工業污泥的水泥化處置技術探討
2017-09-06 02:39:52劉曉軍孫亞飛馬俊逸林海祥
環境科技 2017年4期
劉曉軍, 孫亞飛, 耿 飛, 盛 昀, 馬俊逸, 林海祥
(1.南京航空航天大學金城學院, 江蘇 南京 211156;2.南京航空航天大學航空宇航學院, 江蘇 南京 210016)
0 引言
工業污泥是指工業廢水經減害化處理后產生的污濁泥狀物質,成分較為復雜,其無機組分主要有SiO2,Fe2O3,Al2O3以及 As,Cd,Cu,Zn,Ni等重金屬元素[1],多數屬于危險固體廢棄物,必須進行妥善處理,其造成的污染后果遠遠大于一般固體廢棄物[2]。目前,污泥常用的處理或處置方式主要有衛生填埋、填海、堆肥和焚燒4種方式。其中,衛生填埋需要長期占用大量土地資源,違背可持續性發展的科學理念,常常會因為有害離子滲漏而污染填埋場周邊的生態環境;投海處理主要應用在領海國家,在海洋中選擇距離和深度均合適的海底,將污泥封閉式填埋,但它只是將陸地污染轉化為海洋污染[3]。選擇合適污泥進行堆肥處理后可以有效改善土壤成分結構、增加其中有機質含量、提高土壤的肥力,但是工業污泥中有害雜質離子及重金屬元素含量較高,一旦被植物吸收后進入食物鏈循環,會極大危害人類及其他生物的健康[4-5]。目前焚燒法廣泛應用于固體廢棄物的處理,可以最大限度的實現無害化、減量化處理,處理方法比較簡單,但是處置成本非常高,且工業污泥的含水量較大,一般在80%左右,熱值較低不易燃燒,往往造成較大的熱值浪費。
由于工業污泥中主要礦物成分與水泥的主要成分相同,并且水泥原料需要經過高溫煅燒后才能生成水泥熟料,因此用工業污泥替代一部分原料燒制水泥是比較理想的技術措施,使污泥作為二次原料或二次燃料的形式在水泥生產過程中得以利用,從而減少廢料和污染物的生成和排放,避免環境污染,實現經濟和環境效益的綜合最優化[6-7]。本文基于當前工業污泥水泥化處置的工藝流程,提出工業污泥在處置過程中的技術要求,分析存在的主要問題,以期更好地推動該技術的工程化應用。
1 工業污泥的水泥化處置工藝
煅燒水泥的主要容器是低速旋轉的圓筒,圓筒以3%~5%的斜度傾斜,生料從其高端(窯尾)加入,而燃料從低端(窯頭)加入。由于水泥回轉窯的筒體長,斜度小,旋轉速度低,生料可煅燒超過30 min,且水泥窯內溫度一般為1 350~1 650℃,常見的有害、有毒的有機物都可以被完全分解。此外,爐內呈堿性,能有效地與燃燒后的酸性氣體發生中和反應,避免了燃燒產生的廢氣造成污染[8]。此外,工業污泥的水泥化處置還具有處置規模大、焚燒時間長、固化重金屬、減少灰渣排放等優點。
工業污泥的水泥化處置流程一般包括工業污泥的收集、分離、預降害及脫水、運輸、入廠接收、預處理、儲存、均化、計量、輸送、喂料、煅燒、大氣污染物監測和水泥熟料質量控制,具體工藝流程見圖1。
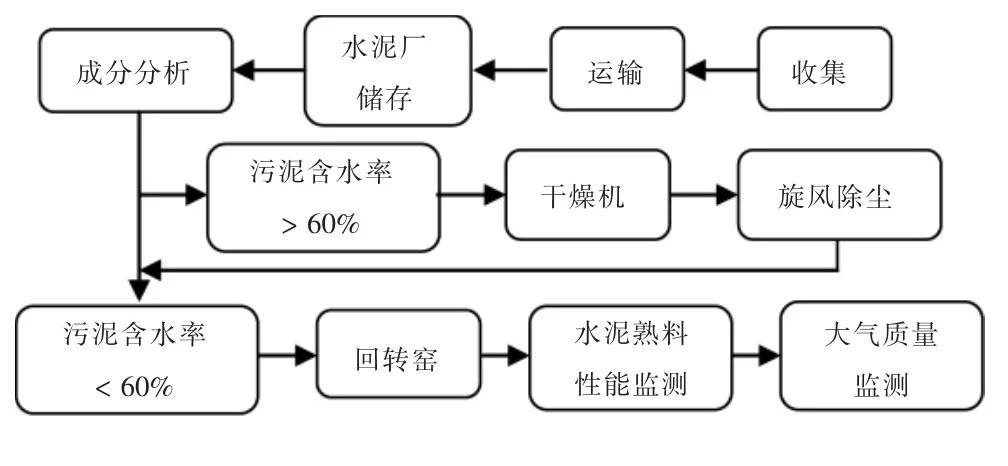
圖1 工業污泥的水泥化處置工藝流程
自從上世紀70年代以來,德國、日本、美國、加拿大等發達國家就利用水泥窯將廢棄物作為燃料或原料進行協同處置,目前技術已經較為成熟。《巴塞爾公約》指出:將危險廢棄物水泥化處置對環境沒有危害。日本作為最先開展固體危險廢棄物水泥化處置的國家,積累了更多的經驗,建立了更加完備生產體系[9]。
近些年,日本水泥企業在如何有效利用危險固體廢棄物以及其生成副產品策略中,提出了生態水泥系統、灰水處理系統、氟碳化合物分解系統和AK系統等4項新型再利用技術[10],應用廠家包括日本埼玉水泥廠及市原生態水泥廠等[11]。其中,生態水泥以危險固體廢棄物焚燒灰作為主要原料,危險固體廢棄物經分類以后大部分送到焚燒廠焚燒,焚燒底灰可和石灰石一起作為水泥的主要原料,這些原料經過水泥廠煅燒粉磨以后,即可制成水泥熟料,同時配以普通污泥和生活垃圾焚燒后產生的熔渣即可制成生態水泥。
與日本相比,我國在廢棄物處置種類、替代燃料的水平、水泥窯固廢利用水平、相關法律法規的實施程度、政府重視程度和管理機制以及企業公民的意識等方面均需要加強。我國水泥制造行業從20世紀90年代后期開始水泥窯系統協同處置生活垃圾、工業固體廢物以及污泥的研究及試驗工作。目前,已有10多家公司超過20條生產線進行水泥窯協同處理工業固體廢物,但基本都是用作混合材的處置,因此我國在工業污泥的水泥化處置技術與設備等方面有待進一步突破,并須建立完善的法律法規以及監督管理體系。
使用工業污泥替代部分生料進行水泥燒制,既實現了工業污泥的資源化利用,也實現了水泥工業的可持續發展,是環保、資源綜合利用的創新。
2 工業污泥的水泥化處置技術要求
2.1 工業污泥的運輸、接收與貯存
為保證工業污泥的水泥化處置過程不影響操作、運行安全和產品質量,在工業污泥送往水泥廠前先要對其進行取樣和特性分析,同時結合工業污泥生成的過程綜合判斷其是否可用于水泥窯中。待工業污泥完成分析檢測,并且符合國家有關規定后可將其運入水泥廠進行協同處置。工業污泥運輸時應采用密閉車輛或船舶,同時還應該采取完備的防滲漏、防溢出、防異味散出等措施。工業污泥進入水泥廠后也要及時進行取樣分析,以便從水泥生產源頭進一步掌握復雜多變的污泥成分,并且以入場后的分析檢測結果作為依據制定水泥化處置的具體配比及工藝制度。工業污泥應與水泥廠常規原料、燃料和產品分開貯存,不允許因為便利、成本等原因將它們一起儲存[12]。
2.2 工業污泥的預處理
工業污泥的預處理主要包括干化、篩分、中和、沉淀、干燥、破碎、研磨、混合、攪拌、均化等過程,其中,破碎、研磨、混合攪拌等設施、設備應具備較好的密封性,并保證與操作人員隔離,以防造成一些安全生產事故。另外,對有毒有害的工業污泥進行預處理時,應在室內車間裝有通風換氣裝置,防止毒氣長期累積。工業污泥的入窯位置可以有多種選擇:從配料系統入窯,必須預先做好破碎和配料工作;從窯尾入窯,必須預先做好破碎及混合攪拌工作;從窯頭入窯,應做好破碎、分選和精篩等工作[13]。
2.3 工業污泥的處置
利用水泥窯直接協同處理濕污泥(含水率20%~60%)是將其先干燥并破碎后直接與生石灰、黏土等原料進行粉磨制成水泥生料,一般污泥摻入量為水泥生料總質量的5%~12%。在配置水泥生料時,通常要添加適量的生石灰來控制工業污泥含水率,使得污泥達到入窯標準,濕污泥與生石灰攪拌后,一部分水與生石灰反應生成氫氧化鈣,而另一部分的水吸熱蒸發,從而使生料中的含水率大大降低,反應生成的氫氧化鈣將繼續和空氣中的二氧化碳反應生成碳酸鈣。這種處理方法在對工業污泥進行無害化處理的同時,提高水泥熟料的強度以及產量,不僅減少水泥生產中天然礦物消耗,還能有效的去除污泥有機質,消除有機物和重金屬元素的污染。
水泥窯協同處理干污泥是先將水泥生產過程中產生的尾氣余熱或其他熱源進行濕工業污泥的干燥,然后再將其作為原料或替代燃料入窯煅燒[14]。將污泥干化處理與水泥窯系統相結合,實現了利用廢棄物處理廢物的效果,可以使污泥“安全、無害、資源化”的處置和利用,從而達到較高的置換率。利用生產水泥時的余熱、高溫氣體干化污泥工業不需要添加額外的燃料就可以分解污泥中的有害氣體,同時充分利用污泥熱能,不影響水泥熟料質量,實現循環利用[15]。污泥干化之前必須對工業污泥進行分類:重金屬含量高的污泥應先與煤混合,并利用水泥回轉窯窯頭余熱進行干燥,然后將這些燃煤送到水泥窯回轉窯高溫帶,污泥經過1 400~1 600℃的高溫焚燒后成為灰燼,將灰燼摻入水泥熟料中制成水泥產品;對于重金屬含量較低的工業污泥,利用水泥窯尾的余熱將其烘干后可以與水泥窯灰混合制成生料。
2.4 工業污泥水泥化處置的環保要求
工業污泥水泥化處置后生成的成品,在水泥質量以及水泥產品中污染物的浸出方面應符合國家相關標準的要求。除此之外還應該全面對水泥窯系統進行監測,以防止污染空氣和水源。水泥窯的煙氣凈化系統可以去除包括CO,SO2,HCl,HF以及二噁英等在內的絕大多數污染物。同時為了防止生產過程中發生意外事故如粉塵爆炸,煙氣凈化系統還應具備收塵的能力。
工業污泥的水泥化處置常常產生大量的廢水,主要是工業污泥貯存和預處理設施以及工業污泥運輸車輛清洗產生的廢水。由于不同污水處理工藝產生的污泥泥質和污泥直接干化和間接干化工藝的不同,應考慮不同的污水處置方式,但應遵循節約用水的原則,提高水的重復利用率,減少廢水排放量,從而減輕對環境的污染[16]。
工業污泥在處置過程中還有一個世界性的難題—惡臭,目前常用活性炭吸附法、化學氧化法以及生物滴濾法[17]等技術工藝進行克制,但為了杜絕惡臭影響還應保持污泥處置流程各環節設備的密封性。
3 工業污泥摻燒水泥的性能特點
當前工業污泥水泥化處置已有較多地嘗試和應用。熊正為等[18]采用水泥回轉窯處置含砷污泥,探討了不同摻量對水泥煅燒過程易燒性的影響,當污泥摻量在0~15%范圍內時,其產品性能跟普通水泥相似。鄧皓等[19]利用水泥窯協同處置含油污泥,污泥中的有害有機物可被徹底分解,不會產生二次污染,當污泥摻量在0~8%范圍內時,燒成水泥的性能的各項指標均符合要求。張智等[20]探究了水泥窯協同處置城鎮污水廠脫水污泥對熟料的影響,結果表明摻加1.5%污泥后水泥熟料的各項指標均滿足國家標準,除稠度外,細度、凝結時間均無明顯變化,安定性也有所增強。上述3種工業污泥的組成成分見表1。
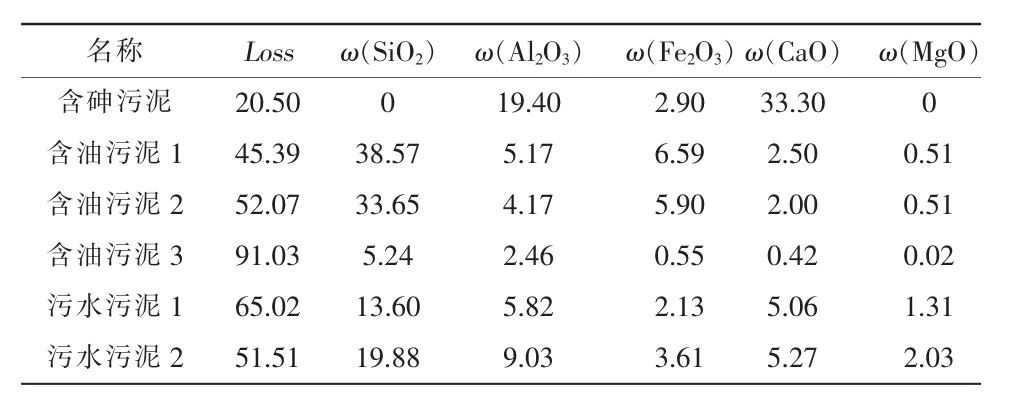
表1 工業污泥的組成成分%
由表1可知,工業污泥摻燒水泥的各項性能指標之所以能滿足要求,是因為污泥的主要組成成分與水泥原料較為相近,易于進行水泥生料的配料計算。
筆者選用制農藥時產生的草甘膦污泥進行水泥化處置,其組成成分見表2。初始含水率為52%。水泥生料取自南京某水泥有限公司,生料成分見表3。

表2 草甘膦污泥的組成成分%

表3 水泥生料成分%
基于項目課題組的長期試驗研究,選定草甘膦污泥摻量為2%,將工業污泥在110℃的條件下烘干24 h,再用行星式球磨機進行粉磨,然后過0.08 mm的篩子使工業污泥的篩余量小于2.5%,用污泥等量取代水泥生料。水泥生料和熟料組成成分以及率值見表4。

表4 水泥組成成分及率值
通常硅酸鹽水泥熟料的三率值:KH(石灰保和度)為 0.87 ~ 0.96,SM(硅率)為 1.7 ~ 2.7,IM(鋁率)為0.9~1.9。由表4可知,內摻2%工業污泥燒成的水泥熟料三率值均滿足相關要求,其初、終凝結時間分別為 52,348 min, 標準稠度用水量為 28.1%;3 d和 28 d 抗壓強度分別為 29.0,55.0 MPa, 安定性合格,水泥產品的質量可得到控制。
4 工業污泥的水泥化處置存在的問題
(1)資金落實難度大。我國的城鎮污水處理廠重視水的處理而忽略污泥處置,污泥處置的資金缺乏,約占總投資的20%~30%。工業污泥的水泥化處置更是缺乏長期發展規劃,有關項目建設資金落實困難,且缺乏行業導向性政策。
(2)處置不當易產生臭氣污染。我國水泥行業協同處置污泥主要包括干化焚燒和直接焚燒2種工藝形式,其中的干化焚燒工藝易產生臭氣污染,臭氣中含有大量的硫氫化物、氨、氮氧化合物、三甲胺、醛、CO、酮和稠環碳氫化合物等,并含有微量的二噁英,危害巨大[16]。而直接焚燒時由于污泥含水率較高會造成較大的熱值浪費。
(3)污泥含水率高。由于我國大部分污水處理廠在污泥脫水過程中多用投加絮凝劑+機械脫水的方式處理,脫水后污泥的含水率仍在60%以上,故在工業污泥的水泥化處置中能耗需求較高,且未完全干化污泥中的水分在工業污泥的水泥化處置過程中會蒸發膨脹(正常情況下體積膨脹超過1 000倍),給窯尾排風機帶來負面影響,從而給相關企業帶來不必要的壓力。
(4)處置利潤低。工業污泥的水泥化處置污泥項目在運行過程中生產和折舊成本比較高,尤其是在處理含水率80%以上的濕污泥時更明顯。據統計,生產水泥的利潤率是16%,而水泥窯處置污泥項目的利潤率只有4%,就利潤方面來說對企業完全沒有吸引力,這是導致污泥水泥化處置進程發展緩慢的根源[21]。
(5)投資與收入失調。工業污泥的水泥化處置初期投資巨大(通常過億),并且由于設計過程中對我國污水處理廠出泥含水率較高、熱值較低等問題認識不足,再加上我國污泥工的水泥化處置起步較晚,技術尚不成熟,使得我國污泥水泥窯系統處置項目建成后實際處置的污泥量很難達到設計的生產規模,造成了投入與產出比的嚴重不平衡,大大降低了相關企業開展污泥水泥化處置的熱情,只有一些研究單位從理論上開展研究[22]。
(6)政策不完善。通過對我國工業污泥的水泥化處置行業現狀的分析,相關部門必須清楚地認識在推進工業污泥的水泥化處置過程中,依然需要進一步加強并完善補償機制及稅收政策,給予污泥工業污泥的水泥化處置企業一定的補助。
5 結語
工業污泥的水泥化處置是我國工業污泥 “穩定化、減量化、無害化、資源化”處置的重要方面,現在處于起步階段,因此需要政府大力發展“協同處置”技術,將其列為國家重點支持項目,多提供資金以及政策上的支持。同時,水泥生產企業和公眾應該加深對“協同處置”技術的認識,培養環境保護責任感。有關部門與水泥生產企業也應建立良好的交流合作與監督管理體系,實現資源的統籌規劃與相互協調,力爭在“十三五”期間能有較大的突破,使我國污泥處置方式更加多元與和諧。