氨壓縮機組干氣密封選型設計
2017-08-10 17:31:24張常發東華工程科技股份有限公司安徽合肥230000
化工管理 2017年22期
關鍵詞:設計
張常發(東華工程科技股份有限公司, 安徽 合肥 230000)
氨壓縮機組干氣密封選型設計
張常發(東華工程科技股份有限公司, 安徽 合肥 230000)
隨著化工技術的快速發展,行業內對大型壓縮機組的安全、環保、效益提出了更高的要求。其中干氣密封技術以其微泄漏、低消耗、低維護、長壽命等特點,在各種離心式壓縮機中得到了廣泛的應用,為滿足各種易燃、易爆、有毒等危險氣體介質的壓縮輸送提供了安全有效的密封保障。本文介紹了干氣密封的發展現狀,闡述了干氣密封的工作原理及特點,分析對比幾種典型干氣密封的使用特點,對氨壓縮機組干氣密封及其輔助系統進行了選型設計,并提出了干氣密封安裝過程中的注意事項。
氨氣;離心式壓縮機;干氣密封;選型設計
1 緒論
1.1 干氣密封發展現狀
干氣密封(dry gas seal)又被稱為干式氣體密封,是20世紀60年代末在氣體潤滑軸承的基礎上發展起來的一種非接觸式密封技術[1]。自20世紀80年代約翰克蘭公司首次成功將其應用在海洋平臺氣體輸送設備后[2],干氣密封技術在工業應用中得到了飛速推廣。隨著石油化工行業的不斷發展,尤其對親環保、高效益的不斷追求,化工企業朝著綜合化、大型化發展,其配套的核心壓縮機組規模也進一步擴大,各種壓縮機組層出不窮,并逐漸出現了大軸徑、高壓力的密封需求。為適應各種不同工況,國內外對干氣密封技術也不斷地進行改進及創新。其研究改進方向包括干氣密封槽型、高壓、大軸徑等高參數工況。由于國外起步早,應用經驗相對豐富,在對干氣密封技術的發展方向起著引導作用。早期國內對于大軸徑密封壓縮機組,其配套的干氣密封都是采用國外品牌,目前國外品牌在國內有業績的軸徑可達355mm。我國對于大軸徑干氣密封技術也進行了大量的研究。四川日機密封從2005年開始研究大軸徑干氣密封技術,目前有業績的密封軸徑可達350mm,基本達到國際水平。在密封壓力方面,國外干氣密封技術密封壓力可達45MPa,基本能滿足絕大多數壓縮機的密封要求。國內在高壓干氣密封方面也有較大突破。2008年9月由成都一通自主設計制造的16MPa級干氣密封在中國石油大慶石化分公司煉油廠二加氫裝置K-3102循環氫壓縮機上成功應用。四川日機自主研發的應用于上海石化渣油加氫裝置循環氫壓縮機的干氣密封,其密封壓力可達15.8MPa。在槽型方面的研究,螺旋槽以其優良的氣膜剛度最早被國外所開發利用,但該種槽型只適用于主機單向轉動。后來又研究發明了可以雙向運行的干氣密封槽型,比如U型槽、燕尾槽、T型槽等等。國內對于槽型也有較深入的研究。例如四川日機新研發的J20槽型成功應用于乙烯三機干氣密封[3],打破了國外在該領域密封技術的長期壟斷,填補了國內空白,主要技術指標達到了國外同類產品先進水平。
1.2 氨壓縮機組概況簡介
由我司承擔總承包的安慶曙光煤制氫項目中,位于氨壓縮機廠房的一臺離心式氨壓縮機組采用沈鼓生產的MCL457+2MCL457氨冷凍機組,將來自低甲工序的氣氨經壓縮、冷凝、閃蒸、過冷后,為低甲工序提供冷量,低甲工序蒸發后的氣氨返回氨壓縮機完成冷凍循環。該壓縮機組是全廠的核心設備,其運行的穩定性對全廠的正常生產具有至關重要的作用。氨壓縮機組的主要性能參數及干氣密封設計要求如表1所示。
2 干氣密封工作原理及其特點簡介
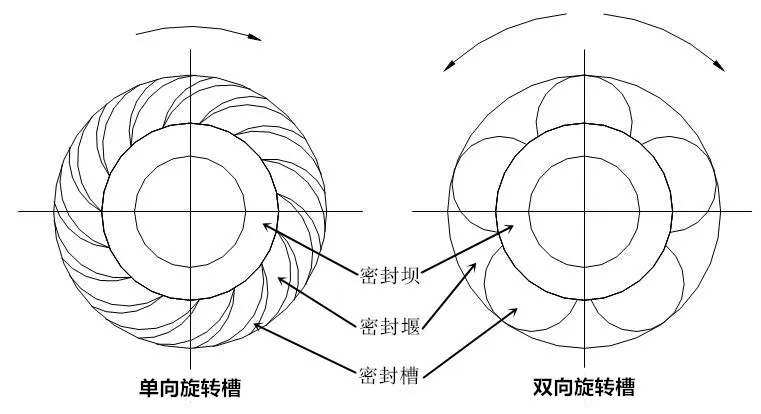
圖1 單向運行槽和雙向運行槽

表1 氨壓縮機組主要性能參數及干氣密封設計要求
2.1 干氣密封工作原理簡介
干氣密封的結構和機械密封的結構類似,也由靜環、動環、彈簧、輔助密封圈及動環的傳動機構組成,不同的是在干氣密封的動環外側開有流體動壓槽,流體動壓槽根據主機是否可以雙向運轉分為單向旋轉槽和雙向旋轉槽,如圖1所示。當主機的軸轉動時,通過傳動機構,帶動動環旋轉,密封腔內的氣體沿著流體動壓槽進入密封端面。在兩個密封面未分開時,進入槽內氣體的動能基本上全部轉化成了氣體的壓力能,使槽內氣體壓力升高,當壓力足以克服彈簧力和密封腔內的流體壓力時,動環和靜環被推開,形成一定的間隙。這時一部分槽內的氣體通過該間隙漏出密封腔,從而在動環和靜環之間形成了一個潤滑氣膜。動密封環的內側為一個稱為密封壩的平整面,通過其節流作用,限制漏出氣體的量。當主機停車時,在彈簧力作用下密封壩緊貼靜環,從而對氣體起到靜密封的作用。
2.2 干氣密封特點簡介
離心式壓縮機密封型式主要有迷宮密封、浮環密封、油潤滑機械密封以及干氣密封[4]。其中迷宮密封適用于低壓且允許介質有微量泄漏的工況。浮環密封和油潤滑機械密封屬于濕式密封,其運行需要一套復雜的控制系統,操作要求高,且適用于允許潤滑油泄漏到介質中的工況。相比于上述兩種密封技術,干氣密封具有以下顯著特點:
(1)干氣密封的泄露量小,且漏出的氣體可以根據介質特性和現場要求,直接放空或送往火炬,不需要設計復雜的后處理系統;
(2)密封功率消耗少,一般單個密封功率消耗小于1kW,提高了壓縮機的效率,降低了運行成本;
(3)干氣密封的監控系統簡單,管理方便,無需復雜的密封油系統,操作維修方便,降低了壓縮機停車的時間,減少了壓縮機停車造成的損失,節省了操作和維修費用;
(4)干氣密封的密封氣體可以從壓縮機的出口引入,和壓縮機內的密封壓力相適應,當壓縮機的工況變化時,不會造成泄露量的增加和密封的失效;
(5)干氣密封屬于非接觸式密封,密封面之間的間隙具有自調整的功能,保證了干氣密封的使用壽命。在干氣密封系統中,動環密封槽內的壓力和密封面之間間隙成反比,間隙增大,壓力減小,間隙減小,壓力增大,壓縮機開車時,槽內氣體的壓力大于密封環的閉合力(包括彈簧力和密封腔內流體作用在靜環上的力),動環和靜環被氣體推開,在兩個密封環之間形成了氣膜,當間隙到達一定的寬度后,開啟力等于閉合力,兩個密封面在此位置穩定下來。不同的操作工況,密封面之間的間隙不同。
3 氨壓縮機組干氣密封型式選型設計
3.1 干氣密封常見型式
根據干氣密封布置形式可以分為單端面密封、串聯式密封、帶中間迷宮密封的串聯式密封以及雙端面密封。各種密封布置型式需配置不同的干氣密封輔助系統。
3.1.1 單端面干氣密封
如圖2為單端面干氣密封的剖視圖。適用于對環境無污染的中性介質,例如使用于氮壓縮機、空壓機、二氧化碳壓縮機等。單端面干氣密封設置有下列接口:
A接口:工藝氣沖洗口,由主機出口引用,也可外接干凈的氣體作為密封沖洗氣;
B接口:密封泄漏氣出口,可選擇就地排放或接火炬排放;
C接口:隔離氣接口,一般選用氮氣作為隔離氣,壓力30KPaG左右即可。
3.1.2 串聯式干氣密封
如圖3所示為串聯式干氣密封的剖視圖。串聯式干氣密封的結構和布置與串聯式機械密封相似。正常運行時首級密封承擔壓縮機泄漏的主密封,次級密封起到安全備用密封的作用。當首級密封失效時,次級密封則起到主密封的作用。該種密封型式可用于密封易燃、易爆有毒等危險介質的輸送,適用于泄漏氣體需要回收或現場無氮氣源的場合,同時允許微量的介質泄漏到大氣中。這種型式的干氣密封可用于冷劑壓縮機、管道壓縮機等。各接口如下:
A接口:工藝氣沖洗口,一般是由壓縮機出口引用;
B接口:一級密封氣泄漏口,可接回收系統或是接火炬;
C接口:二級密封泄漏口,泄漏氣大多為后端梳齒密封過來的隔離氣,也有少量的工藝泄漏氣;
D接口:隔離氣接口,一般選用氮氣作為隔離氣,壓力控制在30KPaG左右即可。(圖3)
3.1.3 帶中間迷宮密封的串聯式干氣密封
如圖4所示為帶中間迷宮密封的串聯式干氣密封的剖視圖。相比于串聯式干氣密封,該種密封在一級泄露氣與二級密封氣之間加入了迷宮密封,使得泄漏到大氣的介質為二級密封氣(一般為氮氣等無危害氣體),因此該種密封的最大特點是密封介質對大氣的泄漏量為零。這種干氣密封型式廣泛應用于氨壓縮機、循環氣壓縮機等危險、有毒的介質。各接口如下:
A接口:工藝氣沖洗口,一般都是由壓縮機出口引用;
B接口:一級密封氣泄漏口,接火炬,氣體主要成分為二級密封氣,也有少量的工藝氣;
C接口:二級密封氣接口,一般為氮氣等無危害氣體,壓力一般至少比火炬壓力高5KPa;
D接口:二級密封泄漏口,由于從后端的梳齒密封泄漏的隔離氣以及二級密封泄漏氣都為無危害的氣體,因此泄漏到大氣的泄漏氣都為無危害氣體;
E接口:隔離氣接口,一般選用氮氣作為隔離氣,壓力控制在30KPaG左右即可。(圖4)
3.1.4 雙端面干氣密封
如圖5所示為雙端面干氣密封的剖視圖。這種密封型式主要應用于輸送有毒有害以及較臟的低壓介質,且允許氮氣等無危害氣體進入到介質中。此外,該種型式的干氣密封還可用于現場不具備放火炬或不方便回收泄漏氣的工況,因此在浮環密封壓縮機改造為干氣密封型式中用的較多。各接口如下:
A接口:前置氣接口,用以阻斷較臟的工藝氣進入密封端面;
B接口:密封氣入口,一般為氮氣,壓力至少比壓縮機最高工作壓力高0.2MPa;
C接口:放空口,泄漏氣主要為隔離氣以及密封泄漏氣;
D接口:隔離氣接口,一般為氮氣。(圖5)
3.2 干氣密封型式的設計選型
氨壓縮機用于對較潔凈的氨氣介質升壓及輸送,由于氨介質具有滲透性強、氣味刺激性高,微量(幾十PPM)的泄露即會引起人體刺鼻不適,且氨氣具有易燃易爆等危害,因此需嚴格控制其對大氣的泄漏量。根據現場公用工程提供的氮氣情況,現場具備穩定的高、中、低壓氮氣源,且泄漏氣具備放火炬的條件。綜上情況,選擇零泄漏、不污染介質組分的帶中間迷宮密封的串聯式干氣密封,動環所開的流體動壓槽選擇氣膜剛度大的螺旋槽型式。
4 帶中間迷宮密封的串聯式干氣密封輔助系統設計
干氣密封輔助系統的作用一方面是為干氣密封運行提供干凈、干燥的合格密封氣體,另一方面是用于調節、控制、檢測干氣密封的運行參數,實時監測干氣密封運行狀況。經輔助系統處理后的供氣不含有水或油等液態物質,且氣體中不允許含有粒徑大于3μm的雜質。此外,根據帶中間迷宮密封的串聯式干氣密封特點,配套的輔助系統可以控制并調節所供氣體的壓力和流量。為了監測干氣密封是否正常運行,輔助系統還可檢測干氣密封一級泄漏氣和二級泄漏氣的流量和壓力,當流量和壓力出現異常增大時可以反應出干氣密封是否受到損壞,并聯鎖報警及跳車,從而及時發現隱患,防止干氣密封遭受更大的損壞。停機后可以采取相應的補救措施防止泄漏事故的發生。根據上述特點,輔助系統設計了密封氣過濾單元、流量及壓力調節單元、一級泄漏氣壓力及流量檢測單元、隔離氣單元、聯鎖報警及跳車系統等。
密封氣過濾單元:正常運行時,由于一級密封氣是從主機出口管路引出的工藝氣,其潔凈度往往不能滿足密封氣含固粒徑小于3μm的精度要求。因此工藝氣先要經過過濾后才能進入干氣密封。一級密封氣過濾單元一共有兩組過濾器,開一備一,每組過濾器包含一個粗過濾器和一個精過濾器,密封氣先經過粗過濾器將大于5μm的雜質去除,然后再進入精過濾器過濾,其過濾精度達到1μm。這種設計有助于防止精過濾器過早堵塞,從而延長精過濾器濾芯壽命。二級密封氣及隔離氣由于是較為干凈的氮氣,因此每組過濾器只需設計一個精度為1μm的精過濾器即可。此外,在過濾器前后設置壓差計,用以檢查過濾器是否堵塞。
流量及壓力調節單元:用以調節進入密封腔的密封氣壓力和流量。其中壓力的控制采用氣動隔膜調節閥自動調節,使進入密封腔的壓力比機組平衡管壓力高0.2MPa(低壓缸)及0.5MPa(高壓缸)。之后密封氣經過流量計,并依靠流量計前的針型閥調節進入密封腔的流量。本設計中,低壓缸一級、二級密封氣流量分別為80Nm3/h、5Nm3/h;高壓缸一級、二級密封氣流量分別為30Nm3/h、5Nm3/h。
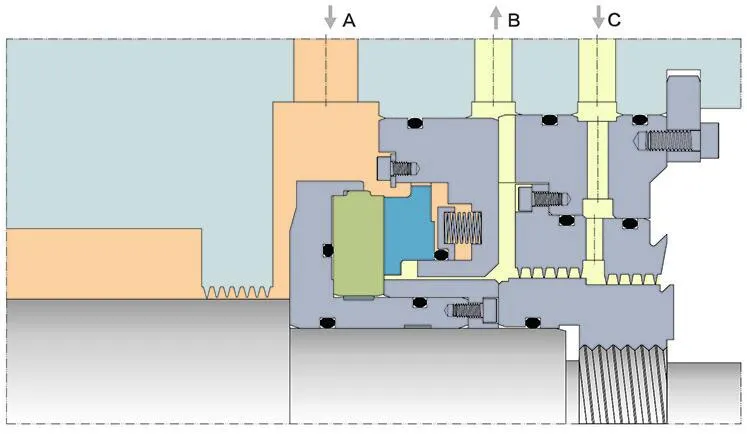
圖2 單端面干氣密封剖視圖
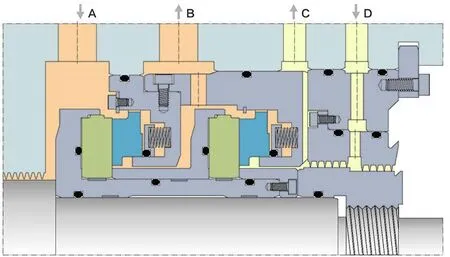
圖3 串聯式干氣密封剖視圖
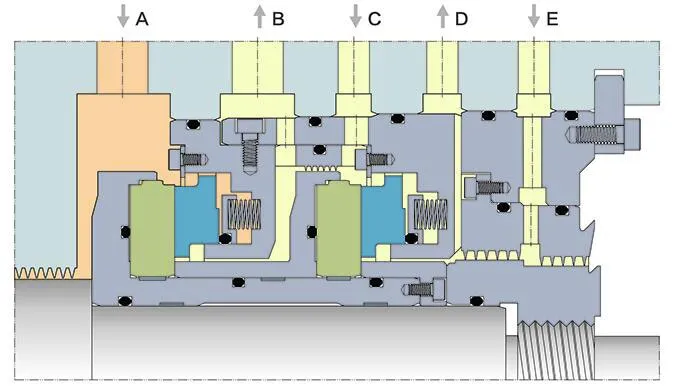
圖4 帶中間迷宮密封的串聯式干氣密封剖視圖
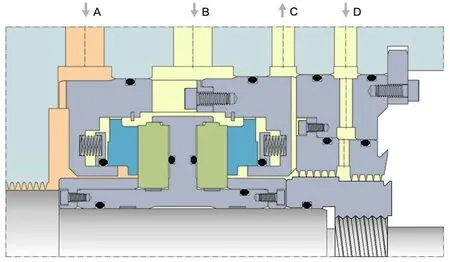
圖5 雙端面干氣密封剖視圖
一級泄漏氣壓力及流量檢測單元:該單元是監測干氣密封是否失效的主要依據。少量的一級密封氣和大量的二級密封氣進入到一級泄漏氣管道,并經測壓、測流后排放火炬。正常開機后,調節一級泄漏氣壓力大于火炬背壓5kPa左右,流量調節在6.5Nm3/h左右。
隔離氣單元:在二級泄漏氣與主機軸承箱之間設有迷宮密封,在迷宮密封之間通入隔離氣用以阻隔潤滑油進入干氣密封系統中。
聯鎖報警及跳車系統:當干氣密封及其輔助系統在非正常狀態下運行時,該系統可以及時暴露問題,進而采用相應措施,防止問題進一步惡化及出現泄漏事故。聯鎖報警值包括:密封氣過濾器前后壓差高報、一級密封氣壓力與主機平衡管壓力壓差低報、二級密封氣及隔離氣總管壓力低報、一級泄漏氣壓力高報、一級泄漏氣流量高報等;聯鎖主機跳車值包括:一級泄漏氣壓力高高報、一級泄漏氣流量高高報。
此外,干氣密封輔助系統還設計了開車氣體接口。當主機未啟動時,由于出口工藝氣壓力與機組壓差為較低或為零,使得一級密封氣存在不能通入密封腔的情況。因此,設計引入中壓氮氣(6.0MPaG)作為一級密封氣的開車氣體,通入密封腔的壓力比平衡管壓力高80KPa以上即可開機。
5 干氣密封安裝注意事項
正確的安裝干氣密封是保證干氣密封長期穩定運行的關鍵環節,是充分體現干氣密封優越性能的有效保證。筆者通過在現場安裝干氣密封并總結在后期運行過程中出現的問題,提出以下幾個注意事項:
第一,嚴格按照干氣密封相關尺寸及說明書步驟安裝;
第二,螺旋槽屬于單向旋轉槽,安裝干氣密封時應保證密封件上箭頭指示的旋轉方向與主機軸旋轉方向一致;
第三,大多數主機在單機試車時,采用的是臨時密封,難免會有潤滑油進入干氣密封安裝區域,因此,在安裝干氣密封前可用無水乙醇充分清洗干凈該區域;
第四,水平剖分式壓縮機存在上下缸錯口的問題,當干氣密封安裝腔室水平錯口量達到10μm以上時,壓縮機內工藝氣會沿著干氣密封外環泄漏,從而降低干氣密封的密封性能;
第五,干氣密封輔助系統管路應采用不銹鋼,焊接方式采用氬弧焊,且經過酸洗吹掃合格后才能投入使用;
第六,干氣密封安裝完成后,對主機進行盤車,注意是否有卡澀,并注意是否有清脆的刮擦聲,如果存在上述情況應拆下干氣密封進行檢查;
第七,干氣密封首次投用前應對其進行靜態試驗。在主機未啟動狀態下,通過開車氮氣充壓,逐步提高壓縮機缸內壓力至壓縮機滯留壓力,觀察泄漏量是否與要求的泄漏量相近。
6 結語
本文通過分析干氣密封的工作原理及幾種典型結構的使用特點,對氨壓縮機組干氣密封及其輔助系統進行了選型設計,并通過現場安裝及調試,總結了干氣密封安裝的注意事項。氨壓縮機組自運行以來經歷過正常啟停機及非正常跳車,干氣密封都體現出了其優良的密封效果,各項參數都滿足設計要求,是一次較成功的應用案例。該機組干氣密封的成功運行,不僅展示了當前干氣密封技術的優越性和成熟性,同時也為工程項目干氣密封的選型、設計、安裝及運行積累了豐富的實踐經驗,保障了業主的正常生產,提高了公司和業主的經濟和社會效益。
[1]柳季君.干氣密封的工作機理及其典型結構[J].化學工業與工程技術,2002,23(4):38-39.
[2]石杰杰,段孟.干氣密封技術在離心式壓縮機上的應用[J].設計制造,2014,(1):13-17.
[3]何方,張爾卿,陳侃.乙烯三機干氣密封設計參數優化[J].化工設備與管道,2016,53(7):46-51.
[4]呂紅.干氣密封的選用及失效分析[J].科技創新與應用,2013,15:5-6.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04