一款通用卡盤(pán)夾具的研發(fā)
2017-08-09 09:54:50劉灝霖
時(shí)代農(nóng)機(jī) 2017年5期
劉灝霖
(廣州鐵路職業(yè)技術(shù)學(xué)院,廣東 廣州 510430)
一款通用卡盤(pán)夾具的研發(fā)
劉灝霖
(廣州鐵路職業(yè)技術(shù)學(xué)院,廣東 廣州 510430)
文章介紹的快速定位通用卡盤(pán)是一組通用夾具,它的設(shè)計(jì)主要思路是:方形零件需要加工較大的孔,如果采用銑削加工,圓度難保證,加工效率也低,如果用數(shù)控銑床鏜孔又會(huì)增加成本。這款通用夾具改進(jìn)了四爪卡盤(pán)的重復(fù)定位不準(zhǔn)、裝夾校正慢的問(wèn)題,而且還可以安裝在銑床上,重復(fù)定位方便、準(zhǔn)確。
通用夾具;批量生產(chǎn);定位精度
1 設(shè)計(jì)結(jié)構(gòu)
快速定位通用卡盤(pán)包括卡盤(pán)、主定位塊、副固定塊、活動(dòng)鉗口、鎖緊塊、導(dǎo)桿、壓緊螺釘、鎖緊螺釘、螺母等零件,卡盤(pán)背面設(shè)有凸臺(tái),正面設(shè)有3組T型槽,T型螺母設(shè)置在T型槽中,可以和鎖緊螺釘在T型槽中移動(dòng),并帶動(dòng)主定位塊、副固定塊、活動(dòng)鉗口、鎖緊塊移動(dòng),然后上緊鎖緊螺釘將它固定在卡盤(pán)上,以實(shí)現(xiàn)各定位塊的移動(dòng)調(diào)節(jié)和固定定位,使之能夾持不同大小的待加工工件。卡盤(pán)上的中線位置還設(shè)計(jì)了3條導(dǎo)軌槽,分別與主定位塊、副固定塊、活動(dòng)鉗口底面的凸臺(tái)相配合,并使之在導(dǎo)軌槽內(nèi)滑動(dòng)而不擺動(dòng),還要保證主定位塊、副固定塊、活動(dòng)鉗口相互之間的平行度和垂直度。如圖1所示。
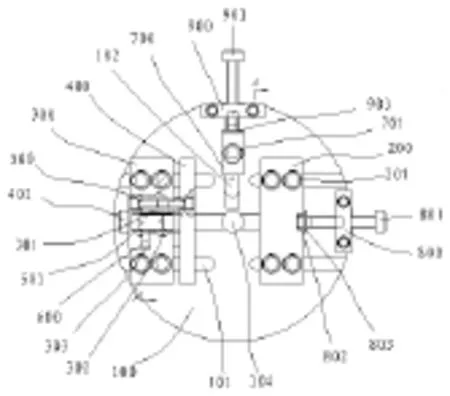
圖1 設(shè)計(jì)結(jié)構(gòu)圖
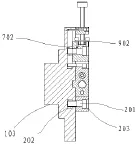
圖2 卡盤(pán)調(diào)節(jié)塊
100.卡盤(pán);101.主導(dǎo)軌槽;102.副導(dǎo)軌槽;103.凸臺(tái);104.中心孔;200.主定位塊;201.鎖緊螺釘一;202.螺母一;203.通孔一;300.固定塊;301.通孔二;302.螺紋孔一;303.凹槽三;400.活動(dòng)鉗口;401.壓緊螺釘;500.鎖緊塊;501.通孔三;600.導(dǎo)桿;700.副定位塊;701.鎖緊螺釘二;702.螺母二;704.通孔四;800.調(diào)節(jié)塊一;801.微調(diào)螺桿一;802.凹槽一;803.墊片一;900.調(diào)節(jié)塊二;901.微調(diào)螺桿二;902.凹槽二;903.墊片二
卡盤(pán)上還設(shè)置了2個(gè)調(diào)節(jié)塊,調(diào)節(jié)塊固定在卡盤(pán)上,調(diào)節(jié)塊設(shè)置在主定位塊遠(yuǎn)離固定塊的一側(cè),調(diào)節(jié)塊上設(shè)有細(xì)牙螺紋孔與微調(diào)螺桿配合,微調(diào)螺桿推進(jìn)方向與主定位塊沿主導(dǎo)軌槽移動(dòng)的方向相一致。通過(guò)旋轉(zhuǎn)調(diào)節(jié)塊上的微調(diào)螺桿來(lái)推動(dòng)主定位塊移動(dòng),對(duì)主定位塊的位置進(jìn)行微調(diào)。主定位塊上還設(shè)有凹槽,微調(diào)螺桿末端是一個(gè)大于螺紋直徑的圓柱,與主定位塊上凹槽相配合,墊片蓋住凹槽并固定在主定位塊上,當(dāng)旋轉(zhuǎn)微調(diào)螺桿時(shí),微調(diào)螺桿可以向前或向后推進(jìn),微調(diào)螺桿將力傳遞給墊片,從而帶動(dòng)墊片與主定位塊一起前后移動(dòng),使主定位塊不僅可以鎖緊待加工工件的方向微調(diào),也可以向松開(kāi)待加工工件的方向進(jìn)行微調(diào),提高了主定位塊的位置精度,進(jìn)而就能提高待加工工件的加工精度。副定位塊上的微調(diào)螺桿也是相同的設(shè)計(jì)。如圖2所示。
卡盤(pán)還設(shè)計(jì)了一組夾緊機(jī)構(gòu),當(dāng)2個(gè)定位塊完全定好位了以后,就要一定的夾緊力來(lái)夾緊工件。固定塊和活動(dòng)鉗口就能實(shí)現(xiàn)這樣的功能。固定塊和活動(dòng)鉗口都可在卡盤(pán)導(dǎo)軌槽內(nèi)移動(dòng),活動(dòng)鉗口的2條導(dǎo)桿也可以在固定塊內(nèi)的2個(gè)孔里移動(dòng),當(dāng)需要壓緊工件時(shí),旋轉(zhuǎn)壓緊螺釘就能推動(dòng)活動(dòng)鉗口壓住工件了。而且活動(dòng)鉗口必須與主定位塊保持平行,保證工件夾持穩(wěn)固。
2 使用方法
快速定位通用卡盤(pán)主要使用方法如下:①將卡盤(pán)凸臺(tái)裝夾在數(shù)控車(chē)床的三爪卡盤(pán)上。②根據(jù)待加工方形零件外形尺寸調(diào)節(jié)主定位塊和副定位塊的位置。將準(zhǔn)備好的精密芯棒插入卡盤(pán)的中心孔中,用游標(biāo)卡尺測(cè)量芯棒軸線到2個(gè)定位塊的距離,旋轉(zhuǎn)2個(gè)定位塊上的微調(diào)螺釘使之達(dá)到方形零件邊長(zhǎng)的一半,定位精度可達(dá)到±0.1mm以?xún)?nèi)。③精確調(diào)整方形零件與卡盤(pán)的同軸度。取出芯棒,把精銑外形到尺寸的方形零件放在卡盤(pán)內(nèi),旋轉(zhuǎn)壓緊螺釘使活動(dòng)鉗口輕壓住方形零件。再使用百分表分別接觸方形零件的對(duì)邊,慢慢旋轉(zhuǎn)主定位塊上微調(diào)螺釘,使兩邊同高,然后上緊主定位塊上的鎖緊螺釘。定位精度可達(dá)到±0.01mm以?xún)?nèi)。副定位塊的校正方法也一樣。然后固定好固定塊的位置,旋轉(zhuǎn)壓緊螺釘推動(dòng)活動(dòng)鉗口來(lái)壓緊方形零件,就完成裝夾,開(kāi)始加工了。④第一個(gè)方形零件加工完成后,再做同一批量的相同外形尺寸的方形零件,不需要再調(diào)節(jié)定位塊了,就只要用壓緊螺釘裝夾就行了。⑤當(dāng)方形零件還要再上數(shù)控銑床加工時(shí),只需要將凸臺(tái)夾在通用虎鉗上即可,并接觸卡盤(pán)外圓來(lái)設(shè)定工件坐標(biāo)系,所以在數(shù)控銑床上也可以實(shí)現(xiàn)快速定位。
3 設(shè)計(jì)優(yōu)點(diǎn)
快速定位通用卡盤(pán)的優(yōu)點(diǎn)是:①裝夾方式采用類(lèi)似通用虎鉗的夾持方式,解決了四爪卡盤(pán)定位不準(zhǔn)的問(wèn)題。數(shù)控車(chē)床的卡盤(pán)夾住卡盤(pán)凸臺(tái),實(shí)現(xiàn)對(duì)快速定位通用卡盤(pán)的固定和定位,主定位塊、固定塊、活動(dòng)鉗口可以在主導(dǎo)軌槽的軌道上移動(dòng),調(diào)整主定位塊與活動(dòng)鉗口之間的距離,能夾持不同大小的工件。②將工件放入到快速定位通用卡盤(pán)中,通過(guò)擰緊壓緊螺釘,使活動(dòng)鉗口壓緊工件,這種結(jié)構(gòu)簡(jiǎn)單、使用方便,在使用時(shí),只需要在放入第一個(gè)待加工工件時(shí)進(jìn)行調(diào)節(jié)和校準(zhǔn),之后放入相同的待加工工件時(shí),只需要擰緊壓緊螺釘就能固定加工工件,可實(shí)現(xiàn)零件的批量加工,生產(chǎn)效率較四爪卡盤(pán)大幅提高。③通過(guò)微調(diào)螺桿對(duì)主定位塊、副定位塊進(jìn)行微調(diào)定位,在卡盤(pán)裝夾范圍內(nèi),可有效、快速地調(diào)節(jié)工件與卡盤(pán)的同軸度,方便了用戶(hù)更加精準(zhǔn)的定位,提高了生產(chǎn)加工的效率。④通過(guò)鎖緊螺釘與螺母的共同作用分別可以將主定位塊、副定位塊、固定塊固定在主導(dǎo)軌槽上,結(jié)構(gòu)穩(wěn)定,通用性強(qiáng),使用方便,采用徑向定位和夾緊的方式,對(duì)于方形零件均可進(jìn)行快速裝夾,而且不會(huì)產(chǎn)生夾痕。⑤結(jié)構(gòu)簡(jiǎn)單,制作成本低,可減少專(zhuān)用夾具的定制和使用,且應(yīng)用范圍廣,可做數(shù)控銑床的置換夾具,實(shí)現(xiàn)多工藝方案加工。
4 動(dòng)平衡設(shè)計(jì)
在旋轉(zhuǎn)體上設(shè)計(jì)不對(duì)稱(chēng)結(jié)構(gòu),高速旋轉(zhuǎn)時(shí)會(huì)發(fā)生抖動(dòng)現(xiàn)象,會(huì)影響機(jī)床高速切削的加工質(zhì)量,因此,快速定位通用卡盤(pán)必需考慮動(dòng)平衡問(wèn)題。首先,主定位塊及其調(diào)整塊和微調(diào)螺桿的重量要與固定塊和活動(dòng)鉗口的重量要大致相等,它們的位置也要以中心大致對(duì)稱(chēng),所以固定塊與活動(dòng)鉗口之間的距離就是橫向?qū)ΨQ(chēng)、平衡的關(guān)鍵因素,經(jīng)過(guò)初步計(jì)算和實(shí)際驗(yàn)證,固定塊與活動(dòng)鉗口之間的距離控制在0.5~1mm之間是比較理想的。另外,縱向平衡也是應(yīng)該考慮的。在卡盤(pán)的副定位塊對(duì)邊的外圓表面上應(yīng)設(shè)計(jì)一個(gè)配重螺釘,它的重量應(yīng)該與副定位塊及其調(diào)整塊和微調(diào)螺桿的重量減去T型槽的重量相同,并且可以自由調(diào)節(jié)伸出長(zhǎng)度,經(jīng)過(guò)初步計(jì)算和實(shí)際驗(yàn)證,可采用M16×1.5,長(zhǎng)40mm的內(nèi)六角螺釘。
5 結(jié)語(yǔ)
快速定位通用卡盤(pán)的設(shè)計(jì)目的主要是為在方形零件上車(chē)孔用的,現(xiàn)在大部分工廠采用的都是某一款產(chǎn)品使用的固定尺寸的專(zhuān)用夾具,互換性低,雖然快速定位通用卡盤(pán)的成本比單一的夾具要高一些,但是快速定位通用卡盤(pán)的通用性是值得推廣的。
Research and Development of A Common Chuck Fixture
LIU Hao-lin
(Guangzhou Railway Vocational and Technical College,Guangzhou,Guangdong 510430,China)
The paper introduces quick positioning of universal chucks which is a common fixtures,whose design idea is: square parts need to process larger holes,if itusesmilling,roundness is difficult to guarantee and processing efficiency is low;if the use ofCNCmillingmachine boringholewill increase the cost.Thisuniversal jig improves the repeated positioning of the fourjaw chuck,the problem ofslow clamping,and can also be installed on themillingmachine,and the repeated positioning is convenientand accurate.
universal fixture;massproduction;positioningaccuracy
TG75
A
2095-980X(2017)05-0090-02
2017-04-23
劉灝霖,主要研究方向:數(shù)控。
