噴涂機器人在回轉體型工件上的應用
2017-08-16 14:51:23顏兵森田成花
制造業自動化 2017年6期
顏兵森,田成花,張 波
(北京機械工業自動化研究所,北京 100120)
噴涂機器人在回轉體型工件上的應用
顏兵森,田成花,張 波
(北京機械工業自動化研究所,北京 100120)
隨著工業自動化技術的發展,工業控制技術日新月異,工業機器人應用領域隨之擴大,這些技術的發展給自動化控制技術與機器人結合應用于自動噴涂行業提供了平臺,通過對噴涂機器人在旋轉體工件上的工藝算法進行了詳細的研究,開發出了一套基于旋轉體的機器人噴涂系統。完成對大型、要求精度高的旋轉體工件的自動噴涂工作,保證噴涂質量的同時減輕勞作強度;項目實施中證明了該方法的可行性。
噴涂;機器人;回轉體型工件
0 引言
在國內制造業中,噴涂是一項非常常用且重要的工序。雖然國內很多企業還是用人工來進行噴涂作業,但是已經有很多公司開始逐漸用噴涂機器人來代替人工作業,相比于傳統人工噴涂,機器人噴涂涂料利用率高[1],噴涂效率高,工件涂層均勻、噴涂質量好[2]等,從而得到廣泛的工業應用 。
本系統針對回轉體型工件,對機器人噴涂方案進行了優化設計,可大幅提高涂層均勻性和生產效率,通過在項目實施中驗證,本系統針對回轉體工件的噴涂具有良好的效果,噴涂均勻性及噴涂質量得到保證。
1 機器人方案設計
吊裝設備將旋轉體工件吊裝到停放在噴房外的工件旋轉運輸車的滾輪上,裝夾完畢后,將工件旋轉運輸車移動至噴房內指定噴涂工位,采用工件旋轉,工裝靜止的方式進行回轉體工件的自動噴涂作業。
噴涂圓柱段時,工件在旋轉裝置上按一定的轉速自動旋轉,防止在噴涂過程中出現易堵槍、噴涂過程時間過長會出現涂料粘度變化,通過縮短噴涂時間,采用機器人伺服移動裝置上布置兩個獨立滑板,由兩臺機器人實現圓柱段指定區域的噴涂作業;兩臺機器人工作時,為了避免其中一臺機器人重復覆蓋另外一臺機器人的噴涂表面,因此要求最后一臺機器人噴涂螺帶應跨越其運動方向的另外一臺臺噴涂的噴涂螺帶,整體噴涂形狀為類似三頭螺帶,因此,要求工件每旋轉一周所需的時間內,機器人移動距離為三倍的機器人擺幅距離。如圖1所示。
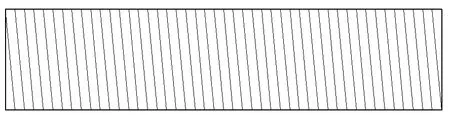
圖1 機器人移動距離與擺幅距離
本系統各部分位置如圖2所示。
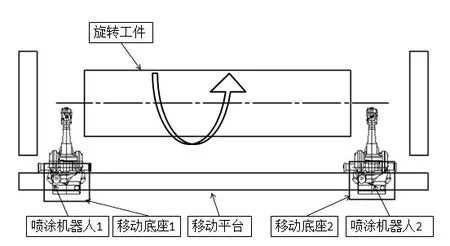
圖2 噴涂系統各部分位置示意圖
圖2 中,兩臺噴涂機器人分別安裝在兩個機器人底座上,如圖噴涂機器人1、噴涂機器人2、移動底座1、移動底座2所示,兩個移動底座可在移動平臺上定速、定位、變速等形式攜帶機器人進行移動,移動底座的移動速度及方式與機器人系統進行協調配合,通過總控系統對機器人的動作及移動底座的移動協調控制。旋轉型工件在旋轉裝置上裝卡,并可定速旋轉,旋轉速度可調節。
機器人噴涂工藝過程描述如下:
1)工件裝夾完成,并運送至指定的噴涂位置;
2)當收到系統發出的噴涂工作指令,噴涂機器人1和噴涂機器人2自動尋找零點,同時工件開始旋轉,轉速平穩后噴涂準備就緒,噴涂機器人1和噴涂機器人2按預先示教好的程序對回轉體工件的外表面進行噴涂作業。噴涂完畢,噴涂機器人1和噴涂機器人2自動回到起始位置等待下次生產指令。
3)回轉體工件的噴涂作業過程分為四個階段:
(1)第一階段為兩臺機器人陸續開始噴涂的階段
當收到系統發出的噴涂指令,待噴工件開始旋轉,先是噴涂機器人1由等待位置移動到噴涂開始位置,機器人開始噴涂,噴涂過程中移動底座1拖動噴涂機器人1沿著工件的末端開始噴涂,同時噴涂機器人2由等待位置移動到噴涂開始位置,并從工件的另一端開始噴涂。
(2)第二階段為兩臺機器人都在噴涂的階段
噴涂作業開始后,兩臺機器人在移動平臺上從兩端逐漸噴涂到中間位置。
(3)第三階段為三個機器人陸續停止噴涂的階段
當兩臺機器人到達交匯區域時,機器人1完成指定的噴涂工作,并停止噴涂返回起始位置,機器人2在完成之前的噴涂作業的同時,并要處理好兩端噴涂部分的銜接,確保圖層的均勻性及厚度,完成后停止噴涂并返回起始位置。
(4)工件選裝裝置停止選裝,并將噴涂完成的工件進行檢測及運送,根據需要可連續裝卡工件。
(5)系統等待下次噴涂指令。
兩臺機器人同時處于初始設定位置,全自動待機。
2 控制系統設計
噴涂系統采用西門子運動控制系統,機器人伺服移動裝置和工件旋轉運輸車共含有三臺伺服電機,因此本控制系統采用3軸伺服控制系統,實現各軸間高精度的獨立和同步控制。上位采用三臺觸摸屏,實現在工作區域范圍內方便操作,三臺觸摸屏的功能基本相同,具有控制功能、故障顯示功能,便于設備排除故障;總控系統與機器人系統間實時交互狀態信息。
噴涂系統原理圖如圖3所示。
本系統分為如下單元:
1)伺服運動控制系統。本部件主要的作用是控制兩臺伺服電機在導軌上的直線運動控制,可以分別在速度方式下工作或位置方式下工作,以滿足在不同的工作模式下對伺服系統的運動需求。
2)機器人控制系統。主要由機器人本體、機器人控制柜、機器人示教器及機器人清吹系統組成。在需要對機器人進行操作時,操作人員可以通過機器人的示教器對機器人進行工藝編程。在手動方式下或自動方式下讓機器人進行再現工作,模擬預定軌跡的程序動作,把設定的運行軌跡重復再現,以完成噴涂作業,滿足系統工藝要求。
整套系統出項故障時可以進行自動保護,機器人是采用ABB公司的防爆型機器人系統。機器人本身包含一套完整的防爆系統,當機器人的外部壓力不足或無壓力時系統是不能工作的,對機器人系統可以進行自動保護,以防止出現不安全因素時對設備和人身造成傷害。機器人故障信息與總控相關聯,在有異常情況下,系統可實現即時暫停、停止等。
機器人與總控系統的通信連接采用PROFIBUS-DP通訊方式,采用這種硬件連接方式可以減少現場的接線工作,提高系統的可靠性。
機器人與總控系統通信內容主要包括:指令信號、報警信息、交互信號等。
機器人系統的故障信號主要有兩種形式:
(1)機器人故障信號的輸出。
(2)外部故障信號的輸入。
這兩種故障方式的處理均采用機器人系統與總控系統硬件直接連接,連接在機器人系統的安全鏈上,當任何一方出現故障時,系統可以做到互鎖,保證系統在出現故障的第一時間對整個系統進行保護。
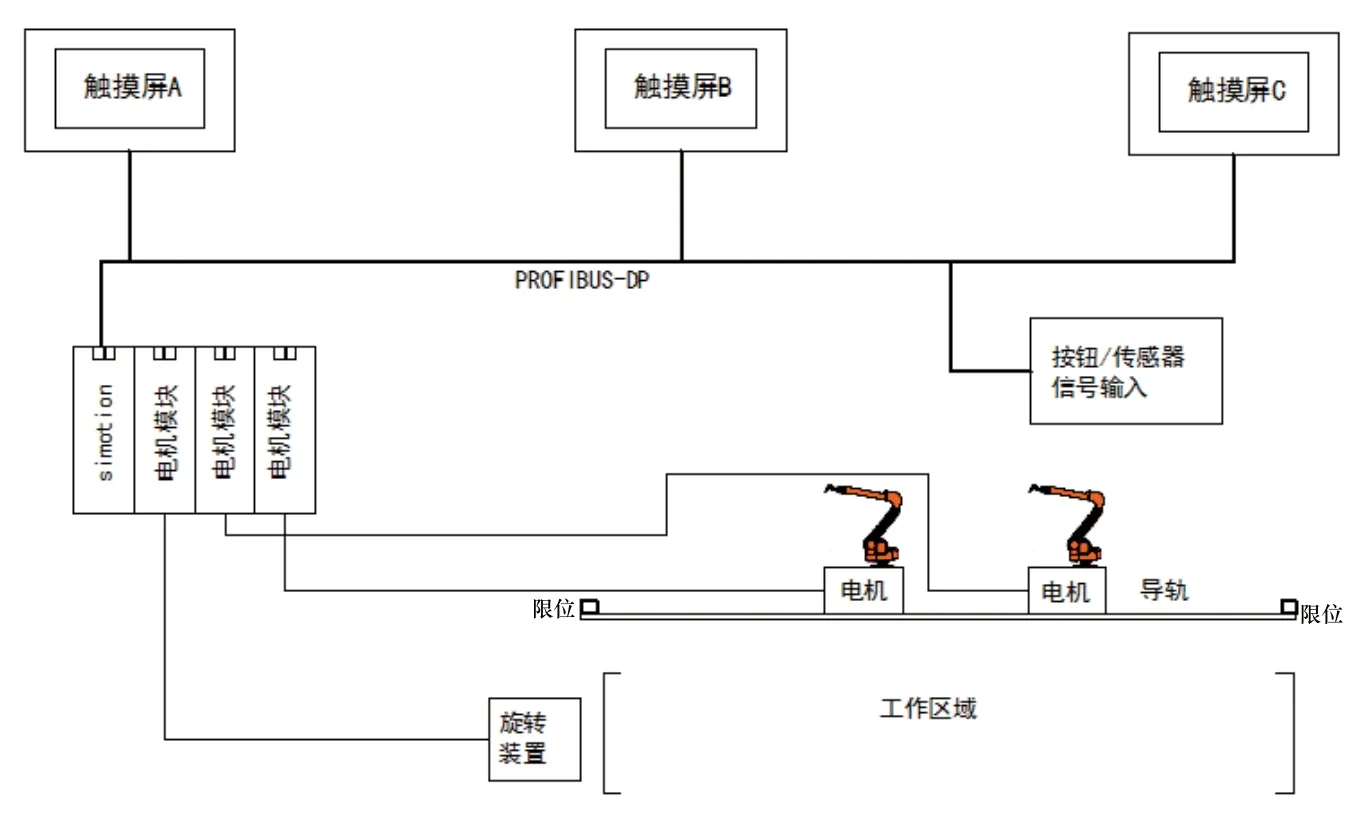
圖3 系統原理圖
3)系統的擴展I/O信號的作用主要是信號的采集及
【】【】指令的輸入,總控系統與其他傳感器等的信號傳輸、交互,各個運動軸上限位信號、零點信號、防撞信號、速度等的處理。
4)擴展I/O信號與主控制系統的連接采用PRIFIBUS-DP的連接,總線連接方式使得外部I/O信號擴展更加方便。
5)系統的主控制器與伺服控制器是合二為一的,同時伺服控制系統采用MCC編程,采用工藝編程的式的圖形化編程方式,使用方便易于理解。
6)系統的人機界面采用觸摸屏,本系統采用了三臺西門子的觸摸屏,一臺放在平臺上總控系統柜。另外兩臺觸摸屏放在噴房外機器人控制柜旁邊作為副屏,兩臺副屏可以完成對旋裝裝置的控制。
3 系統的實現
本系統主要完成如下功能:
1)協調各軸之間的互鎖控制,對機器人移動底座進行實時控制:在工作模式下,機器人移動底座是靠系統程序自動控制。在檢修模式下,可單步進行向左或向右操作,系統在檢修狀態下對移動裝置硬件系統進行移動、檢修等操作。
2)完成對機器人發送控制命令,以及接收機器人工作過程中返回的狀態信息。總控系統與機器人系統間實時交互狀態信息,確保機器人與移動裝置之間及設備與工件之間協調有序的工作。
3)與上位機的信息交換,接受上位機發來的各種命令并對其進行相應的處理,向上位機發送各種狀態信息。
4)對人機界面的輸入按鈕及輸出指示進行控制,對報警指示燈進行控制。
5)對外部的各種輸入輸出信息(如移動裝置的限位信號、零點信號、工件到位信號、故障信號等)進行處理。
6)上位機觸摸屏完成系統工作狀態監控、參數設定及修改、參數顯示、報警信息顯示、故障復位等工作。
7)機器人系統,主要完成在自動噴漆過程中對自動噴涂運動軌跡進行控制,可以對開、關槍進行自動控制。對噴涂的工藝程序可采用示教再現的工作方式。對不同的噴涂軌跡可以設置成相應的程序號。在自動運行的情況下,機器人可以接受總控系統發來的程序號命令,并調用相應的噴涂程序對工件進行噴涂。
4 結束語
本文通過對噴涂機器人在旋轉體工件上的工藝算法進行了詳細的研究,開發出了一套基于旋轉體的機器人噴涂系統。通過現場噴涂結果表明,該系統優化了噴涂效果,提高了噴涂質量與噴涂效率,節省了噴涂成本。
[1] 繆東晶,王國磊,吳聊,等.自由曲面均勻噴涂的機器人軌跡規劃方法[J].清華大學學報(自然科學版),2013,53(10):1418-1423.
[2] ATKAR P N,GREENFIELD A,CONNER D C,et al.Uniform coverage of automotive surface patch[J].International journal of robotics research,2005,24(11):883-898.
[3] 趙宏劍,王剛,張波,等.飛機尾翼自動噴涂系統[J].制造業自動化,2013,35(2):153-156.
Application of painting robot in revolving workpiece
YAN Bing-sen, TIAN Cheng-hua, ZHANG Bo
TP29
:B
1009-0134(2017)06-0005-03
2017-03-07
顏兵森(1984 -),男,河北人,碩士,研究方向為機械工程。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
鴨綠江(2021年35期)2021-04-19 12:24:18
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
汽車維修與保養(2019年7期)2020-01-06 03:30:42
電子制作(2018年11期)2018-08-04 03:25:42
家庭影院技術(2017年9期)2017-09-26 03:41:45
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
