基于動葉調節機構典型安裝方式的爐膛負壓優化控制研究
2017-08-22 02:56:48朱繼峰丁俊宏
浙江電力 2017年7期
朱繼峰,丁俊宏
(1.浙江浙能中煤舟山煤電有限責任公司,浙江舟山316131;2.國網浙江省電力公司電力科學研究院,杭州310014)
基于動葉調節機構典型安裝方式的爐膛負壓優化控制研究
朱繼峰1,丁俊宏2
(1.浙江浙能中煤舟山煤電有限責任公司,浙江舟山316131;2.國網浙江省電力公司電力科學研究院,杭州310014)
從熱工自動化專業角度分析浙江某電廠爐膛負壓波動大的原因,主要介紹其在對動調執行機構典型安裝方式的研究并予以優化,消除控制死區,改善爐膛負壓自動品質,提高了機組可靠性。
熱工自動化;典型安裝;控制死區;負壓;自動
某發電廠2×1 000 MW超超臨界發電機組自2014年下半年投運以來,爐膛負壓一直處于波動較大的趨勢,靜態偏差波動達400 Pa左右,冒正壓現象嚴重,最大超過200 Pa,對鍋爐的安全運行存在較大隱患,經常發生由于鍋爐頻繁冒正壓造成二次風箱壓力和火檢信號波動的現象,鍋爐燃燒不穩定,存在火檢熄火跳磨和MFT(主燃料跳閘)隱患。靜態運行工況見圖1、圖2,動態工況更加惡劣,采取相應的措施已經迫在眉睫。
1 動葉調節結構和原理研究
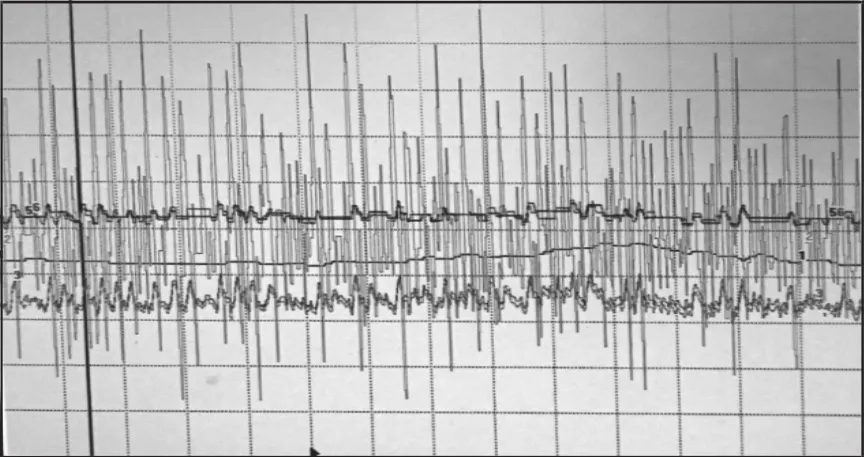
圖1 負荷無變化情況下爐膛負壓波動曲線
研究AP動葉調節機構引風機性能的調節,是通過電動執行機構驅動液壓調節系統來改變葉輪葉片(動葉)的工作角度來實現的。當動葉的角度改變時,其風量、風壓、功率跟著改變,也對應著一個不同的性能曲線,從而構成動調軸流風機的性能曲線型譜。獨特結構(曲柄力臂短、關節軸承與鐵基自潤滑滑塊、平衡錘結構獨特、葉柄與曲柄軸系精巧)能有效克服動葉關閉力矩和調節力矩,使得控制油壓最低。當油站啟動后,風機外部的控制執行裝置通過推拉桿來操縱閥殼作軸向前后移動,以使壓力油分別進入油缸的后腔或前腔,油缸內壓力使活塞隨同控制閥實現方向和行程相同的位移(略滯后),把調節力矩通過導軸傳遞給調節盤控制執行動葉片的開大與關小。
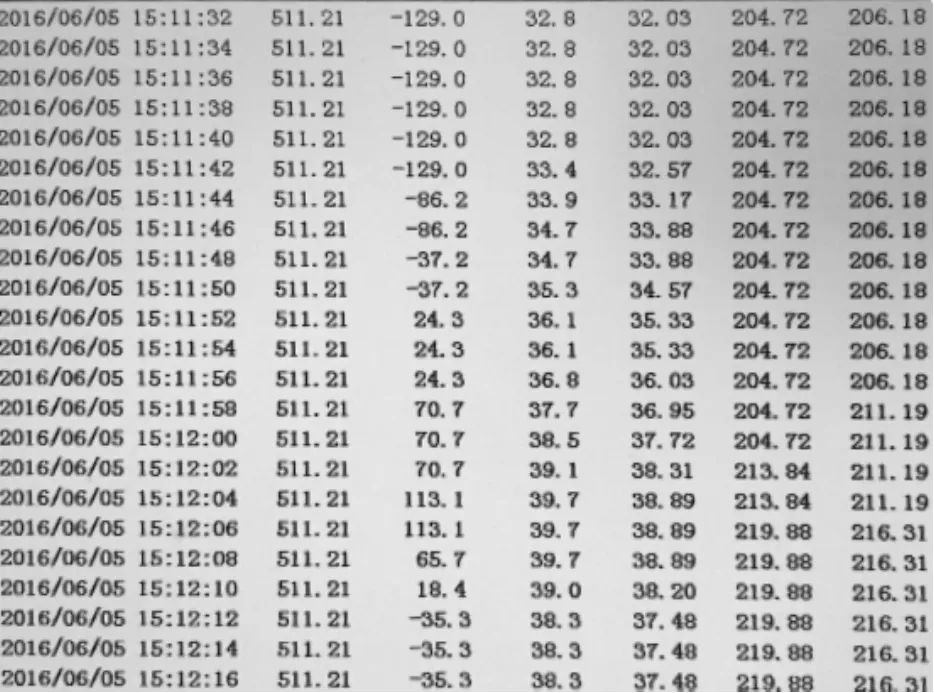
圖2 負荷無變化情況下爐膛負壓波動數據
2 分析影響因素及要因確認
2.1 影響因素
分析影響因素有以下可能:
(1)調節控制參數弱,指令輸出變化慢,導致電流響應慢,影響爐膛負壓的穩定。
(2)風煙系統存在堵塞現象,如空預器堵塞。(3)引風機動調電動執行機構存在滯后。(4)引風機動調液壓伺服裝置存在滯后。
2.2 要因確認
根據機組目前存在的問題,在運行工況對爐膛負壓自動調節控制參數進行調整,擾動試驗過程中發現爐膛負壓在偏離設定值-100±25 Pa的邏輯死區后,控制指令快速向抑制偏差的方向響應,但引風機的電流響應滯后,導致爐膛負壓波動大,只要引風機電流發生變化,負壓能迅速恢復到設定值。執行機構動態調節的死區在5%左右,經常會發生爐膛負壓上沖到較高的正壓波峰后回落。盡管采用了加快爐膛負壓自動的比例參數來加快執行機構響應速度,較大的動態死區滯后仍然嚴重影響著鍋爐的安全穩定運行,說明調節參數的快慢不是爐膛負壓波動的要因。
風煙系統中空預器兩側壓差大,存在堵塞,會造成引風機出力和電耗增大,但與動葉調節機構的調節性能無關。
就地執行機構回路包括SIPOS電動調節機構到電機輸出軸、減速齒輪箱到輸出曲柄、連桿、動葉的曲柄和驅動裝置、液壓伺服裝置多道機械傳動部件。為研究當上層控制指令下達到就地執行機構回路后存在多大的死區,在1號機組小修期間,在引風機動葉片處加裝百分表來測定常用運行區間30%~60%開度對應的靜態死區,發現控制反向死區達到了4%,這是疊加后的總滯后。為了確定每一個機械傳動環節對總滯后的分解量,在減速箱的輸出曲柄處、動葉的曲柄和驅動裝置、液壓伺服裝置處增裝臨時百分表進行測繪,發現減速箱到輸出曲柄存在2.5%的靜態偏差,立即確定此點為滯后的關鍵原因,脫開連桿單獨對曲柄進行手動來回扳動測試,確認齒輪箱內齒間隙過大造成回差大。緊急訂做新的齒輪箱,裝復后進行現場單體測試,靜態偏差減小到了0.5%。
為查找靜態偏差大的原因,對現場的安裝情況進行檢查,發現連桿的安裝存在傾斜,見圖3,導致動調執行機構在不停地往復運動調節過程中將齒輪的間隙蕩大,導致死區不斷增大而將帶動下一級單元的速度減慢,這樣的發展趨勢若持續下去,將使爐膛負壓的波動更加劇烈,甚至會引起跳機。

圖3 連桿調水平后執行機構與原來的安裝位置的偏差
3 移位改造嘗試
確認連桿傾斜是造成齒隙和死區增大的要因后,決定對執行機構的安裝位置進行移位,使執行機構的曲柄、連桿、動葉的曲柄基本在同一垂直地面的平面上,見圖4,在移位過程中碰到了問題,在滿足執行機構全行程的開關區間范圍內,減速箱輸出曲柄在60%~100%時與執行機構的電機卡阻,調整到其它角度,開到全行程的70%就會出現以上3個傳動環節在同一直線,造成無法驅動下一級傳動單元,出現更大的死區。經與檢修單位現場研究,發現將執行機構安裝位置抬高后,在50%位置時連桿處于水平位,動葉和執行機構的曲柄在垂直地面的位置時,全行程能靈活開關,為Z字形布置方式。實施此方案后,靜態調試偏差隨著開度不同死區也有差異,在2%~4%波動,通風試驗時帶負荷操作執行機構,動態偏差在5%~7%,見圖5,本次改造失敗。

圖4 Z字形布置改造
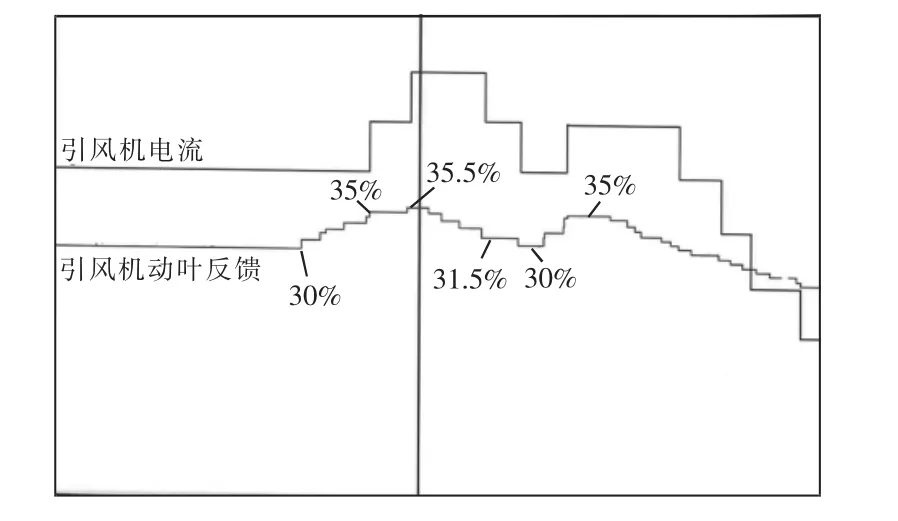
圖5 通風試驗動調控制死區大
4 正確的安裝方案
4.1 多方調研和咨詢
隨著小修結束工期的臨近,咨詢了浙江省內內的熱工專家人士和監督專職,從各發電廠傳送過來的照片來看,沒有上述改造的布置先例,說明以上布置形式缺乏一定的典型性。經與風機廠家就動調執行機構的安裝方式進行的探討研究,得知當執行機構的曲柄、連桿、動葉的曲柄組成平行四邊形的3條邊,并且執行機構的曲柄和動葉的曲柄互相平行時,動調的線性最好,死區最小,該布置方式為典型布置方式。
4.2 平行四邊形布置優化
隨著調研多個電廠的現狀與廠家的確認,平行四邊形的布置方式能在執行機構的往復運動中獲得最大的推動力和拉伸力,研究最大程度地縮小傳動機構部件邊角變化時的死區范圍,以期達到最佳調節效果。對第一次失敗的Z字形改造進行了重新布置與優化,見圖6,先將執行器調試完成,執行器運行到全關位置,將動調葉片人工運行到全關位置,連接動調和執行機構,動調的曲柄和執行機構的曲柄盡量調平行,連桿和曲柄夾角最大角度小于等于145°,最小角度大于等于35°,再重調末端。

圖6 最終的平行四邊形布置
第二次改造后,將Z字形布置帶來的局部2%~4%靜態偏差縮小到了1%,通風帶負荷試驗操作執行機構,偏差在1%~2%,第二次改造成功并且得到了啟動并網前試驗數據的支撐,見圖7。但改造結果還將面臨并網及全行程到滿負荷復雜工況的考驗。
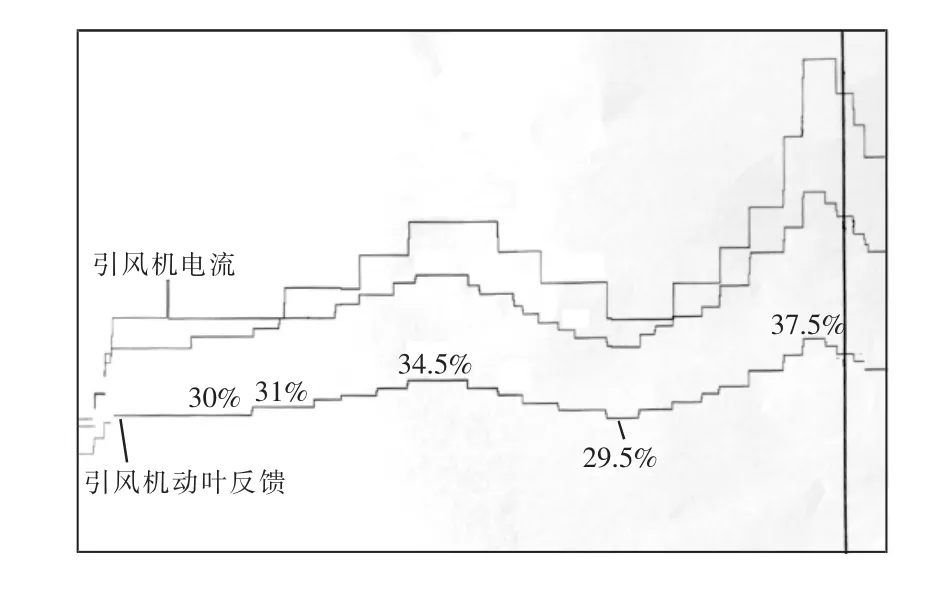
圖7 改造后的通風帶負荷響應曲線
4.3 啟動并網后的效果
1號機組啟動并網并帶到滿負荷的全過程中,爐膛負壓運行平穩,在加負荷到1 000 MW和快速減負荷到500 MW,運行數據始終控制在-20~-180 Pa,爐膛頻繁冒正壓的現象消失了,由此帶來的火檢熄火和二次風箱壓力擾動現象消除,鍋爐燃燒品質大幅提升,波形見圖8。據此可以確定,爐膛負壓波動問題得到了根治。
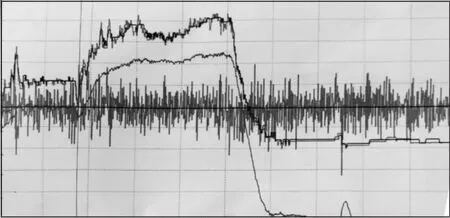
圖8 連續加減負荷下的爐膛負壓曲線
5 結語
通過對引風機動葉調節執行機構的改造,使爐膛負壓自動品質大幅提升,可見典型布置的安裝方式對機組可靠性提升具有重要作用。從近期較為流行的典型邏輯、典型操作票研究到典型熱控設備的安裝方式細節,熱控設備安裝的規范性和合理性決定了后期熱控設備可靠性的程度,長周期運行的基礎在于對工藝與質量的監督與把握,在于對設備與系統出現異常與波動的原因透析與對現場薄弱環節的正確決策與及時整治。
該機組爐膛負壓波動大與解決整治案例,可供相同類型動葉調節執行機構用戶對照與優化,具有借鑒和參考實踐意義。
[1]朱北恒.火電廠熱工自動化系統試驗[M].北京:中國電力出版社,2006.
[2]王樹青.自動化與儀表工程師手冊[M].北京:化學工業出版社,2014.
[3]錢義生.1 000 MW機組風煙系統故障分析及優化[J].浙江電力,2013,33(10)∶38-40.
[4]張樂君,付永華.軸流式引風機失速原因分析及預防措施[J].浙江電力,2009,29(5)∶68-70.
[5]衡麗君,段坤杰,何長征.某電廠引風機改型方案研究[J].節能技術,2010,28(2)∶187-189.
[6]馬士東.600 MW機組AN型軸流引風機故障分析及處理[J].安徽電力,2010,27(4)∶12-14.
[7]林英明,鄒光球,湯舟虹,等.電站鍋爐引風機常見故障分析及處理方法[J].化工裝備技術,2013,34(1)∶58-60.
[8]何偉.引風機動葉故障原因分析及處理措施[J].廣東電力,2015,28(8)∶81-83.
(本文編輯:徐晗)
下期要目
●基于實時運行數據挖掘的配電變壓器狀態評估
●新型智能巡檢機器人在變電運維工作中的應用
●基于電力電子變壓器的能量路由器研究
●基于量綱理論的分裂導線集成載流量綜合性研究
●基于有限元仿真的導汗型安全帽研究
●汽輪機高排逆止閥改造與控制優化
●1 000 MW機組汽輪機凝汽器喉部節能優化改造實踐
●特大型海水冷卻塔防腐涂層性能檢測及老化控制策略探討
●一種改進型廣義預測控制系統研究及工程應用
●避雷器在線監測儀水平平臺的研制
Optimization and Control of Furnace Negative Pressure based on the Typical Installation of Adjustable Blade Regulating Mechanism
ZHU Jifeng1,DING Junhong2
(1.Zhejiang Zheneng Zhongmei Zhoushan Coal&Electricity Co.,Ltd.,Zhoushan Zhejiang 316131,China;2.State Grid Zhejiang Electric Power Research Institute,Hangzhou 310014,China)
This paper analyzes reasons of large furnace negative pressure fluctuation in a power plant in Zhejiang province in terms of thermal automation and introduces the research and optimization of the typical installation method of the actuator to eliminate the control dead zone,improve automatic quality of furnace negative pressure and boost reliability of the unit.
thermal automation;typical installation;control dead zone;negative pressure;automation
10.19585/j.zjdl.201707008
1007-1881(2017)07-0033-04
TK323
B
2017-03-31
朱繼峰(1976),男,高級工程師,從事火力發電廠熱工自動化專業管理工作。
