80-140馬力拖拉機撥叉類零件工藝改進分析
2017-08-09 09:54:50車展展張金輝王兵華
時代農機 2017年5期
車展展,張金輝,王兵華
(第一拖拉機股份有限公司,河南 洛陽 471003)
80-140馬力拖拉機撥叉類零件工藝改進分析
車展展,張金輝,王兵華
(第一拖拉機股份有限公司,河南 洛陽 471003)
拖拉機撥叉類零件是在變速箱中通過與變速手柄相連,撥動中間變速輪,改變拖拉機輸入/輸出轉速比實現各檔位間自由轉換的關鍵零件。由于其獨特的外形構造特點決定了在切削加工中,容易發生受夾持力產生變形,零件尺寸不穩定的情況。通過比較分析,改善加工工藝,解決撥叉類零件在切削加工中的加工難題,提升產品品質、提高加工效益。
拖拉機;變速箱;夾持力;工藝加工;撥叉類零件
隨著國家對“三農”的高度重視以及各項支農、惠農政策的落實和農民收入的增加,農機作業的普遍使用具備了一定經濟基礎,農機產業化的進程明顯加快。“十三五”規劃要求要加快農業現代化步伐,近幾年拖拉機行業隨著農業現代化的發展需求,不斷對產品結構進行調整,產品大型化、品種多樣化趨勢明顯,主機產品對撥叉的要求在不斷的提高。新材料,新技術的撥叉產品應運而生,為撥叉行業的發展提供了廣闊的市場發展空間。為此,根據產品結構調整的方向,立足于公司內部撥叉資源平臺和外部市場需求,打造好拖拉機的撥叉生產就愈發重要。
1 撥叉在履帶拖拉機上的主要作用
以東方紅-C1202橡膠履帶拖拉機為例,主機有6個前進擋和2個倒退檔,需要根據負荷變化情況,通過變速箱合理的選擇工作速度。變速箱內有4根軸,動力由第一軸輸入,一檔、二檔、三檔、四檔、五檔經過一對齒輪傳動,將動力經第二軸輸出到后橋。六檔經過三隊齒輪傳動,將動力經第二軸出處到后橋。
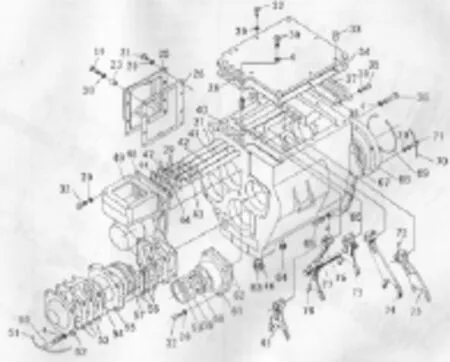
圖1 撥叉類零件裝配示意圖
倒一檔、二檔經過兩對齒輪傳動,將動力經第二軸輸出到后橋。撥叉是與變速手柄相連,撥動中間變速輪,改變拖拉機輸入/輸出轉速比實現各檔位間自由轉換的關鍵零件。
2 技術方案
2.1 加工工藝分析
撥叉類零件由于其獨特的結構特性,可以歸類于薄壁懸伸件類零件。毛坯類型以精鑄、鍛造、焊接三大方式為主,材質也多以鑄鋼、45鋼以及GrMn合金為主。由于其特性特點決定了在切削加工中,容易出現裝夾變形,零件尺寸不穩定的情況。在實際的生產中,毛坯及在制品變形量大、裝夾定位難度大、相互關系尺寸超差等問題一直影響著撥叉的成品率。

圖2 撥叉類零件結構示意圖
以東方紅-C1202橡膠履帶拖拉機的一種撥叉零件為例,毛坯種類為鍛造件,工件材質為45鋼,加工工藝流程如下:毛坯校正——銑一側兩叉口面和一圓臺面、鉆鉸孔、倒角——校正,插口側面平面度——銑另一側面插口面和一圓臺面倒角,鏜兩圓弧面并倒角——車D16孔端面——半成品檢驗——熱處理——拉孔——銑小凸臺——校正叉口側面對孔中心線垂直度——鉆小孔——孔倒角——去毛刺,清洗打標識——磷化——檢驗——掛架。
該工藝為經過改進后的半柔性化生產線加工工藝,特點是更換零件品種的調整周期較短,部分關鍵工藝尺寸較穩定,但由于涉及的工序較長、涉及加工內容較多、設備種類較復雜以及熱處理、磷化等,實際一次成品率僅有80%左右。嚴重影響新產品的開發,制約著經濟效益的擴大化。
2.2 加工難點分析及解決方案
(1)毛坯因素方面。撥叉相關的毛坯材質,金屬金相、毛坯外形尺寸、余量以及應力消除、探傷等方面需控制嚴格到位。除了毛坯各類檢驗外,還需要通過檢驗設備進行相關應力變形分析,在加工前使毛坯處于一個較好的應力釋放后狀態,在加工時盡量減少可造成撥叉懸臂變形的機械力,通過適當校正解決工件變形問題。
(2)精基準定位與產生方式方面。由于撥叉屬于薄壁懸臂件,在加工中容易產生機械變形和自身應力變形,因此在加工中應充分考慮其結構特性,盡可能少的對其施加可產生勢能儲蓄變化的外作用力。利用工件剛性較好的圓柱部位作為主定位作用力施加方向,叉口懸伸部位作為輔助定位方向。另外對于關鍵的位置尺寸關系,通過多次加工、多次修正,最后確定加工尺寸。
具體實施為:①按圖紙要求先加工出以圓柱精定位的基準尺寸滑桿孔;②利用滑桿孔定位,通過叉口懸臂面和圓柱端面2個毛坯平面首次限位,加工圓柱底面,再利用圓柱地面端面和叉口懸臂面限位加工圓柱端面;③利用滑桿孔定位圓柱底面做定位基準和主要壓緊力作用部位,叉口懸臂面平面限位懸臂做輔助壓緊力作用部位,進行綜合尺寸加工。通過兩次撥叉懸臂部位定位壓緊和圓柱部位上主壓緊力的作用,最終實現保證在作用力主要集中產生的綜合尺寸加工過程中,盡可能少的減少對造成工件機械變形力的施加。
(3)滑桿孔和側面小孔加工方面。對撥叉滑桿孔的加工,可以放在撥叉綜合加工工序前,通過鉆底孔(或擴孔)、拉孔兩道工序來提高加工效率和精度尺寸,在撥叉經過熱處理后再對滑桿孔進行珩磨或拉孔進行關鍵孔尺寸修正。對于側面小孔的加工,在撥叉經過熱處理并校正后,利用鉆孔夾具鉆底孔、倒角、利用鉸孔夾具鉸孔同時加工出小孔的最終位置尺寸三步實施。
(4)倒角和毛刺飛邊清理。此類問題雖小確實影響整體加工尺寸的關鍵。嚴格要求各工序間的處理情況,并安排專門工序進行熱處理前工件的倒角和毛刺處理,量化要求清理標準尺寸加強工序加工標準監控,杜絕因工序分散所引起的監管不到位情況的發生。
(5)工件校正與檢測方面。撥叉的檢驗校正伴隨工件加工的每道工序,毛坯加工前校正檢測,綜合加工前檢測校正,銑削槽/平面前檢測校正,熱處理前檢測校正,鉆小孔前檢測校正,珩磨滑桿孔后檢測校正以及交成品前檢測。通過檢測員、檢測手段與加工手段相輔保證監控并保證主要形位尺寸的變形量在可控范圍內。
2.3 改進后加工工藝方案
①毛坯校正。對所收到的撥叉毛坯進行相關形位尺寸檢驗并校正,可溝通毛坯廠商通過引進靜壓試驗、去應力釋放等手段提高毛坯質量。②鉆滑桿孔底孔/擴孔。通過撥叉毛坯粗定位加工滑桿孔底孔。③拉削滑桿孔。精加工滑桿孔至尺寸,使其可作為定位精基準。④車削滑桿孔端面并倒角。通過滑桿孔定位、工件叉口附近的叉腿面限位加工平面使其具備作為后續加工尺寸“一面一孔”定位的要求。⑤校正。通過滑桿孔和圓柱平面校正叉口平面,使其平面誤差量滿足加工要求。⑥銑削叉口平面。通過“一面一孔”定位外形限位、工件叉口附近的叉腿面限位銑削出叉口面精尺寸。⑦銑削叉口內側面。通過“一面一孔”定位外形限位、工件叉口面限位銑削出叉口內側精尺寸。⑧校正、去毛刺。用砂輪機對工件外形輪轂進行倒角去毛刺處理,通過形位檢驗夾具,檢驗校正撥叉滑桿孔和叉口相關形位尺寸。⑨熱處理。⑩拉修/珩磨滑桿孔。通過設備對滑桿孔進行修正并提高光潔度。11校正。通過形位檢驗夾具,檢驗校正撥叉滑桿孔和叉口相關形位尺寸,校正叉口變形量。12鉆小孔底孔。通過綜合夾具鉆小孔底孔。13小孔倒角。通過滑桿孔和平面定位對小孔上下孔口倒角。14鉸小孔。通過綜合夾具鉸削小孔至尺寸,經綜合夾具對小孔位置進行修正并提高光潔度。15檢驗、校正、防銹處理并掛架。通過綜合檢驗夾具對已加工零件進行綜合檢驗、校正,進行防銹處理并掛架。
3 效益分析
隨著農用機械的發展以及拖拉機主機品種的逐年增多,撥叉需求品種也在逐年增加,按照中型拖拉機4萬臺/年、小型拖拉機2萬臺/年的生產需求,撥叉的用量大約32萬件左右,產值約為2000萬,邊利約600余萬元。
4 結語
撥叉類零件雖然外形很小,但在拖拉機等主機產品上的作用既關鍵又重要,特別是隨著新式變速箱和國三發動機的推廣與應用。原有加工工藝的改良與改進,以及如何通過新技術、新工藝應用改善并提高產品質量十分重要。目前噴鉬技術的發展對于解決撥叉類零件熱處理中的變形問題非常有幫助。經噴鉬處理的撥叉插口面硬度可達68HRC以上,對撥叉工件的變形量影響更小,可以更進一步提升產品加工品質。
[1]王寶璽.汽車拖拉機制造工藝學(第二版)[M].北京:機械工業出版社,2000.
[2]王先奎.機械制造工藝學[M].北京:機械工業出版社,1995.
[3]濮良貴,紀名剛.機械設計(第七版)[M].北京:高等教育出版社,2001.
[4]郭丹.拖拉機、柴油機設計標準手冊[M].北京:中國標準出版社,2001.
Process Analysis of 80-140 Horse Tractor's Fork Parts
CHE Zhan-zhan,ZHANG Jin-hui,WANG Bing-hua(First Tractor Co.,Ltd.,Luoyang,Henan 471003,China)
The tractor fork parts are key parts thatare freely connected in the gearbox by changing the input/output speed ratio of the tractorby connecting the shiftwheelwith the shifthandle.Because of itsunique shape and shape characteristicsof the decision in the cutting process,itisprone to deformation by the clamping force,partsof the size of the situation.Through comparative analysis,to improve the processing technology and to solve the fork parts in the cutting processing problems can improve productquality and processing efficiency.
tractor;gearbox;clamping force;processprocessing;fork classparts
S219.06
A
2095-980X(2017)05-0081-02
2017-04-23
車展展(1984-),男,河南靈寶人,工程師,主要研究方向:主機總成、傳動系零件的工藝。
