新型老成鼓筒體制造技術
2017-09-06 21:27:52孟曙光
科學與財富 2017年24期
關鍵詞:筒體
孟曙光

摘要:本文介紹了新型老成鼓筒體的加工難點和要點,通過制定相應的工藝加工措施,保證筒體的加工和裝配精度。
關鍵詞:筒體、滾圈、法蘭、支撐塊、鏈輪
一、項目簡介
新型老成鼓筒體總長38m,分五節,單節長7-8m,回轉直徑4100mm,單節筒體較長,直徑較大,各項加工技術要求高,加工難點多。為滿足用戶要求,急需優化產品結構,通過優化產品結構,采取合適的工藝措施,提高新型老成鼓加工質量和運轉可靠性,穩定客戶,提高我公司老成鼓整車加工質量,達到行業領先水平,對提高產品市場占有率有重要意義。
二、加工難點
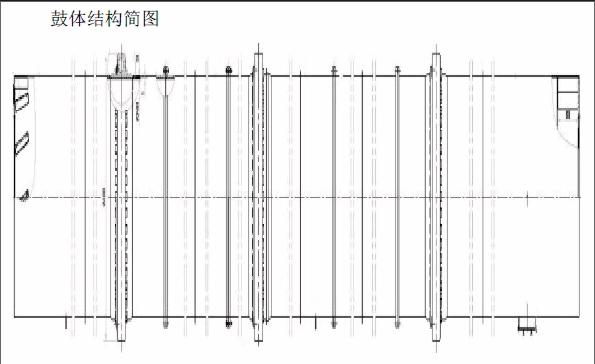
1、由鼓體結構簡圖可以看出,鼓體由五段筒體通過四對法蘭聯連成一體,總長38m,分五節,單節長7-8m,回轉直徑4100mm, 筒體為中厚板Q345-B鋼板,每節筒體需多塊拼接,環焊縱焊垂直交叉焊道復雜,還有法蘭與筒體的焊接,整體筒體的焊接工作量非常大,焊接應力集中,焊后變形不易修復,勞動強度高。由于體積大,需增加擺焊和撐圓工裝。
2、 總裝后五節筒體同軸度不大于2mm,滾圈與筒體同軸度不大于
1mm,法蘭與筒體同軸度1mm、垂直度0.6mm,支撐塊與滾圈錐面過盈配合,過盈量2mm。制造精度高,加工復雜。
3、筒體與滾圈采用滾圈聯接結構復雜,其不僅支撐筒體的自身重量,還要帶動筒體均速旋轉,技術要求非常高,筒體焊有支撐塊,支撐塊錐面與滾圈紅套,但是如何保證超大規格滾圈與筒體紅套配合良好,技術難度要求高。
4、進出料口與筒體聯接處應保證良好的密封性能。因筒體是旋轉的,進出料口裝置是靜止的,如果加工精度和裝配要求達不到技術要求,則在使用過程中易漏料,這就需要我們在加工過程中要保證零件加工精度,裝配零件要精細,避免人為因素對裝配質量的影響。
三、整體工藝策劃
1.制定合適的加工方案,減少筒體焊接變形,保證筒體直線度,圓整度。
2制定加工技術措施,法蘭與滾圈焊后同加工,并制定可靠的質量控制措施,保證法蘭、滾圈與筒體同心度。
3.根據筒體結構,制作合適測量量具,保證加工檢測的精確。
四、具體工藝措施。
1、兩段筒體焊接,保證筒體間的同心度及兩端法蘭的平行度,要求筒體環縫周邊無間隙,兩節筒壁平齊不錯邊。20mm厚筒體與50mm厚筒體逐件對接組焊,錯邊量不大于1mm,直線度不大于3mm. 射線探傷(停點檢驗探傷結果)。車法蘭、滾圈,保證垂直度0.6mm,同軸度1mm,法蘭厚度偏差正負1mm,滾圈厚度偏差正負1mm。
2、50mm厚筒體增加撐圓工裝,修圓整后與48件支撐塊組焊(注意支撐塊與筒體兩邊間隙一致),采用交叉、分層分段式焊接,每層焊接要不斷的調整撐圓工裝,保證圓度<2mm。支撐塊錐面與滾圈紅套合配(圖A,B所示)綜合考慮全部三組滾圈與筒體合配尺寸,保證每組的合配尺寸最優,松開、重新上緊工藝撐圈。
3、每節法蘭與筒體擺焊時,要求合配的法蘭作配對標記,打銷子,用螺栓緊固聯成一體,然后與各自對應的筒體擺焊以保證焊接后法蘭的圓度和平面度;筒體圓周上均勻擺焊16個定位塊以保證筒體與法蘭組焊的垂直度;先內焊,后外焊,分段分層交叉焊以減少焊接變形;在法蘭合配處設有撐圓工裝,調整法蘭與筒體圓周間隙均勻一致以保證筒體與法蘭的同心度,焊中不斷調整工裝,要求兩法蘭同心度<2mm,焊接完成冷卻后拆出工裝。
4、筒體在運輸時,在筒體內滾圈、法蘭部位打工藝支撐,防止筒體的圓周變形,現場安裝時借助撐圓工裝裝配(千斤頂輔助)。
5、增大筒體凸凹法蘭合配間隙(由2mm加大到6mm),凸法蘭凸臺處及凹法蘭臺階孔處增加45°倒角,增大法蘭凹槽及凸臺深度(由6mm加大到9mm),以上改進有利于安裝時兩筒體法蘭的合配及同心度調整。
6、不同厚度的筒體采取合理的、不同的拼接方式和焊接坡口,便于控制組對精度,減少焊接變形。
7、1mm不銹鋼襯板與筒體內表面多孔塞焊,多塊襯板與筒體組焊避免交叉十字焊道,要求不銹鋼與筒體內表面緊貼,不允許分離。拋磨塞焊點、焊道平整光滑,外觀美觀。
8、提高零件的加工精度和產品的裝配要求。
(1)20厚筒體切割下料留余量,允許拼接,刨周邊及坡口,對角線尺寸誤差2mm,坡口符合相關焊接標準要求,卷圓焊接成形(焊接錯邊量不大于1mm),射線探傷(停點檢驗探傷結果)。
(2)50厚筒體允許拼接,刨周邊及坡口,兩邊留余量(對角線尺寸誤差2mm),坡口符合相關焊接標準要求,卷圓焊接成形(焊接錯邊量不大于1mm,筒體圓整度2mm),射線探傷(停點檢驗探傷結果)。
(3)法蘭按五塊拼切割下料,組焊成形,車加工(內孔、坡口車成,其余留余量焊后加工 )
(4)滾圈整體鍛成形,按要求探傷,車加工(內孔加工成,其余留余量焊后加工 ,停點檢驗內孔尺寸,作記錄和標記)
(5)托輪整體鍛成形,按要求調質處理、粗精加工 、外圓留磨余量0.4-0.5mm,其余加工成形,外圓表面淬火后精磨外圓。
(6)托輪軸鍛件,調質處理,粗精加工后探傷檢驗。
五、總結
通過一系列技術措施,老成鼓筒體的加工制造圓滿完成,并順利實現試車,總裝后整個筒體的同軸度、滾圈與筒體同軸度以及法蘭與筒體同軸度和垂直度都達到了使用要求。此筒體的技術突破意義不僅在于本次的加工制造,更為以后大型筒體的制造積累了經驗,奠定了基礎。
參考文獻:
[1]王先逵.機械制造工藝學[M].機械工業出版社,1995.
[2]張文勇.金工技術基礎[M]. 東華大學出版社, 2003.
[3]于俊一.機械制造技術基礎[M]. 機械工業出版社, 2009.endprint
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:00
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
裝備制造技術(2020年1期)2020-12-25 05:18:30
現代制造技術與裝備(2018年9期)2018-10-17 03:22:14
鍛造與沖壓(2017年17期)2017-09-12 08:05:59
設備管理與維修(2016年5期)2016-03-16 02:20:45
重型機械(2016年4期)2016-03-15 09:00:05
焊接(2016年10期)2016-02-27 13:05:34