卡車側(cè)圍模面成形仿真及模面設(shè)計(jì)優(yōu)化研究(上)
2017-08-07 14:19:58孫曉陸騰君安徽江淮汽車股份有限公司
鍛造與沖壓 2017年12期
關(guān)鍵詞:工藝設(shè)計(jì)
文/孫曉,陸騰君·安徽江淮汽車股份有限公司
卡車側(cè)圍模面成形仿真及模面設(shè)計(jì)優(yōu)化研究(上)
文/孫曉,陸騰君·安徽江淮汽車股份有限公司
本文通過(guò)對(duì)汽車覆蓋件成形仿真的研究背景,并基于AUTOFORM軟件的實(shí)際案例分析,演繹了板料沖壓成形的CAE流程的研究,讓我們對(duì)汽車覆蓋件模面設(shè)計(jì)流程,過(guò)程中容易出現(xiàn)的缺陷等問(wèn)題有了非常深刻的認(rèn)識(shí),并總結(jié)卡車側(cè)圍缺陷優(yōu)化的方法。同時(shí)也證明了仿真技術(shù)在沖壓加工中的重要地位。
汽車覆蓋件特別是外覆蓋件大多是大型薄板沖壓件。如駕駛室的頂蓋、車門(mén)內(nèi)板、車門(mén)外板、前圍、后圍、側(cè)圍以及發(fā)動(dòng)機(jī)罩等。汽車覆蓋件作為車身的重要組成部分,其尺寸大,成形困難的特點(diǎn)使其在整車制造中占據(jù)著較重的分量,也是整車沖壓件中對(duì)沖壓工藝水平要求較高的一部分零件。
長(zhǎng)期以來(lái),汽車覆蓋件困擾廣大模具設(shè)計(jì)人員的主要問(wèn)題就是較長(zhǎng)的模具開(kāi)發(fā)設(shè)計(jì)周期,復(fù)雜的造型使板料成形無(wú)法準(zhǔn)確預(yù)測(cè)成形的結(jié)果,難預(yù)防缺陷的產(chǎn)生,只能通過(guò)類似零件的現(xiàn)有工藝資料,不斷的試模、修模才能成功。某些特殊復(fù)雜的板料成形零件甚至制約了整個(gè)產(chǎn)品的開(kāi)發(fā)進(jìn)度。從20世紀(jì)70年代起,有限元法開(kāi)始應(yīng)用于板料成形過(guò)程的模擬,各種成熟的CAE仿真軟件紛紛應(yīng)用于模具成形產(chǎn)業(yè)中,有效解決了成形件拉裂、起皺的預(yù)測(cè)問(wèn)題。板料成形CAE技術(shù)及分析軟件,可以在產(chǎn)品原型設(shè)計(jì)階段進(jìn)行工件坯料形狀預(yù)示、產(chǎn)品可成形性分析及工藝方案優(yōu)化,從而有效地縮短模具設(shè)計(jì)周期,大大減少試模時(shí)間,幫助企業(yè)改進(jìn)產(chǎn)品質(zhì)量,降低生產(chǎn)成本,從根本上提高企業(yè)的市場(chǎng)競(jìng)爭(zhēng)力。
汽車覆蓋件的特征分析及工藝方法
作為汽車車身的重要組成部分,覆蓋件主要起著覆蓋車身內(nèi)部結(jié)構(gòu),構(gòu)成車身外在形象的作用,承重作用是次要的,作為可見(jiàn)的門(mén)面類零件,對(duì)其質(zhì)量的要求是很嚴(yán)格而多面的。在尺寸精度,形狀精度,表面質(zhì)量,剛性,良好的工藝性等方面都有著明確的質(zhì)量要求標(biāo)準(zhǔn)。
典型汽車覆蓋件從結(jié)構(gòu)形狀及尺寸上看,這類零件的主要特點(diǎn)有:
⑴總體尺寸大。
⑵相對(duì)厚度小,行業(yè)內(nèi)外覆蓋件厚度一般在0.6~1.0mm。
⑶形狀復(fù)雜,轎車的側(cè)圍,翼子板,卡車的側(cè)圍都是外覆蓋件中結(jié)構(gòu)最為復(fù)雜的零件,尤其是側(cè)圍,形狀要滿足汽車整體造型,還要跟車門(mén)、頂蓋、前圍和后圍搭接,要滿足間隙面差的要求。零件上的孔位也要滿足各種零件的裝配要求。
⑷輪廓內(nèi)部帶有局部形狀,如汽車側(cè)圍內(nèi)部就要做出車門(mén)的造型來(lái)進(jìn)行車門(mén)的裝配,車門(mén)與側(cè)圍裝配后的間隙面差在外觀上直觀的反映出整車的品質(zhì),所以,側(cè)圍這種內(nèi)部形狀的精度要求也是很高的。
卡車側(cè)圍拉延成形工藝分析
卡車側(cè)圍屬深拉延件,圖1為排半卡車的側(cè)圍,零件尺寸為1700mm×1500mm×120mm,板料的厚度為1.0mm,材質(zhì)DC04.單排卡車側(cè)圍則不具備后上部的風(fēng)窗部分,如圖2所示。

圖1 排半卡車側(cè)圍數(shù)模
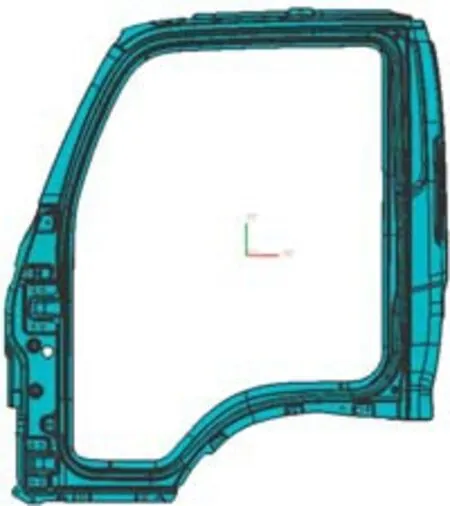
圖2 單排卡車側(cè)圍數(shù)模
由各種各樣的骨架件和板件通過(guò)焊接拼裝而成的卡車車身,也就是行業(yè)俗稱的“白車身”。側(cè)圍是白車身中部乘坐室的主要組成部分,在車身整體彎曲剛性中起重要作用。它由A柱、B柱、C柱、上邊梁、門(mén)檻梁、后輪罩及外覆蓋部分構(gòu)成,如圖3所示。
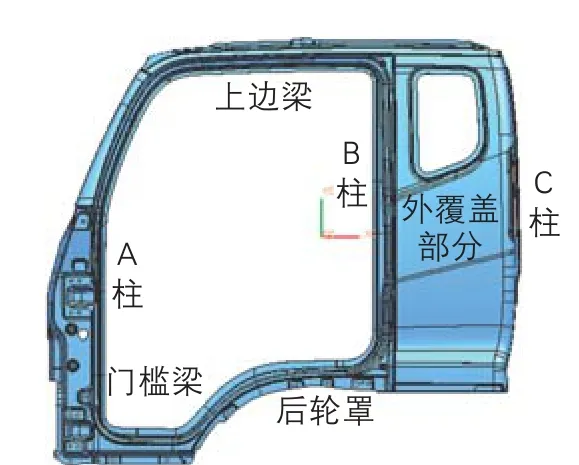
圖3 側(cè)圍各部分構(gòu)成
拉延模面設(shè)計(jì)要素及此卡車側(cè)圍的設(shè)計(jì)思路
拉延模面設(shè)計(jì)要素
拉延模面設(shè)計(jì)要素主要有以下幾個(gè)方面。
⑴沖壓方向的確定。如圖4所示,圖示方向?yàn)閭?cè)圍的沖壓方向。
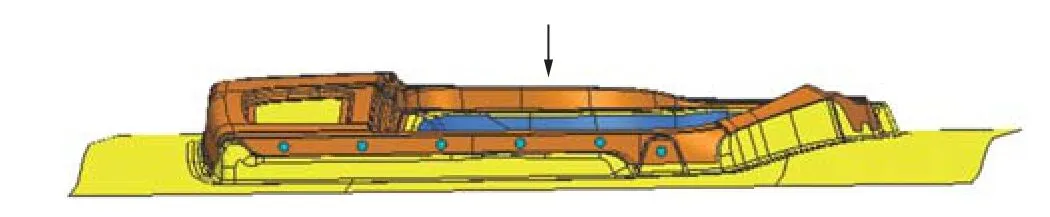
圖4 卡車側(cè)圍的沖壓方向
⑵工藝補(bǔ)充部分的設(shè)計(jì)。
⑶壓料面的選擇。
⑷凸、凹模圓角半徑的確定。
卡車側(cè)圍拉延模面設(shè)計(jì)基本思路
在以上拉延模設(shè)計(jì)原則的基礎(chǔ)上,卡車側(cè)圍又具有其獨(dú)特的造型,在充分考慮模具設(shè)計(jì)成本要求,及自動(dòng)化生產(chǎn)線4序生產(chǎn)要求的前提下,在設(shè)計(jì)中需要特別有針對(duì)性的工藝方法。
⑴首先,門(mén)框部分,此處后期與門(mén)總成有配合關(guān)系,要保證裝配后外觀間隙面差滿足設(shè)計(jì)要求,間隙面差也就是側(cè)圍門(mén)框部分與門(mén)總成裝配后間隙及門(mén)與側(cè)圍平面的符合情況,如圖5所示,一般在車門(mén)周圍取點(diǎn),用塞尺測(cè)量門(mén)與側(cè)圍的間隙,用面差計(jì)測(cè)量門(mén)與側(cè)圍的平面高度差,原則上取點(diǎn)的間距為100mm。以此評(píng)判車門(mén)配合質(zhì)量。而側(cè)圍存在大面積的門(mén)洞空白,也是側(cè)圍異于其他外板的一大特點(diǎn)。如圖6所示的側(cè)圍模面設(shè)計(jì)圖中,門(mén)洞處需要大面的工藝補(bǔ)充,門(mén)洞內(nèi)部周圈的工藝造型既要做到與零件形狀的完美銜接,又要通過(guò)適當(dāng)?shù)陌文=羌霸黾有泵娴裙に嚪椒▉?lái)提高成形性,減少拉延開(kāi)裂的風(fēng)險(xiǎn)。門(mén)洞中間的大面積平面要和壓料面處于同一個(gè)平面,才能保證拉延工藝的實(shí)現(xiàn)。
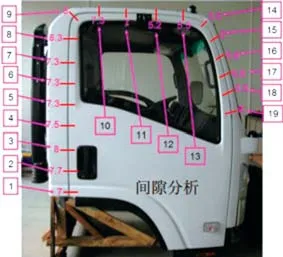
圖5 間隙面差測(cè)量圖
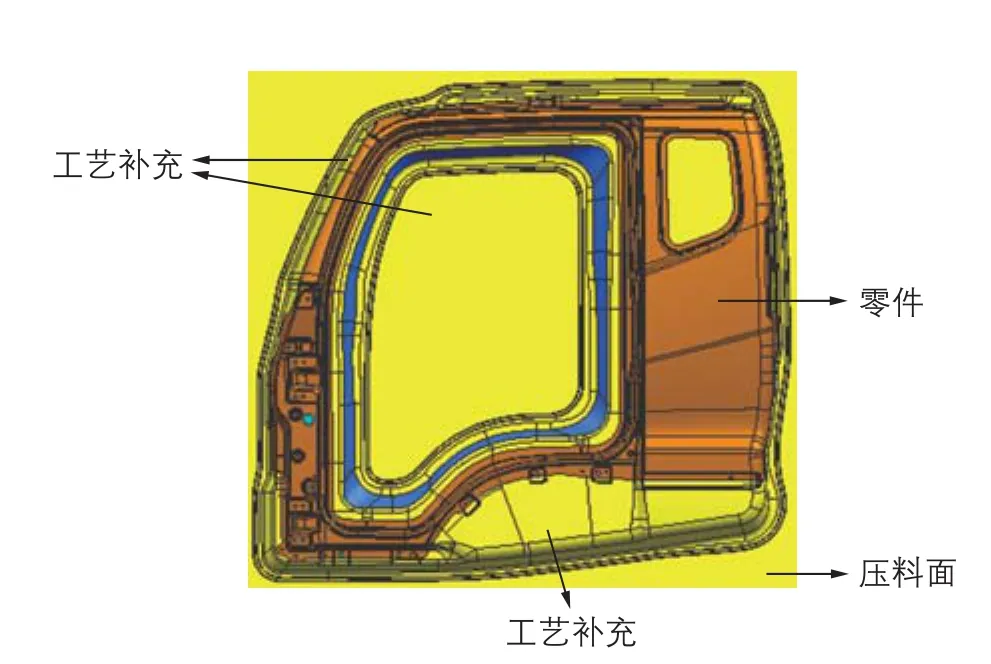
圖6 側(cè)圍模面圖
⑵其次,設(shè)計(jì)應(yīng)注意的地方:A柱、B柱、C柱,這是地板與頂蓋之間的主要承力支撐件。同時(shí)是鉸鏈、鎖、臥鋪、安全帶和上車?yán)值某辛χ渭R驗(yàn)槠鋸?qiáng)度剛度要求較高,產(chǎn)品設(shè)計(jì)部門(mén)考慮到選擇材料和料厚適量的同時(shí)還需達(dá)到較好的剛度,一般會(huì)設(shè)計(jì)成腔體結(jié)構(gòu)。
這里有幾處特色設(shè)計(jì)的結(jié)構(gòu)需要對(duì)應(yīng)的沖壓工藝來(lái)實(shí)現(xiàn)。
1)A柱部分前風(fēng)窗部分,如圖7所示,有沖壓負(fù)角,即沖壓方向上存在小于90°的角,不能通過(guò)沖壓工藝直接得到形狀。只能在拉延模面中將負(fù)角部分展開(kāi),用工藝補(bǔ)充作出可以沖壓得到的形狀,如圖8所示,再通過(guò)后工序的整形,得到零件的形狀。
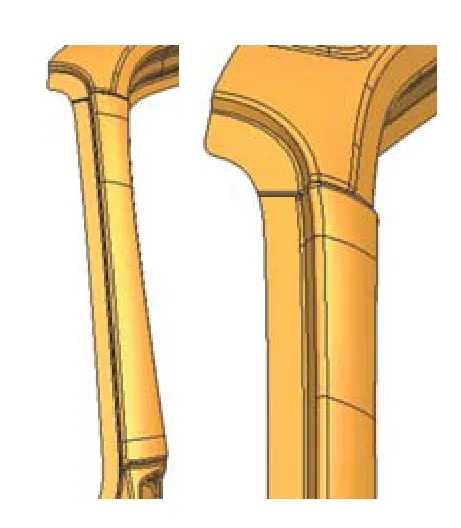
圖7 A柱風(fēng)窗零件圖及放大圖
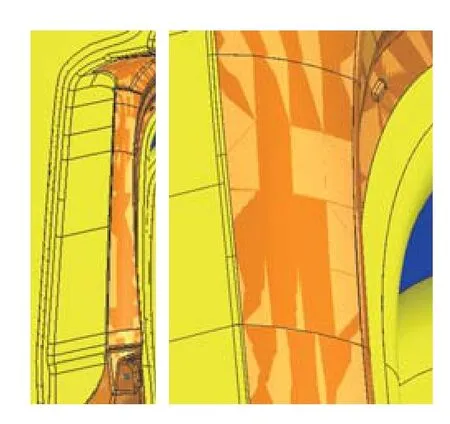
圖8 A柱風(fēng)窗處模面圖及放大圖
2)與頂蓋搭接邊的前端,拉延深度較大,更主要的原因是此處的面與沖壓方向夾角只有98°,在后工序用正修邊工藝無(wú)法完成此處修邊,要使用側(cè)修邊工藝;此處是側(cè)圍與頂蓋搭接邊,造型需要與頂蓋做到相配合,如圖9所示,頂蓋搭接處的法蘭面,與側(cè)修邊部分的銜接處,零件造型曲面變化比較劇烈,過(guò)渡需要一些細(xì)節(jié)的處理,否則不利于拉延過(guò)程中材料流動(dòng),可能出現(xiàn)起皺等缺陷。
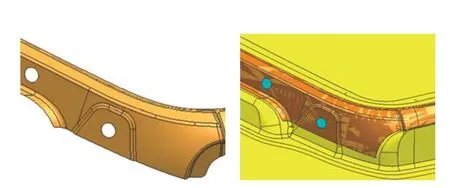
圖9 頂蓋搭接處零件圖及模面圖
3)C柱處存在大面積平面,且造型R角較大,一般在R25~30mm之間。加上側(cè)圍外板采用的板材料厚較小,一般在0.8~1.0mm之間。這種情況往往出現(xiàn)外板零件的另一大缺陷——回彈。沖壓工藝上一般在CAE階段做回彈補(bǔ)償來(lái)消除缺陷,同時(shí)在后序增加整形工藝來(lái)更準(zhǔn)確的控制回彈面的面差精度。如圖10所示。
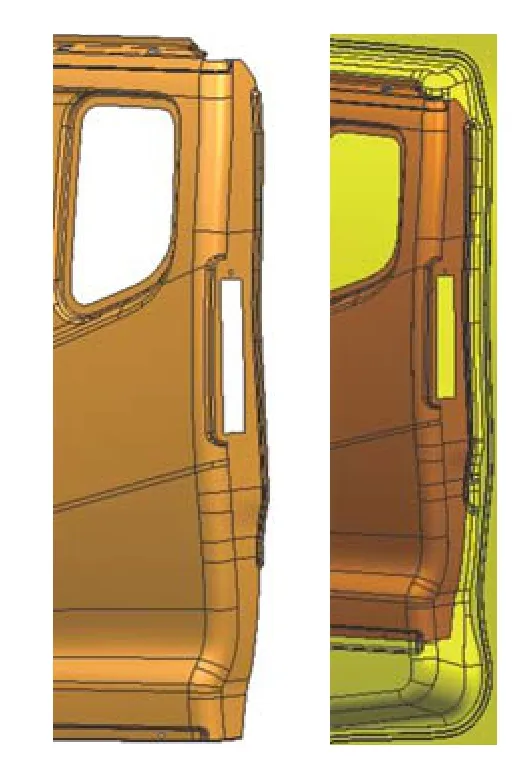
圖10 C柱零件圖及模面圖
《卡車側(cè)圍模面成形仿真及模面設(shè)計(jì)優(yōu)化研究(下)》見(jiàn)《鍛造與沖壓》2017年第14期
猜你喜歡
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
