鋼機械(修訂版)[M]. 北京: 冶金工業出版社, 1989.
[7] 蔣維興. 軋鋼機械[M]. 北京: 冶金工業出版社, 1981.
[8] 王海文. 軋鋼機械設計[M]. 北京: 機械工業出版社, 1983.
[9] 劉寶珩. 軋鋼機械設備[M]. 北京: 冶金工業出版社, 1984.
[10] 邊金生. 軋鋼機械設備[M]. 北京: 冶金工業出版社, 1998.
[11] 桂萬榮. 軋鋼機械設備[M]. 北京: 冶金工業出版社, 1980.
[12] 李茂基. 軋鋼機械[M]. 北京: 冶金工業出版社, 1998.
[13] 潘慧勤. 軋鋼車間機械設備[M]. 北京: 冶金工業出版社, 1994.
[14] 栗林. 輥式矯直機的發展趨勢及其結構特點[J]. 現代制造技術與裝備. 2006(03):39-41.
[15] 蘇聯A·3·斯洛尼姆,A·π·索寧. 輥式矯正機基本參數的確定[J]. 太重技術導報. 1990(03):44-52.
Analysis and research on the roller number of plate leveler
MA Shu-cong
(CISDI Engineering Co.,Ltd.,Chongqing 401122, China)
From the theoretical perspective, the calculation flow charts of roller number are given for the large and small deformation straightening scheme. Take 5 rolls and 7 rolls for example, this paper has analyzed the differences of roller number from five aspects, including the residual curvature, the maximum plastic deformation rate, the residual stress on the direction of plate thickness, straightening force and power, which paves the basis for plate roller number selection.
straightener;roller number; curvature; plastic deformation rate
2017-01-18;
2017-02-16
馬菽聰(1982-),女,漢族,河北石家莊人,工程師,主要從事冶金設備設計和開發工作。
TG333
A
1001-196X(2017)04-0075-03
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
