車身設計經驗淺談
2017-08-30 01:34:30王文俊
汽車實用技術 2017年13期
王文俊
(安徽江淮汽車集團股份有限公司,安徽 合肥 230601)
車身設計經驗淺談
王文俊
(安徽江淮汽車集團股份有限公司,安徽 合肥 230601)
文章通過對車身設計過程中所涉及的孔類設計,車身鈑金設計的常規要求做了歸類整理,為后續設計提供一定幫助。
孔;車身設計
CLC NO.:U462.1 Document Code: A Article ID: 1671-7988 (2017)13-39-02
前言
隨著汽車使用的普及,用戶對汽車質量的要求越來越高,同時隨著這幾年國內汽車行業的發展,汽車質量整體水平也越來越高。在車身開發過程中一些隱性知識沒有標準,只能靠問題積累,本文主要歸納總結車身設計中的一些隱性要求,提升自主品牌車身設計品質,避免類似問題再犯。
1 車身孔類設計要求
1.1 為了避免車身功能孔的遮擋,給后續工作帶來不必要的麻煩,一般性要求如下:
1.1.1 過孔的規定:(凸焊螺母)
1)M10和M10以下的凸焊螺母在白車身上對應的孔直徑(d1)為d1=d+1mm;
2)M10以上的凸焊螺母在白車身上對應的孔直徑(d1)為d1=d+2mm;
3)如果有兩層或兩層以上的鈑金,則第二層鈑金件的孔直徑為d2= d1+2mm,如果有第三層或第四層依次類推;
其中d表示標準件的直徑,如M10的螺母,d=10mm;d1表示與其配合件配合孔的直徑。如圖1
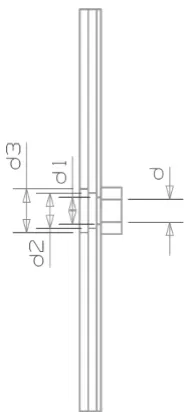
圖1
凸焊螺栓:
4)凸焊螺栓在白車身上對應的孔直徑(d1)為d1=d+0.5mm;
5)如果有兩層或兩層以上的鈑金,則第二層鈑金件的孔直徑為d2= d1+2mm,如果有第三層或第四層依次類推。
其中d表示標準件的直徑,如M10的螺栓,d=10mm;d1表示與其配合件配合孔的直徑。
1.1.2 定位基準孔:定位基準孔是所有設計孔中要求最高的,主定位孔一般比定位銷大0.1mm,其他定位孔根據定位孔的功能和距離要求不一樣,根據尺寸鏈分析計算;
1.1.3 卡扣孔:主要根據卡扣種類,卡扣自由狀態尺寸和卡扣壓縮最大狀態尺寸計算;
1.1.4 涂裝工藝孔:根據生產節拍,入電泳槽角度、出電泳槽角度、電泳時間等,合理布置涂裝工藝孔的位置,根據電泳要求時間計算涂裝孔的大小;
1.1.5 焊裝工藝孔:根據焊鉗尺寸、機器人及操作人員位置,確定焊接工藝孔的位置和開孔尺寸;
1.1.6 安裝工藝孔:根據總裝生產節拍,安裝工具,操作人員站位確定及售后維修方便性綜合考慮安裝工藝孔的位置和尺寸;
1.1.7 過線孔:根據整車密封性,安裝方便性,線束要求整體確定過線孔的大小;
1.1.8 減重孔:根據CAE模擬分析結果,在不影響功能和外觀的前提下,盡可能的擴大孔的尺寸,實現真正的減重目的。
2 車身鈑金設計要求
2.1 包邊件的要求:為了保證整體包邊件的品質,盡可能減少包邊干涉和包不上的問題,建議尺寸如圖2示的距離D表示距離,其中D=內外板中較厚的零件的料厚+包邊的圓角半徑。
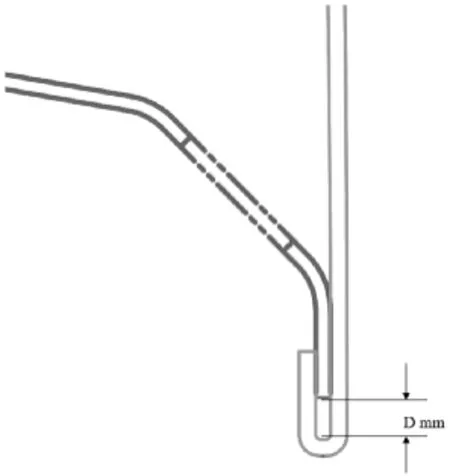
圖2
2.2 貼合部位圓角的設計:為了避免車體在各種特殊工況下行駛異響,建議圓角貼合部位設計間隙如下:如圖3其中d表示的兩圓角之間的距離應該控制在1-3mm。

圖3
2.3 密封條安裝邊的設計:為了保證整車密封性及膠條安裝工藝性,建議如圖4,為了保證密封性能,外板比內板高2mm。為了保證安裝方便性,同一根密封條安裝止口邊的寬度必須一致。
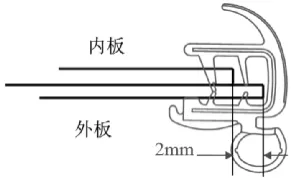
圖4
2.4 多鈑金交匯間隙設計:保證后期裝焊的過程中不出現干涉狀況,兩零件設計時一定要預留安全距離。根據目前的國內工藝狀況,建議保證3mm及以上,否則就會有干涉的危險。具體如圖5
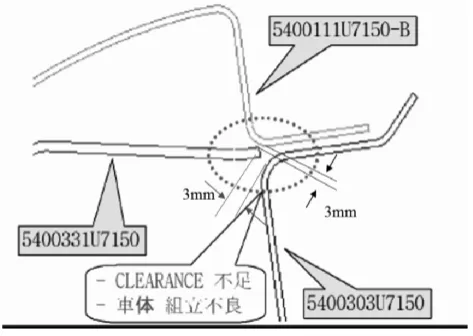
圖5
2.5 定位孔翻邊的設計:為了保證翻邊孔工藝性,零部件的強度及安裝的方便性,建議如圖6 h=(t+r)*1.32mm
其中t=鈑金的料厚,r=翻邊處的倒角半徑,h翻邊后的高度。
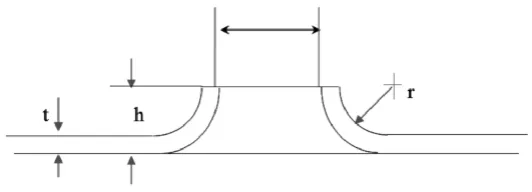
圖6
2.6 焊接邊的設計:為了保證車身設計零件的可焊性,對焊接邊的最小寬度如表1所示,同時這也是國家標準推薦的最小數值。

表1 接頭的最小搭擋呈(mm)
2 結束語
以上僅為設計經驗,各大汽車公司生產工藝要求,工藝水平不盡相同,可以根據要求調整,隨著近幾年工藝水平的提升,整車尺寸鏈的應用,對車身設計要求也越來越高,只有不斷拓展設計人員的專業深度和廣度,才能滿足設計要求。
[1] 張金換. 汽車工程手冊(BOSCH),[Z]2009.4 ∶U46/12-2.
[2] 日本自動車技術會.汽車工程手冊3:[Z]造型與車身設計篇,2010年12月1日∶7564018046.
[3] 許樹勤.模具設計與制造,[M]2014年∶978-7-301-09131-9/TH.
Shallow talk the body design experience
Wang Wenjun
( Anhui Jianghuai Automobile group Co. Ltd., Anhui Hefei 230601 )
In this paper, through the design of the body involved in the design of the hole type, the body of the sheet metal design of the general requirements of the classification, to provide some help for the follow-up design.
Hole; Carbody design
U462.1
A
1671-7988 (2017)13-39-02
10.16638/j.cnki.1671-7988.2017.13.012
王文俊,就職于安徽江淮汽車集團股份有限公司。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
作文大王·低年級(2016年4期)2016-04-18 00:24:37
銅業工程(2015年4期)2015-12-29 02:48:39
決策探索(2014年21期)2014-11-25 12:29:50
石油化工應用(2014年8期)2014-03-11 17:40:03