沖壓模具提速出現(xiàn)的問(wèn)題及解決措施
2017-08-07 14:19:55牟少志一汽大眾汽車有限公司
鍛造與沖壓 2017年12期
文/牟少志·一汽大眾汽車有限公司
沖壓模具提速出現(xiàn)的問(wèn)題及解決措施
文/牟少志·一汽大眾汽車有限公司
牟少志,模修工,高級(jí)技師,主要從事大型覆蓋件模具的維修、保養(yǎng)、質(zhì)量改進(jìn)工作,2014年參加中國(guó)技能大賽-全國(guó)模具工競(jìng)賽獲第一名,獲“全國(guó)操作技術(shù)能手”稱號(hào),2016年長(zhǎng)春市“長(zhǎng)春工匠”稱號(hào)。
模具提速出現(xiàn)的問(wèn)題及解決措施
作為整車生產(chǎn)的第一個(gè)環(huán)節(jié),沖壓人有著自己的思索和追求,過(guò)去的努力及經(jīng)驗(yàn)已經(jīng)孕育出新的希望,通過(guò)伺服壓機(jī)的產(chǎn)生,確定了沖壓生產(chǎn)邁向了新的征程,沖壓整線速度由多年來(lái)10次/分的節(jié)拍提升到17次/分,這是對(duì)模具結(jié)構(gòu)的考驗(yàn),更是對(duì)模具調(diào)試多年來(lái)調(diào)試經(jīng)驗(yàn)的驗(yàn)證,通過(guò)對(duì)伺服線模具提速問(wèn)題的解決,也積累了許多調(diào)試方法,為此將從以下四個(gè)方面介紹提速常出現(xiàn)的問(wèn)題:
⑴淺拉延提速常見(jiàn)問(wèn)題:制件坑/包缺陷、棱線縮頸、回程帶件。
⑵深拉延提速常見(jiàn)問(wèn)題:沖擊線、回程帶件、拉毛、拉裂。
⑶修邊序提速常見(jiàn)問(wèn)題:制件棱子、放件不正。
⑷翻整序提速常見(jiàn)問(wèn)題:制件壓痕及磕碰、油箱口坑缺陷、制件坑及棱子。
針對(duì)以上問(wèn)題及解決措施做簡(jiǎn)要闡述:
⑴在高速生產(chǎn)拉延成形過(guò)程中氣孔排氣不暢導(dǎo)致制件產(chǎn)生坑/包缺陷;板料在成形過(guò)程中展料太快產(chǎn)生縮頸,壓機(jī)速度快導(dǎo)致四角壓力加大;壓機(jī)回程速度快,制件于凹模產(chǎn)生真空吸力導(dǎo)致回程帶件。
⑵成形速度快,R角小;模具排氣孔數(shù)量不足,無(wú)退料裝置,板料重量輕回程帶件。
⑶修邊序排氣不充分導(dǎo)致制件棱子,由于機(jī)械手速度快、吸盤的排布不均導(dǎo)致抓取力不均;零件有工藝轉(zhuǎn)角,定位與孔平面不垂直,提速后機(jī)械手不穩(wěn)定。
⑷壓料板著色不均,速度快隨后產(chǎn)生壓痕。模具壓料板緩沖橡膠壓縮,造成壓料板受力偏斜;成形速度快導(dǎo)致翻整走料不均,翻邊處壓料板壓料不實(shí);填充斜器速度快,制件在凸模結(jié)合處產(chǎn)生磕碰形成棱子。
在高產(chǎn)能、高負(fù)荷生產(chǎn)中應(yīng)根據(jù)模具結(jié)構(gòu)進(jìn)行綜合分析,可以參考以上現(xiàn)階段總結(jié)經(jīng)驗(yàn)進(jìn)行缺陷排查。
案例分析
⑴門外板作為整車的一部分,其工藝要求更為嚴(yán)格,其屬于淺拉延脹形模具。現(xiàn)以某車型后門外板為例進(jìn)行具體闡述。
在門外板的生產(chǎn)節(jié)拍由7次提升到15次的過(guò)程中,制件出現(xiàn)多處坑缺陷,如圖1所示。超過(guò)極限樣件,單件評(píng)審扣B類項(xiàng),嚴(yán)重影響制件的質(zhì)量及產(chǎn)能。
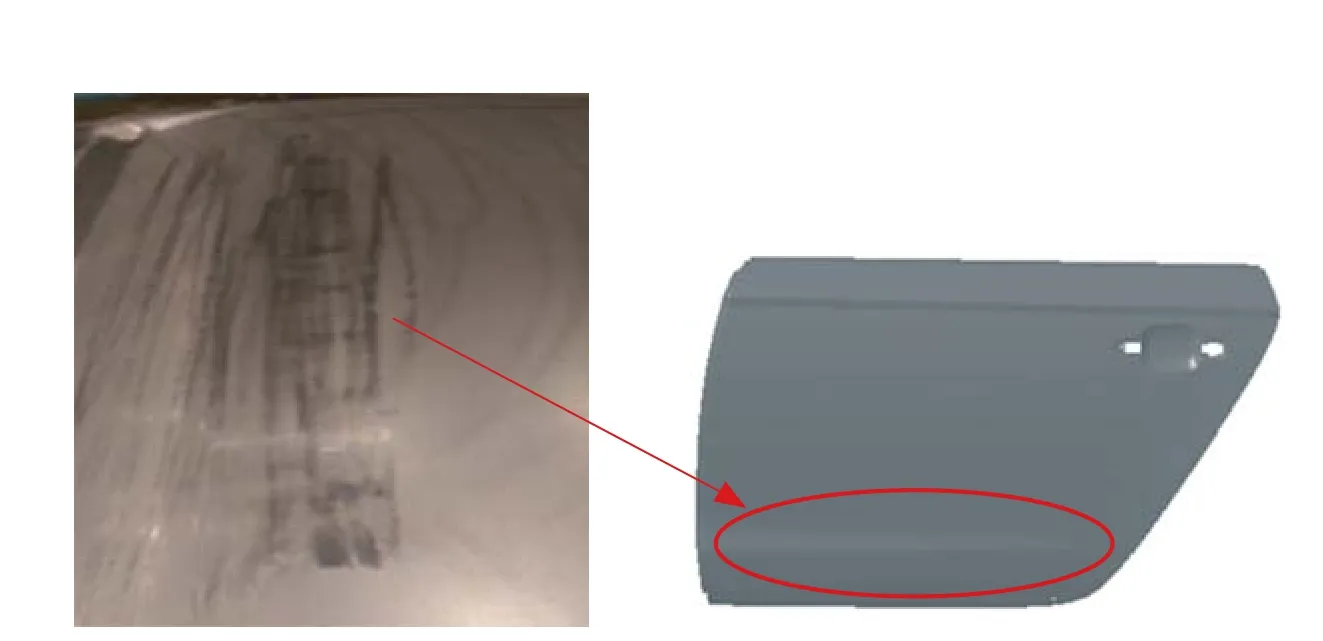
圖1 門外板凹坑缺陷
提速后對(duì)其凹坑產(chǎn)生的原因進(jìn)行逐步分析:1)模具未改動(dòng);2)板料未更換廠家;3)設(shè)備的氣墊壓力已經(jīng)在提速前設(shè)置好;4)新設(shè)備。
經(jīng)過(guò)綜合考慮首先對(duì)設(shè)備成形速度進(jìn)行優(yōu)化,這就是伺服壓機(jī)的優(yōu)點(diǎn),對(duì)其充分利用,凹坑的數(shù)量減少、減輕,但是不滿足現(xiàn)在生產(chǎn)要求。
其次考慮模具排氣問(wèn)題,速度快導(dǎo)致排氣不暢進(jìn)而產(chǎn)生凹坑缺陷。為了遵循在不大動(dòng)模具的前提下,將原有直徑為6mm的排氣孔擴(kuò)大到直徑為10mm,如圖2所示,經(jīng)過(guò)生產(chǎn)驗(yàn)證凹坑缺陷消除,等同于極限樣件質(zhì)量,圖3所示。通過(guò)此次改進(jìn)提高制件表面質(zhì)量同時(shí)提高了產(chǎn)能。

圖2 排氣孔擴(kuò)大

圖3 凹坑缺陷消除樣件圖
⑵發(fā)罩外板作為整車的前臉部分對(duì)其質(zhì)量的要求極其嚴(yán)格。在當(dāng)前提速大形勢(shì)下也逃脫不了被提速,下面闡述一下發(fā)罩外板提速中出現(xiàn)的問(wèn)題。對(duì)制件由9次逐步提升到15次后,修邊序表面棱子缺陷,如圖4所示。
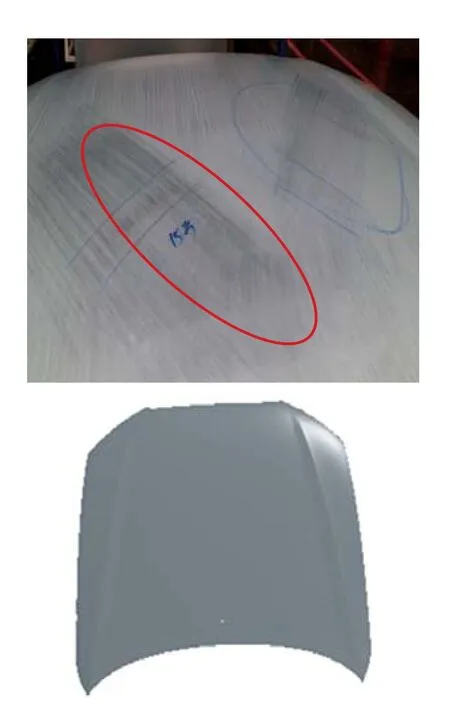
圖4 修邊序表面棱子缺陷
對(duì)修邊序模具結(jié)構(gòu)分析:1)壓料板非功能區(qū)域著色情況;2)機(jī)械手抓件;3)凸模排氣情況。
針對(duì)以上分析逐步排查后排除1、2兩點(diǎn),首先查看機(jī)械手吸盤排布情況,如圖5所示。結(jié)論為抓取力分布不均,建議廠家人員按照?qǐng)D6所示吸盤的分布重新布置,此時(shí)的生產(chǎn)節(jié)拍為12次,經(jīng)過(guò)改進(jìn)缺陷消除。當(dāng)生產(chǎn)節(jié)拍提升至14次時(shí)制件出現(xiàn)棱子缺陷,如圖7所示,不能生產(chǎn)。經(jīng)過(guò)試驗(yàn)確認(rèn)為修邊序排氣不暢導(dǎo)致制件棱子缺陷,對(duì)其凸模非功能區(qū)域(圖8所示)增加空開方式來(lái)排除氣體,通過(guò)此次措施生產(chǎn)節(jié)拍提升至15次未出現(xiàn)棱子缺陷,達(dá)到預(yù)期目標(biāo)。

圖5 機(jī)械手吸盤排布情況圖

圖6 新吸盤分布圖
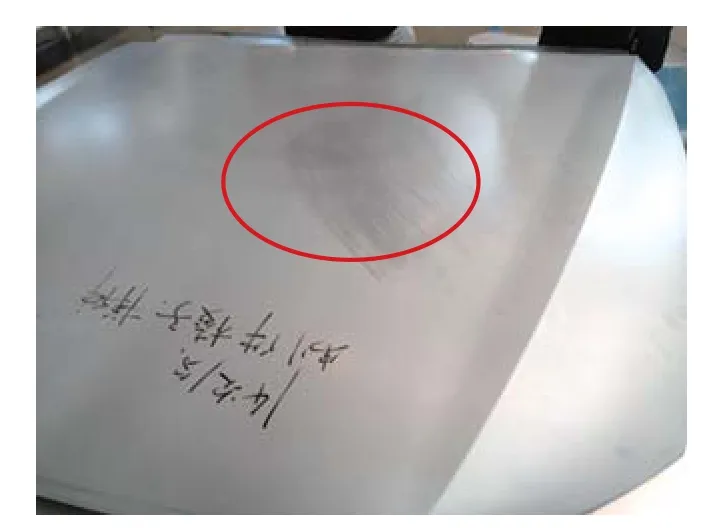
圖7 棱子缺陷

圖8 凸模非功能區(qū)增加排氣槽
結(jié)論
⑴拉延模要有充足的排氣,增大排氣孔直徑或增加排氣孔數(shù)量滿足高速生產(chǎn)要求 。
⑵脹形件及深拉延小件要有退料功能的彈頂銷,防止由于速度快產(chǎn)生的真空帶件。
⑶提速過(guò)程中考慮制件成形接觸速度,成形速度過(guò)快導(dǎo)致壓料力變化、成形速度變化,走料速度變化,需要優(yōu)化壓機(jī)曲線。
⑷脹形類大表面修邊凸模要做成鏤空,保證排氣。
⑸壓料板非功能區(qū)空開處理,避免提速后壓痕的產(chǎn)生。
⑹翻邊制件在考慮本身壓料板著色同時(shí),也要考慮對(duì)尾部翻邊結(jié)構(gòu)的影響。
⑺帶有精定位銷的模具,考慮將定位銷的錐度適當(dāng)減小,消除在高速生產(chǎn)的過(guò)程中機(jī)械手放件位置偏差造成精定位磕碰制件。
⑻在保證整線速度時(shí),需將壓機(jī)速度、機(jī)械手抓取放件速度降到最低。
⑼提升節(jié)拍、機(jī)械手放件磕碰定位時(shí),盡量調(diào)整機(jī)械手放件位置。
通過(guò)以上案例分析及經(jīng)驗(yàn)總結(jié),可以指導(dǎo)模具提速過(guò)程中快速解決問(wèn)題,也為后期模具驗(yàn)收提供了相對(duì)應(yīng)的技術(shù)參考。
