弱鋼性桶形零件的組對焊接
2017-08-23 01:23:06李寧
科技創新導報 2017年16期
李寧
摘 要:在弱鋼性零件加工的過程之中,很容易出現變形的情況。特別是對于弱鋼性桶形零件來講,如果出現變形,那么整個產品的質量都會受到嚴重的影響。在焊接的過程之中,因為受到局部高溫的影響,如果焊接的處理不當,就很容易導致加工精度達不到要求。文中從實際產品的生產情況出發,針對弱鋼性桶形零件的特點,盡可能減少各種因素帶來的不良影響,就如何更好地完成弱鋼性桶形零件的組對焊接進行探討,以期可以獲得更加穩定、質量更好的產品。
關鍵詞:弱鋼性 桶形零件 組對焊接
中圖分類號:TV547.6 文獻標識碼:A 文章編號:1674-098X(2017)06(a)-0118-02
近年來,隨著工業的快速發展,人們對于各種機械零件的質量、可靠性的要求越來越高,在零件焊接的過程之中,會受到諸多因素的影響,如果不能夠有效控制,那么將會對零件的焊接質量帶來嚴重的影響,嚴重時甚至是可能會導致零件報廢。因此,如何在進行焊接的過程之中有效控制焊接質量,對于零件加工非常重要。
1 產品描述
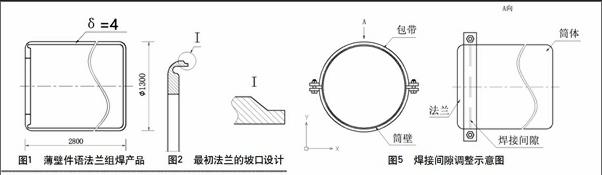
筆者工廠有產品如圖1所示。該產品屬薄壁件與法蘭組焊。該產品尺寸較大,受場地與設備限制,在組對焊接過程中只能水平放置。產品的法蘭與桶件組對焊接同軸度要求Φ2 mm,精度要求較高。產品的壁厚4 mm是薄壁件。鋼性較差。
2 難點分析
由于該產品壁厚與直徑的比值較大,鋼性非常差,在組對法蘭前自然水平放置狀態下,口部圓度誤差可達到50 mm左右。在與法蘭組對中如不采取措施無法進行組對焊接工作。另外,該產品的同軸度要求也比較高,因此在組對工作中法蘭與筒體的錯邊量的控制顯得格外重要。
3 焊接坡口形式分析
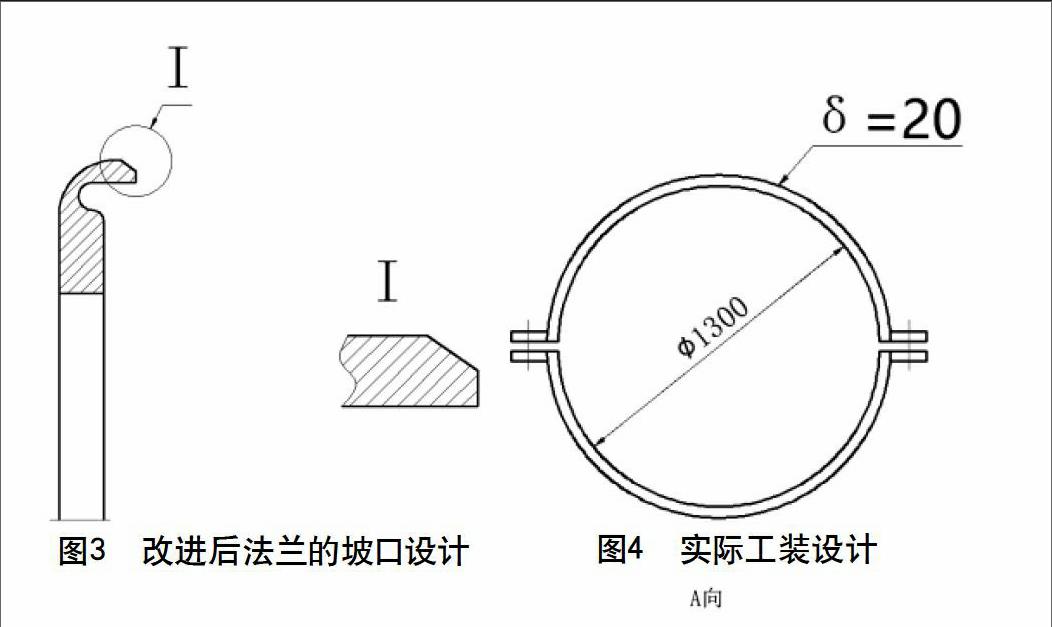
考慮到該產品的同軸度要求較高,最初法蘭的坡口定為圖2的樣式,前端帶有一段定位直口,這樣當筒體裝入直口后其產品的同軸度就可以得到有效的保證。但在實際組裝過程中發現因為筒體的鋼性太差無法組裝到位。后又考慮改變坡口形式,改為如圖3樣式,使之和筒體形成對接坡口,這樣相對容易,但對同軸度的保證需要采取相應措施。
4 組對方法與措施
在組對工作中,研究人員設計了相對簡單的工裝,如圖4所示,研究人員稱之為包帶。該包帶分為上下兩個部分,其組裝后內徑尺寸剛好為產品的外圓直徑,上下兩部分間距30 mm,包帶壁厚為20 mm,寬度為150 mm。用該工裝可將產品的法蘭與筒體箍在一起,通過旋緊兩側螺栓,可將筒體與法蘭固定到位,并且可以調節焊接間隙(如圖5所示)。
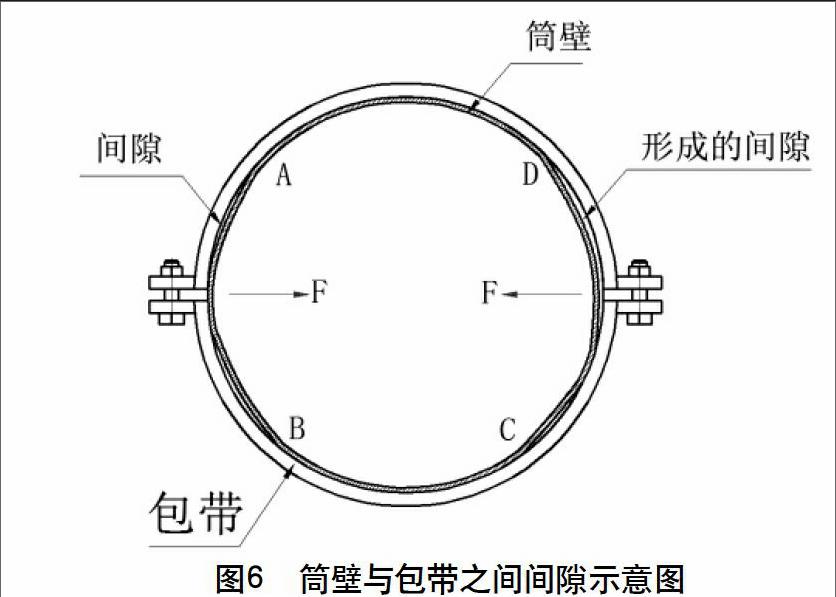
在操作過程中,研究人員發現在旋緊螺絲的過程中隨著旋緊力的加大,在包帶兩側的耳片附近,筒壁會與包帶之間產生間隙如圖6所示。AB、CD之間會形成間隙,究其原因是因為在旋緊螺絲過程中除了上下的力量之外,還會形成一個分力F,它會使包帶圖示方向收縮,將筒壁向內頂出間隙,它與包帶上螺栓的位置密切相關,螺栓越靠外側,這種情況越嚴重,反之則改善許多。在確定螺栓孔位置要注意這點,應該盡量靠近包帶內側。鑒于以上情況,研究人員在組焊過程中調節好焊接間隙旋緊螺栓后,先將法蘭與筒壁吻合較好的AD段與BC段點焊固定,再次旋轉螺絲,這時,AB與DC段吻合情況也非常好,再將這兩段點焊固定。
組對完成后,為防止松掉包帶,焊點崩開,因此先不拆卸包帶,在產品內側先用氬弧焊焊接一遍,再拆卸包帶。然后將產品外側坡口處的焊瘤熔渣等打磨干凈,最后進行施焊。
5 結語
通過以上的組對方法和采取的措施,解決了該產品因鋼性差與法蘭無法順利組對的問題,并且同軸度也得到了有效保證,使該薄壁筒形零件順利通過驗收。
在壓力容器的設計原則中要求避免采用剛性過大的焊接結構。這是因為剛性大就會導致焊接構件在施焊的時候會在膨脹與收縮的時候受到約束進而產生出較大的焊接應力,而使得整個殼體容易因為操作條件的波動變形受到約束而產生彎曲應力。所以在設計之中要盡可能地避免。而在此產品之中采用的是弱鋼性零件,如不采取措施無法進行組對焊接工作,這些都使得焊接難度增大,文中所提出的方法只是針對該產品來講的,是否普遍適用還需要進一步分析。
參考文獻
[1] 馬永春.大型空分裝置鋁鎂合金塔器現場組對焊接施工質量控制[J].科技視界,2015(9):83-84.
[2] 彭昌永,周定果,李亞非.大面積薄厚度非對稱弱剛性不銹鋼鈑金件的焊接變形控制[J].焊接,2014(10):61-63,71.
[3] 朱志前,張建軍,鄒鵬舉,等.密排管座集箱的地面組對焊接工藝[J].鍋爐技術,2012(3):60-62.
[4] 趙巧良,金巧芳,朱水亭,等.大口徑襯環法蘭的組對焊接[J].熱加工工藝,2012(1):184-185.
[5] 朱小軍.大型薄法蘭組對焊接問題分析[J].現代商貿工業,2011(22):308-309.
[6] 王九彪,張玉成,董顯林,等.法蘭與柱管組對內外環縫自動焊接設備研制[J].遼寧工業大學學報:自然科學版,2011(4):257-260.