雙刀車削在數(shù)控立式車床上的應(yīng)用研究
2017-08-16 14:51:23李漢偉凌鵬飛張振興趙會波
制造業(yè)自動化 2017年6期
關(guān)鍵詞:工藝
李漢偉,凌鵬飛,張振興,趙會波
(煙臺臺海瑪努爾核電設(shè)備有限公司,煙臺 276000)
雙刀車削在數(shù)控立式車床上的應(yīng)用研究
李漢偉,凌鵬飛,張振興,趙會波
(煙臺臺海瑪努爾核電設(shè)備有限公司,煙臺 276000)
針對工件的材質(zhì)以及性能,結(jié)合工件結(jié)構(gòu)以及立式車床規(guī)格提出了雙刀車削的方法。介紹了雙刀切削工藝過程中工件裝夾方式、刀具和切削參數(shù)選擇以及雙刀車削工藝過程的實施,并結(jié)合工件形狀和具體尺寸編制車削過程數(shù)控加工程序,有效提高工件車削效率。
數(shù)控立式車床;雙刀;車削;切削參數(shù);效率
0 引言
在進(jìn)行大直徑環(huán)形零件端面加工時,多采用數(shù)控立式車床車削加工的工藝方式,為有效提高生產(chǎn)效率,提高單位時間金屬去除量,傳統(tǒng)方式為增加背吃刀量、加大走刀量或是提高切削速度[1],即增大切削工藝過程的“三要素”(ap、f、vc)。但針對難加工材質(zhì)工件(如奧氏體不銹鋼、馬氏體不銹鋼、雙相鋼以及超級雙相鋼),由于機(jī)床剛性以及加工行業(yè)現(xiàn)有切削刀具的限制,以上方式在實際應(yīng)用過程中效果并不理想[2]。結(jié)合公司現(xiàn)有工件情況,在端面加工過程實施雙刀車削的工藝過程,可以較大的提高生產(chǎn)效率,同時可以有效的保證刀片使用壽命。
1 工件產(chǎn)品材質(zhì)特性
我公司現(xiàn)主產(chǎn)品之一為核電站屏蔽電機(jī)主泵泵殼,其材質(zhì)為ASME SA-351 CF8A,屬鑄造奧氏體不銹鋼,其化學(xué)成分如表1所示。
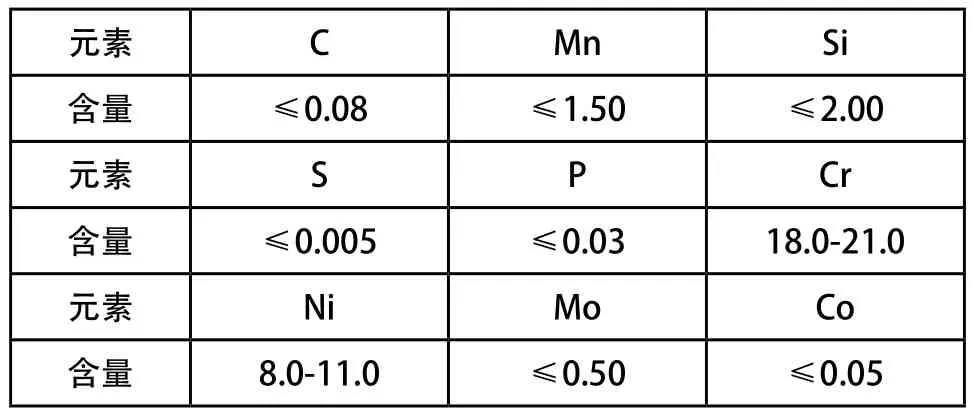
表1 泵殼材料化學(xué)成分
其機(jī)械性能如表2所示。

表2 泵殼材料機(jī)械性能
其硬度值為:HBS230~HBS270。
2 雙刀切削工藝過程
2.1 工件裝夾
在該工件加工過程中,使用設(shè)備為武漢重型機(jī)床集團(tuán)有限公司產(chǎn)數(shù)控立式車床C5263E×35/63,其為單刀架結(jié)構(gòu),工件裝夾如圖1所示。工件平放在機(jī)床回轉(zhuǎn)工作臺上,底部四卡爪以及中間部位四加高卡爪夾頂工件,調(diào)整工件使其回轉(zhuǎn)軸線與機(jī)床回轉(zhuǎn)工作臺軸線重合,使用可調(diào)支撐(可調(diào)千斤頂)支撐工具出水口端。

圖1 工件裝夾示意圖
2.2 刀具以及切削參數(shù)選擇
根據(jù)工件材質(zhì)、機(jī)械性能以及產(chǎn)品結(jié)構(gòu),以及我公司生產(chǎn)現(xiàn)場刀具實際使用情況,在進(jìn)行該工件端面車削時選用刀片為SANDVIK公司SNMG190612-MR 2035,其刀片材質(zhì)、表面涂層、斷屑槽結(jié)構(gòu)、角度結(jié)構(gòu)均適用與該工件的車削過程,在生產(chǎn)現(xiàn)場工藝試驗過程若單獨的增大切削過程ap值或是fn值,刀片的使用壽命會大幅降低,同時機(jī)床橫梁存在較大震動,對設(shè)備影響較大,考慮具體工況最終確定該工具端面加工切削參數(shù)為ap=6mm、fn=0.35mm/r、vc=56m/min,即進(jìn)給f=2.8mm/min,轉(zhuǎn)速S=8r/min,端面車削過程工作臺正轉(zhuǎn)(即逆時針旋轉(zhuǎn))。
2.3 雙刀車削工藝過程實施
在屏蔽主泵泵殼端面加工過程,分別將兩把車刀依此安裝至立車滑枕端刀臺兩側(cè),根據(jù)選用的切削參數(shù),使用對刀儀調(diào)整兩車刀刀尖高度差△Z=6mm,同時測量兩刀尖距離為△X=205mm,工件端面厚度為H=495mm。如圖3所示,以左側(cè)刀尖對刀定X/Z坐標(biāo)點,工作臺旋轉(zhuǎn)S=8r/min,滑枕Z向移動定背吃刀量ap=6mm,滑枕X-向移動進(jìn)行切削f=2.8mm/min。初始切削過程僅左側(cè)車刀吃刀車削,右側(cè)刀具空閑(如圖3(a)所示),當(dāng)X向移動△X=205mm后,右側(cè)車刀也參與切削,雙刀同時車削(圖3(b))。由于工件端面厚度H=495mm,兩刀尖間距離為△X=205mm,左側(cè)車刀刀尖超出端面后,已加工區(qū)域L1=290mm,大于右側(cè)車刀未加工區(qū)域L2(L2=205mm),雙刀抬刀以及退刀,重新進(jìn)刀,進(jìn)行下一刀車削加工(如圖3(c)、圖3(d)所示)。

圖2 加工示意圖
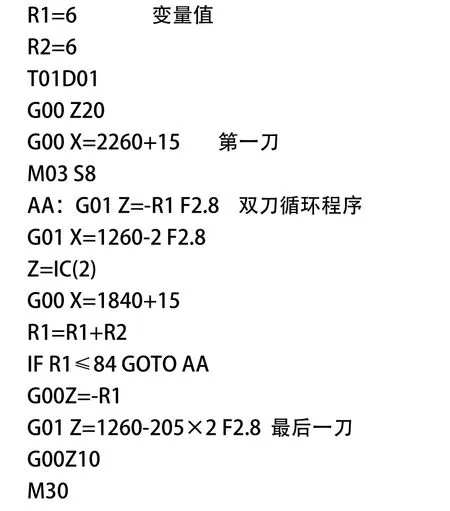
3 數(shù)控程序編制
我公司該數(shù)控立式車床數(shù)控系統(tǒng)為SIEMENS 802DSL,在核電站屏蔽電機(jī)主泵泵殼端面加工過程,其端面余量約90mm,端部外圓直徑?2260mm,內(nèi)孔直徑?1270mm,各尺寸如圖3所示,其加工過程數(shù)控程序[3]如下:
坐標(biāo)點:左側(cè)刀尖,工件上端面定Z=0,最大外圓定X=2260mm。
根據(jù)雙刀車削理論分析以及實際加工工藝過程,在該工具端面加工過程,根據(jù)現(xiàn)有程序背吃刀量、進(jìn)給量,若采用單刀車削其工時計算為:
單層切削時間:

車削總刀數(shù):

端面車削總時間:

若采用雙刀車削,共需車削14刀:
第一刀車削時間:

中間十二刀車削總時間:

最后一刀車削時間:

車削總時間:

即在該工件的加工過程,雙刀車削為單刀車削效率的1.7倍。
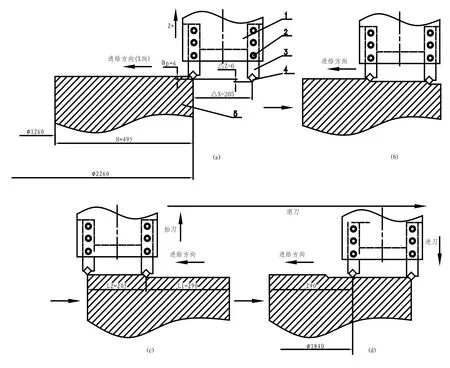
圖3 雙刀車削原理示意圖
4 結(jié)論
在特種材質(zhì)或是難加工材質(zhì)車削方面,切削參數(shù)調(diào)整到一定數(shù)值后很難再通過參數(shù)的提高以提高生產(chǎn)效率。而進(jìn)一步選用雙刀車削工藝方式,相較單刀加工方式,將進(jìn)一步的提高生產(chǎn)效率,在實際生產(chǎn)過程中有重大意義。
[1] 王毅哲,張育國.普通臥式車床上的雙刀切削[J].機(jī)械工程師,2007.(5)132-133.
[2] 何耿煌.難加工材料-不銹鋼高效車削技術(shù)及其刀具研究[J].組合機(jī)床與自動化加工技術(shù),2015.(11).25-29.
[3] 鄒小飛.數(shù)控車床編程與操作[M].北京:機(jī)械工業(yè)出版社,2014.01.
Research on application of double-cutter turning on CNC vertical lathe
LI Han-wei, LING Peng-fei, ZHANG Zhen-xing, ZHAO Hui-bo
TH162
:A
1009-0134(2017)06-0060-03
2017-03-29
李漢偉(1982 -),男,山東臨沂人,工程師,碩士研究生,主要從事機(jī)械設(shè)計制造及自動化方面的研究。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
