精沖模具設(shè)計(jì)、制造和應(yīng)用在精沖企業(yè)發(fā)展中的重要性
2017-08-16 10:26:58郭銀芳周勁松王祖華武漢華夏精沖技術(shù)有限公司
鍛造與沖壓 2017年2期
關(guān)鍵詞:企業(yè)
文/郭銀芳,周勁松,王祖華·武漢華夏精沖技術(shù)有限公司
精沖模具設(shè)計(jì)、制造和應(yīng)用在精沖企業(yè)發(fā)展中的重要性
文/郭銀芳,周勁松,王祖華·武漢華夏精沖技術(shù)有限公司
精沖是使用專用精沖壓力機(jī),借助特殊結(jié)構(gòu)的精沖模具,加工精密輪廓零件的一種先進(jìn)工藝。本文主要闡述了精沖模具設(shè)計(jì)、制造在精沖企業(yè)發(fā)展中的重要性,并舉例說(shuō)明了幾種精沖模具的應(yīng)用。
從綜合方面考慮,影響企業(yè)發(fā)展的因素主要有企業(yè)的外部經(jīng)營(yíng)環(huán)境和企業(yè)的內(nèi)在素質(zhì)。企業(yè)的內(nèi)在素質(zhì)包括領(lǐng)導(dǎo)者的素質(zhì)和管理水平、企業(yè)的規(guī)模和產(chǎn)品。產(chǎn)品是企業(yè)生存的依托,發(fā)展的基礎(chǔ),沒(méi)有一個(gè)好的產(chǎn)品,沒(méi)有相當(dāng)?shù)氖袌?chǎng)競(jìng)爭(zhēng)能力以及市場(chǎng)占有率,企業(yè)不但難以發(fā)展,甚至連生存都非常困難。精沖企業(yè)的主要產(chǎn)品就是精沖件。精沖件必須滿足經(jīng)濟(jì)、高產(chǎn)、高質(zhì)量等要求,精沖企業(yè)才有市場(chǎng)競(jìng)爭(zhēng)力,企業(yè)才能不斷發(fā)展。因此,影響精沖企業(yè)發(fā)展的其中一個(gè)重要因素是如何高效經(jīng)濟(jì)的生產(chǎn)出高質(zhì)量的精沖件。
根據(jù)精沖的定義,精沖是使用專用精沖壓力機(jī),借助特殊結(jié)構(gòu)的精沖模具,加工精密輪廓零件的一種先進(jìn)工藝,因此精沖壓力機(jī)和精沖模具決定了精沖件的質(zhì)量。目前,無(wú)論是進(jìn)口還是國(guó)產(chǎn)精沖設(shè)備,都開(kāi)始配備開(kāi)卷校平機(jī)和廢料分離器、取件裝置,組成連續(xù)自動(dòng)生產(chǎn)線,提升了精沖企業(yè)的自動(dòng)化程度。然而,如果精沖模具壽命短,維修頻繁,生產(chǎn)出的精沖件達(dá)不到圖紙要求,企業(yè)生產(chǎn)效率低,生產(chǎn)成本就會(huì)變高。因此,精沖模具的設(shè)計(jì)、制造和應(yīng)用對(duì)精沖企業(yè)的發(fā)展起著至關(guān)重要的作用。
精沖模具設(shè)計(jì)的重要性
由于精沖模具所受的壓力大,凸、凹模間隙非常小,以及精沖過(guò)程中的熱效應(yīng)、摩擦力等原因,使精沖模具的壽命很難保證。因此,精沖模具設(shè)計(jì)必須綜合考慮排樣方案、模具結(jié)構(gòu)、模具材料選擇、熱處理和表面處理工藝制定等。好的模具設(shè)計(jì)方案,對(duì)精沖件的生產(chǎn)效率、質(zhì)量和成本有著直接影響。
精沖模具的排樣設(shè)計(jì)是精沖模具設(shè)計(jì)中最關(guān)鍵的一個(gè)環(huán)節(jié),它能影響零件的質(zhì)量、操作安全性和經(jīng)濟(jì)性。排樣設(shè)計(jì)方案的確定也就決定了模具的結(jié)構(gòu)、精沖機(jī)噸位的選擇、生產(chǎn)效率等。
精沖模具的排樣設(shè)計(jì)內(nèi)容主要包括:分析精沖零件的工藝性,精沖零件的形狀和尺寸,精沖零件精度,精沖零件沖裁面的質(zhì)量,精沖材料的精沖性,精沖零件的生產(chǎn)批量等。
最佳的排樣設(shè)計(jì),除了保證有較高的材料利用率外,還需要考慮模具整體的剛性和沖裁過(guò)程中各種力的平衡性,以及壓力環(huán)的有效范圍,必要時(shí)需要通過(guò)搭橋方式來(lái)提供作用力,對(duì)于復(fù)雜的零件有時(shí)需輔助油缸來(lái)提供輔助力以實(shí)現(xiàn)其動(dòng)作需要等。排樣方案確定后,在精沖模設(shè)計(jì)中,除了滿足普通沖模的要求外,還必須特別注意下述要求。
⑴模具結(jié)構(gòu)必須滿足精沖工藝要求,并能在工作狀況下,形成立體的壓應(yīng)力體系。
⑵模具結(jié)構(gòu)穩(wěn)定,功能可靠,有良好的導(dǎo)向精度。
⑶考慮模具零部件的工藝性和加工方法。
⑷合理選用模具各零件的材料及熱處理方法和表面處理方法,特別要選用耐磨性高,淬透性好和微變形的材料來(lái)制造凸模和凹模。
⑸必須滿足精沖件的質(zhì)量特征及要求。
⑹考慮精沖模的潤(rùn)滑及排氣系統(tǒng)。
⑺便于及時(shí)清除沖出的零件及廢料。
⑻結(jié)構(gòu)簡(jiǎn)單,使用維修方便。
⑼整套模具具有良好的經(jīng)濟(jì)性。
精沖模具制造的重要性
精沖零件的質(zhì)量,主要包括形狀尺寸和沖裁面質(zhì)量,不僅在于模具設(shè)計(jì)的合理性,還在于模具零部件的加工制造的精度和裝配精度。如何保證模具零部件的加工精度就顯得尤為重要,它主要取決于零件的設(shè)計(jì)合理性、加工工藝的可行性、加工設(shè)備的精度等,還在于每步加工工序的嚴(yán)格檢驗(yàn)和質(zhì)量管控。針對(duì)特殊工序而言,如熱處理后的零件要進(jìn)行足夠的時(shí)效使內(nèi)應(yīng)力得到充分的釋放,線切割或電火花加工電蝕層(俗稱“白層”)要清除掉,磨削時(shí)產(chǎn)生的加工灼燒層等需要格外注意,這些因素最終影響到模具零部件,尤其是核心件的形狀和尺寸穩(wěn)定性,以及其自身的壽命。
由于精沖技術(shù)的特殊性,模具的沖裁間隙很小,沖裁間隙的均勻性不僅直接影響沖裁零件的質(zhì)量,尤其是沖裁面的質(zhì)量要求,而且也會(huì)影響整個(gè)模具的使用壽命,這樣就更體現(xiàn)了裝配精度的必要性和重要性。
精沖模具應(yīng)用
隨著精沖技術(shù)的發(fā)展,越來(lái)越多的企業(yè)將普沖改為精沖生產(chǎn),提升企業(yè)產(chǎn)品質(zhì)量。同時(shí),精沖技術(shù)人員在實(shí)踐中不斷優(yōu)化精沖模具結(jié)構(gòu),不斷提高精沖件的質(zhì)量,如提高其平面度,降低塌角大小等,為企業(yè)降本增效。
閥板精沖模應(yīng)用
閥板是空調(diào)壓縮機(jī)中的一個(gè)重要功能件。閥板按形狀可分為圓形、方形和異形;按閥線可分為無(wú)閥線、單面閥線和雙面閥線。閥板的制造由多工序普通沖壓轉(zhuǎn)變?yōu)閱喂ば蜻B續(xù)普通沖壓,目前逐步發(fā)展成精密沖壓成形。
閥板的形狀不同,閥線類型不同,生產(chǎn)制造的難度也不同,其中雙面閥線閥板,且外閥線為異型的成形難度最大。對(duì)于這樣的閥板,關(guān)鍵在于閥線部分的成形和平面度、塌角的控制。擠壓閥線槽時(shí),材料可在另一側(cè)相應(yīng)位置凸起(圖1),即類似于半沖孔,這種方法模具受力小,但增加了后繼粗磨量,增加了成本。如采用閥線直接擠壓,在閥線孔范圍內(nèi)預(yù)留凸包,在后繼沖孔時(shí)將凸包沖裁掉,能降低閥板磨削量,提高生產(chǎn)效率。

圖1 帶凸包閥板
因此制作了簡(jiǎn)易的上、下壓板,并使用小導(dǎo)柱導(dǎo)向,在250t精沖機(jī)上試壓成形。圖2為擠壓后的零件,經(jīng)測(cè)量,內(nèi)、外閥線尺寸合格,閥線另一側(cè)有輕微凸痕,高0.1mm,閥線側(cè)材料有往中心預(yù)留孔處輕微流動(dòng),閥線另一側(cè)材料平整無(wú)流動(dòng)。試壓結(jié)果表明閥線直接擠壓方案是可行的。
然而,模具投產(chǎn)后,外閥擠壓沖頭易崩缺(圖3),壽命不到3000件。采用外閥死鐓的方案由于異形外閥受力不均勻,擠壓沖頭易崩缺,壽命低。將異形閥線沖頭的結(jié)構(gòu)調(diào)整,更換材料,降低硬度等,外閥擠壓沖頭的壽命依然不超過(guò)5000件。因此,該方案模具維修成本高,生產(chǎn)效率低,不適合大批量生產(chǎn)。

圖2 擠壓閥線零件

圖3 崩刃沖頭
調(diào)整模具方案,在HFB-5000A精沖機(jī)上生產(chǎn)閥板,零件平面度不超過(guò)0.1mm,閥線另一側(cè)無(wú)凸起(圖4),閥線沖頭壽命超過(guò)兩萬(wàn)件,大大提高模具壽命,降低生產(chǎn)成本。該模具已應(yīng)用于批量生產(chǎn)中。
鋼棘爪精沖模應(yīng)用
鋼棘爪是汽車安全帶系統(tǒng)中安全帶調(diào)節(jié)的關(guān)鍵零件。零件材質(zhì)為45號(hào)鋼,料厚4mm。一般精沖成形此類尖齒塌角高度為料厚的35%,鋼棘爪塌角高度要求小于0.5mm,同時(shí)齒部沖裁面要求全部光潔,產(chǎn)品凸包高度4.8mm,大于材料厚度,且45號(hào)鋼流動(dòng)性差,凸包成形難。通過(guò)查表,鋼棘爪的精沖難度等級(jí)為S3。
采用精沖常規(guī)間隙設(shè)計(jì),一模兩件,六工步連續(xù)生產(chǎn),初次試模后,產(chǎn)品尖角處塌角高度達(dá)到1.6mm,齒部嚴(yán)重撕裂,不符和沖裁面全部光潔的要求,凸包高度為3.7mm,同樣沒(méi)達(dá)到圖紙要求,如圖5所示。
調(diào)整工藝方案,調(diào)整擠壓凸模的結(jié)構(gòu),采用負(fù)間隙擠壓,經(jīng)過(guò)實(shí)際試模,測(cè)量產(chǎn)品塌角0.4~0.5mm,滿足圖紙要求,如圖6所示。模具調(diào)整后,大大減少了材料塑性流動(dòng),產(chǎn)品齒部沖裁面全部是光潔面,凸包高度達(dá)到4.86mm,產(chǎn)品合格。該模具已用于批量生產(chǎn)中。
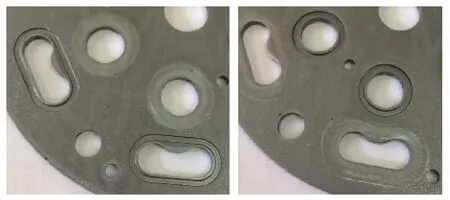
圖4 無(wú)凸包閥板

圖5 初試零件

圖6 模具調(diào)整后的零件
結(jié)束語(yǔ)
隨著科技的發(fā)展,精沖模具設(shè)計(jì)、制造水平在不斷前進(jìn),精沖模具廣泛應(yīng)用于各精沖企業(yè)或其他相關(guān)領(lǐng)域。企業(yè)在不斷追求進(jìn)步的同時(shí),精沖技術(shù)人員必將通過(guò)不斷的學(xué)習(xí)和探索,優(yōu)化精沖模具設(shè)計(jì),提升精沖模具水平。精沖模具的發(fā)展,必將進(jìn)一步推動(dòng)精沖行業(yè)的發(fā)展。
猜你喜歡
當(dāng)代水產(chǎn)(2022年8期)2022-09-20 06:44:30
當(dāng)代水產(chǎn)(2022年6期)2022-06-29 01:11:44
當(dāng)代水產(chǎn)(2022年5期)2022-06-05 07:55:06
當(dāng)代水產(chǎn)(2022年4期)2022-06-05 07:53:30
當(dāng)代水產(chǎn)(2022年1期)2022-04-26 14:34:58
當(dāng)代水產(chǎn)(2022年3期)2022-04-26 14:27:04
當(dāng)代水產(chǎn)(2022年2期)2022-04-26 14:25:10
當(dāng)代水產(chǎn)(2021年5期)2021-07-21 07:32:44
當(dāng)代水產(chǎn)(2021年4期)2021-07-20 08:10:14
云南畫(huà)報(bào)(2020年9期)2020-10-27 02:03:26
