翼子板拉伸件疊料缺陷解決辦法(上)
2017-08-16 10:26:58于月海齊康寧樊燕朋趙圣凱長城汽車股份有限公司技術(shù)中心河北省汽車工程技術(shù)研究中心
鍛造與沖壓 2017年2期
文/于月海,齊康寧,樊燕朋,趙圣凱·長城汽車股份有限公司技術(shù)中心,河北省汽車工程技術(shù)研究中心
翼子板拉伸件疊料缺陷解決辦法(上)
文/于月海,齊康寧,樊燕朋,趙圣凱·長城汽車股份有限公司技術(shù)中心,河北省汽車工程技術(shù)研究中心

于月海,沖壓車間模具保全組長,主要從事長城汽車三款車型(長城C50、哈弗H2、哈弗H6)有關(guān)模具的日常保養(yǎng)、異常維修、技術(shù)整改和技術(shù)協(xié)助,參與了長城汽車股份有限公司關(guān)于《模具設(shè)計流程優(yōu)化》的改善項目,并參與了哈弗車型071新車型的預(yù)驗收工作。
作為汽車外板件中不可或缺的一部分,翼子板的造型以其優(yōu)美的流線設(shè)計支撐起整個車型的完美外觀,但復(fù)雜的結(jié)構(gòu)特性也給汽車覆蓋件的成形帶來了更多的問題。棱角多變、大弧度成形、大拉伸深度等諸多因素成為拉延工藝中首先要克服的技術(shù)難關(guān),而這些也往往是拉延件中疊料缺陷集中爆發(fā)的區(qū)域。
人們選擇汽車時,除了對汽車發(fā)動機、變速器這些硬件做出要求之外,往往也會關(guān)注汽車的外觀與造型。良好的視覺效果不僅能夠滿足人們感官審美,同時優(yōu)美、合理的線條外觀亦符合汽車設(shè)計空氣動力學(xué)中的空氣阻力條件。翼子板因為其拉伸深度和多變棱角設(shè)計,成為沖壓拉伸件中疊料嚴(yán)重的制件,本文從翼子板不同位置的成形特點和成形難度著手分析,并結(jié)合實際生產(chǎn)和維修經(jīng)驗,總結(jié)汽車翼子板各個位置疊料缺陷的解決辦法。
翼子板各部位拉延成形時風(fēng)險分析
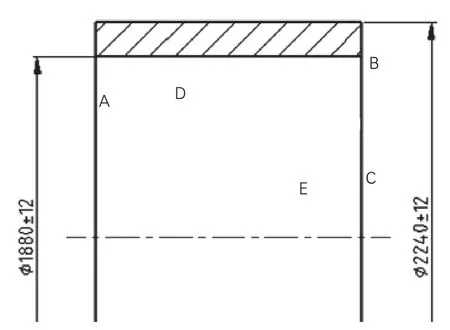
圖1 翼子板拉延模
圖1為翼子板拉延模示意圖,通過CAE和AutoForm等模擬軟件分析及實際生產(chǎn)中的工作經(jīng)驗,依據(jù)翼子板制件的造型特點,將其分為A~E五大難成形區(qū)域,成形的難易也往往由板件的拉伸深度所影響,依據(jù)板件平放時的垂直高度依次將制件標(biāo)注為Ⅰ、Ⅱ、Ⅲ、Ⅳ、Ⅴ、Ⅵ六個不同的高度(即可表示拉延成形時的拉延深度需求)。汽車翼子板所用板料為HC180BD+ZFD(正品純鋅熱鍍鋅板卷),厚度為0.7mm。沖壓成形的難點就在于利用盡量少的材料,利用壓力作用將板件均勻拉薄形成設(shè)計所需的空間結(jié)構(gòu)板件,翼子板的成形難點也不外乎于此。
工藝復(fù)雜難成形區(qū)域分析
翼子板的疊料原因?qū)⒋笾路譃椋禾厥舛嘧兛臻g結(jié)構(gòu)設(shè)計要求、大拉伸深度成形、急劇轉(zhuǎn)變的成形走料、單邊成形條件下的大弧度匯集走料,單因素并不是問題的關(guān)鍵,而恰恰是這些因素中的兩個或多個的并集同時集中出現(xiàn)在同一區(qū)域,成為現(xiàn)有工藝下難以突破的瓶頸。
例如圖1中A、B兩區(qū)為翼子板板件版型線條多變區(qū)域,在此相對較小范圍內(nèi)有多個曲面變化,在拉伸成形工藝中,走料的同時滿足形狀的要求和拉伸角度,圖2、圖3所示區(qū)域分別為翼子板中較為典型的兩項難成形區(qū)域,前燈角搭接處和側(cè)圍上邊梁搭接處。
圖2為與機蓋前角和前燈角的搭接結(jié)合部位,圖3為翼子板于側(cè)圍上邊梁和機蓋后尾部搭接結(jié)合部,由于是多點搭接部位要滿足不同角度的搭接間隙和空間面差匹配問題,所以在形狀的復(fù)雜程度和拉伸深度上有很大的角度突變,往往出現(xiàn)尖角結(jié)構(gòu)的同時還會伴有空間角度分散或匯集的走料趨勢。圖4為板料廢料區(qū)向斜上和斜下分散角度的走料,圖5為板料廢料區(qū)匯集走料。
圖2 前燈角搭接處

圖3 側(cè)圍上邊梁搭接處
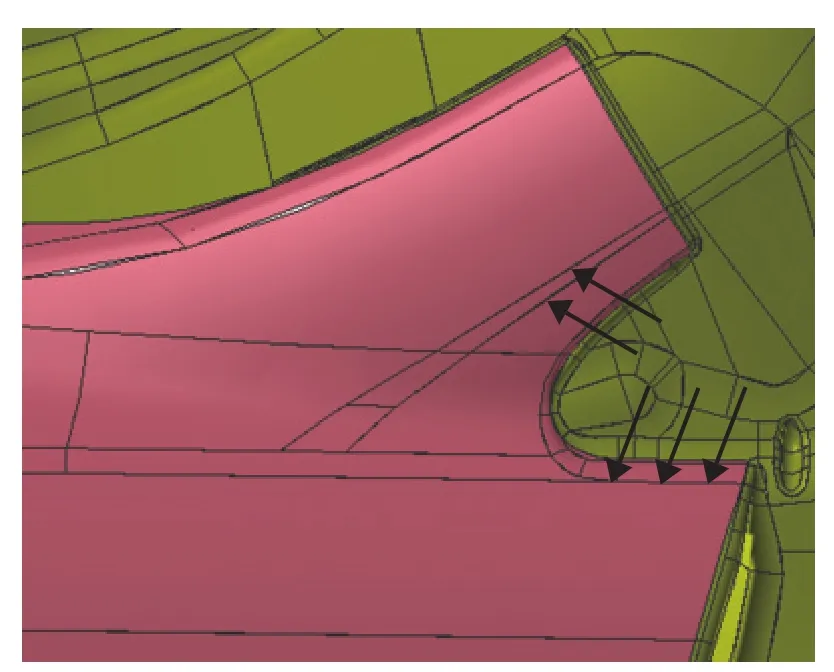
圖4 前燈角搭接處成形示意圖
汽車的個性外觀決定了翼子板的形狀多變,整車的制造流程和工藝決定了翼子板的結(jié)構(gòu)復(fù)雜,而翼子板的成形難點就在于板料流動控制,如若控制不好板料的流動速度和流動材料量就將可能出現(xiàn)材料堆積,從而導(dǎo)致疊料現(xiàn)象。
了解了拉伸件疊料缺陷產(chǎn)生的原因,在不改變翼子板設(shè)計要求的情況下,可以從以下兩方面進行預(yù)防此類問題的出現(xiàn):一是將板料的流動量嚴(yán)格控制在板料材料用量的公差范圍內(nèi),即達(dá)到全板件的均勻流動使其在板料減薄率趨于尺寸中值的控制方法;另一方面就是將這些造成疊料的區(qū)域控制在廢料區(qū),這樣就能在剪除余料后不影響制件的整體品質(zhì)。接下來就按照這兩個方向介紹幾類常見的解決方案。
多因素影響疊料缺陷的控制方案
⑴工藝臺階或工藝鼓包控制法。當(dāng)同時面對復(fù)雜的成形形狀、多變板料走料量及大拉伸深度區(qū)域時兩個或多個因素同時成為成形阻礙時,在非成品區(qū)域內(nèi)適當(dāng)?shù)募尤氩挥绊懽罱K制件形狀要求的工藝臺階或工藝鼓包往往是解決這類難題的有效方法。現(xiàn)在的翼子板制件工藝設(shè)計中就大量的應(yīng)用此類工藝臺階和工藝鼓包,可有效地消除制件疊料的缺陷。
圖6為A區(qū)域工藝臺階補充圖,此區(qū)域因走料時既有大的流線變形走向,又伴隨有較大的拉伸深度落差,因此往往成為走料時疊料缺陷集中區(qū)域,此處加入工藝臺階即可極大的降低工藝成形時因板料走料不均造成的疊料缺陷;圖7為C區(qū)域工藝鼓包補充,因其要滿足急速轉(zhuǎn)變的拉伸深度落差和隨后的過渡性大弧面要求,同時還因為距離拉延筋控制較遠(yuǎn)而不能達(dá)到嚴(yán)格控制走料的原因而極易形成板料堆積的疊料缺陷,工藝鼓包能夠極好的將處于急速走動的板料吸附在工藝包內(nèi),將板料拉伸為所需成形,避免了板料堆積的疊料現(xiàn)象。
圖1中E區(qū)域呈現(xiàn)大弧度的成形趨勢,即在拉伸成形時板料在極長的輪弧線上既有向成品區(qū)內(nèi)的整體流動趨勢,同時還伴有在弧度法線方向的流動趨勢,如果走料速度不能很好的控制住這兩個方向的走料,此處就會成為面品問題的集中爆發(fā)區(qū),因而影響拉延成形的主要因素為工藝補充。

圖6 A區(qū)域工藝臺階補充

圖7 C區(qū)域工藝鼓包補充
壓料面設(shè)計是否平緩,符合材料流動。板料的整體走料方向為趨向成品區(qū)方向,因弧度要求所需,圖8所示b1與b2、c1與c2點區(qū)域,同時需要有相反方向上的走料需求,同樣除了a處以外的所有點,都存在與整體的走料方向偏差的夾角α,這樣就存在因控制方向不穩(wěn)導(dǎo)致的走料方向偏差所造成的高棱缺陷風(fēng)險,當(dāng)走料方向交叉增疊后,也會出現(xiàn)疊料的嚴(yán)重現(xiàn)象。此部位制件成形采用水滴形式的工藝補充方法,圖9為翼于板輪弧區(qū)水滴工藝包實物圖,減緩板料向模具型腔內(nèi)的流動速度,同時在上下模接近貼合時,吸收制件大弧度區(qū)域未完全拉伸的板料,可有效消除翼子板輪弧部位未完全拉伸的疊料現(xiàn)象。
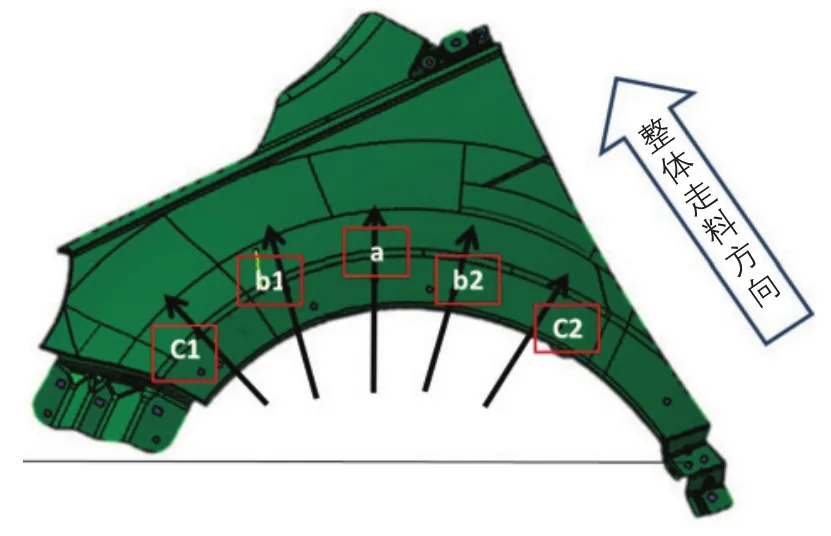
圖8 翼子板大弧度成形區(qū)域走料示意圖

圖9 翼子板輪弧區(qū)水滴工藝包實物圖

圖10 防疊鼓包近景圖
⑵最大拉伸深度、大轉(zhuǎn)換角度區(qū)疊料控制。如圖1中A區(qū)域所示,此處為整個拉延曲面最大拉伸深度點,造成其疊料的風(fēng)險包含了本文所提到的幾類影響因素:復(fù)雜成形工藝形狀要求、極小過渡線下的小曲率弧面成形、多變的拉伸深度層次等,此處被公認(rèn)為是本車型翼子板內(nèi)疊料的最大風(fēng)險區(qū)。
圖10為在非成品區(qū)的余肉部位加入三連圓形工藝鼓包,此鼓包通常因為在廢料區(qū)內(nèi)能夠在拉伸高坡度的側(cè)壁內(nèi)隨側(cè)面坡度的方向上加入相對較大面積的伸料平面,從而將來自各個方向上因走料所聚集來的板料伸直留在余肉區(qū)(即廢料區(qū)),防止了所疊的板料向成品區(qū)內(nèi)延伸而影響到制件面品,此鼓包也因此被稱之為防疊包,可有效消除此部位由于板料流動聚積造成的疊料問題。
《翼子板拉伸件疊料缺陷解決辦法》(下)見2017年《鍛造與沖壓》雜志第4期
猜你喜歡
今日農(nóng)業(yè)(2021年9期)2021-11-26 07:41:24
發(fā)明與創(chuàng)新·小學(xué)生(2021年3期)2021-03-25 11:48:49
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學(xué)生導(dǎo)刊(2016年34期)2016-04-11 00:49:44
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
電測與儀表(2015年5期)2015-04-09 11:30:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
