高轉速下主軸-雙面鎖緊刀柄接觸特性預估*
2017-09-12 07:07:16趙永勝許靜靜蔡力鋼劉志峰
振動、測試與診斷 2017年4期
趙永勝,許靜靜,蔡力鋼,劉志峰
(北京工業大學機械工程與應用電子技術學院 北京,100124)
高轉速下主軸-雙面鎖緊刀柄接觸特性預估*
趙永勝,許靜靜,蔡力鋼,劉志峰
(北京工業大學機械工程與應用電子技術學院 北京,100124)
采用有限元方法獲得不同轉速下端面和錐面的接觸壓強,基于該壓強采用三維分形和赫茲接觸理論計算雙面鎖緊刀柄與主軸的接觸剛度,建立高轉速下主軸-雙面鎖緊刀柄系統仿真模型。分析不同參數對主軸-雙面鎖緊刀柄(BTF40)系統錐面接觸率及結合部接觸剛度的影響規律,確定了該新型刀柄的極限轉速、拉刀力、碟簧剛度和碟簧預緊力的合理取值區間,研究結果為雙面鎖緊刀柄的設計與優化提供了理論依據。
雙面鎖緊刀柄;高轉速;三維分形理論;接觸剛度
引 言
刀柄是連接機床主軸與刀具的重要單元,主軸-刀柄結合部是該系統的薄弱環節之一,其接觸特性直接影響系統聯接可靠性及加工精度。國內外學者對刀柄-主軸接觸特性的研究主要有基于子結構耦合的頻響函數辨識方法(receptance coupling substructure analysis,簡稱RCSA)和有限元仿真分析法。Tsutsumi等[1-2]通過實驗和有限元相結合的方法研究了不同刀柄-主軸系統的剛度特性及拉刀力對刀柄抗彎剛度和軸向位移的影響,確定了拉刀力最佳取值。Aoyama等[3]提供了一種測量高轉速下結合部徑向剛度的方法,分析了不同轉速和不同徑向力對型號為HSK和BT刀柄結合部的徑向剛度的影響。Schmitz等[4-5]采用子結構耦合辨識方法辨識主軸-刀柄結合面剛度,該方法通過錘擊實驗方法結合最小二乘理論算法辨識刀柄-主軸結合面剛度阻尼參數,并在此基礎上預測刀尖點的頻響函數。該方法受測試環境影響較大,無法獲得高轉速條件下的主軸-刀柄系統頻響函數,其應用受到限制。
基于微觀建模與有限元分析相結合的方法[6]是近年研究的熱點,其中接觸表面微觀建模成為關鍵。分形接觸理論是一種有效的微觀建模方法,該方法最大特點是接觸面表征參數(分形維數D,分形粗糙度參數G)具有尺度獨立性,即不受儀器分辨率和取樣長度的影響。文獻[7]基于分形表征函數(W-M函數[8])建立了M-B分形模型。文獻[9-10]以此為基礎進行改進,為了準確預估結合面接觸參數,Wang等[11]引入了包含域擴展因子的微接觸點大小分布函數。文獻[12]以M-B分形模型為基礎建立了三維分形模型。上述研究為主軸-刀柄系統高轉速下接觸特性研究提供了一種有效途徑。
筆者基于宏微觀相結合的方法建立高轉速下主軸-雙面接觸刀柄的仿真模型。宏觀上假設接觸表面為理想光滑表面,采用有限元方法獲得其表面壓強分布;微觀上以三維分形接觸理論計算表面的接觸剛度。基于建立的模型來分析不同參數對雙面鎖緊刀柄-主軸系統接觸特性的影響,從而確定該雙面鎖緊刀柄的轉速上限值及拉刀力、碟簧剛度、預緊力的合理取值范圍,研究結果為雙面鎖緊刀柄的優化與應用提供了理論依據。
1 接觸表面剛度建模
與M-B分形接觸模型相似,該三維分形模型假設粗糙表面各向同性,且微凸體間無相互作用力。同時,為使接觸剛度預估值更加準確,在三維微凸體截面積大小分布函數中引入拓展域因子ψ,并將微凸體變形分為完全彈性階段、彈塑性變形階段及完全塑性階段。
單個微凸體曲率半徑R及法向變形量δ分別[10]為
其中:a′為單個微凸體橫截面積;r′為截面積半徑;r′2=2Rδ(R?r′);γ為尺度參數,考慮到表面平整度及頻譜分布密度考慮,γ=1.5。


根據L-L模型[13],由彈塑性變形向塑性變形轉變時,其臨界變形量δ2c為
δ2c=76.4δ1c
(5)

(6)
修正后的二維微凸體橫截面積分布函數為

其中:Ds為二維分形維數;ψ為拓展域因子。
基于粗糙表面各向同性的假設,三維分形維數D=Ds+1,則三維微凸體橫截面積大小分布函數為
(7)


1.1 接觸表面法向載荷
基于微凸體截面積大小分布函數在各變形區域分別進行積分,加和得到總接觸表面法向載荷為

(11)
接觸表面名義壓強可表示為
(12)
1.2 接觸表面分形接觸剛度
1.2.1 法向接觸剛度
由赫茲理論可知,單個微凸體的法向接觸剛度為

(13)
式(7)在各變形階段分別進行積分,結合面法向接觸剛度可表示為
(14)
1.2.2 切向接觸剛度
單個微凸體的切向變形[14]為
(15)
單個微凸體的切向接觸剛度為

(16)
在完全彈性階段與彈塑性階段下分別積分,接觸表面切向接觸剛度可表示為

(17)
2 雙面鎖緊刀柄-主軸系統仿真模型
雙面鎖緊刀柄由刀柄本體、碟簧和錐套組成,其在高轉速狀態下通過碟簧自動調整刀柄錐面和主軸內錐面、以及刀柄端面與主軸端面之間的壓力,從而始終保持刀柄錐面、端面與主軸內錐面、端面的相互鎖緊狀態,如圖1所示。雙面鎖緊刀柄-主軸系統中主軸與刀柄材料均為20CrMo,其彈性模量為2.06×1011Pa,泊松比為0.28,材料屈服強度為1 300 N/mm2,錐面和端面粗糙度均為0.4。采用表面輪廓掃描儀得到粗糙表面輪廓的三維數據,基于功率譜方法[15]獲得該結合面各分形參數,其中二維分形維數Ds=1.36,表面粗糙度參數G=6.328×10-12m。假設結合表面各向同性,結合面三維分形參數D=Ds+1=2.36。主軸和刀柄結構尺寸參數如表1,2所示。
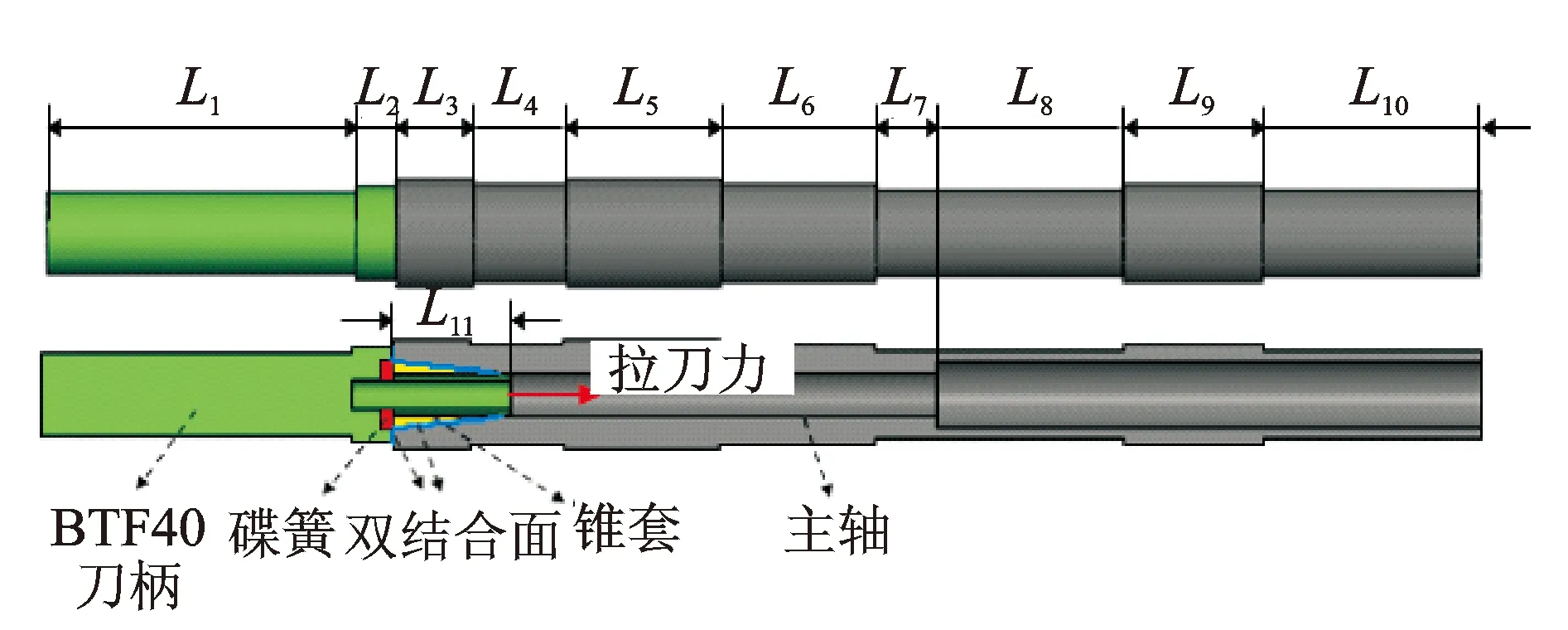
圖1 BTF40刀柄-主軸系統簡化幾何模型Fig.1 The simplified geometry model of the BTF40 toolholder-spindle system
表1 主軸尺寸參數Tab.1 The dimension parameters of the spindle mm
表2 刀柄尺寸參數Tab.2 The dimension parameters of the tool-holder mm
采用ANSYS仿真軟件對該系統結構進行靜力分析(主軸L4段軸向固定約束,施加拉刀力及碟簧預緊力)提取雙結合面各節點壓強。圖2,3分別為刀柄端面和錐面的有限元網格(錐形與端面結合面上的網格數目分別為264與120)及無轉速條件下雙結合面壓力云圖(拉刀力為12 kN,碟簧剛度及預緊力分別為1.4 kN/mm及1 kN)。由圖3可知,由于錐形結合面為旋轉對稱曲面,在距錐面大端相同距離的節點處壓強基本相等,因此提取錐面某一母線上各節點的壓強來體現錐面壓強分布。
圖2 端面和內錐面的有限元網格劃分Fig.2 The mesh generation of the contact surfaces
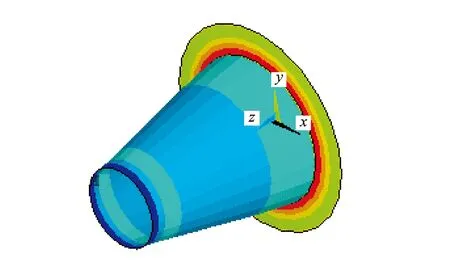
圖3 結合面壓力云圖Fig.3 The pressure nephogram of the contact surfaces
由于結合部徑向和扭轉剛度是評價系統整體剛度的重要參數,需將雙面鎖緊刀柄接觸表面的法向和切向接觸剛度等效為結合部的扭轉及徑向剛度。圖4為接觸表面節點的法向及切向剛度示意圖,A和B兩點分別為錐面接觸面與端面接觸面上的節點。
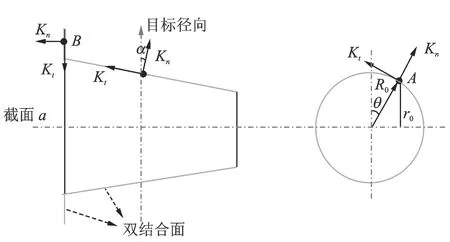
圖4 雙接觸表面節點的法向及切向剛度示意圖Fig.4 The schematic diagram of the nodal normal and tangential stiffness of the double contact surfaces
由于該模型為旋轉體對稱結構,則任取一徑向為目標徑向及軸截面a,計算等效徑向剛度Ktt和扭轉剛度Krr分別為

(18)

(19)
其中:Kni與Kti分別為錐形結合面上各節點處的法向剛度與切向剛度;Knj和Ktj分別為端面結合面上各節點的法向剛度與切向剛度;α,θ分別為錐面傾角與節點所在徑向方向與目標徑向之間的夾角;r0為節點所在位置距軸截面a的距離。
3 雙面鎖緊刀柄-主軸系統接觸特性
高轉速下,離心力、拉刀力、碟簧剛度和碟簧預緊力對雙面鎖緊刀柄-主軸系統聯接可靠性及結合面剛度均有重要影響,需研究上述參數對結合部接觸特性的影響。圖5為雙面鎖緊刀柄-主軸系統接觸特性分析流程圖。基于該流程分別分析計算不同轉速及高轉速條件下,不同拉刀力、碟簧剛度和預緊力對應的錐面接觸率及結合面等效扭轉與徑向剛度。
3.1 轉 速
轉速引起的離心力對系統聯接可靠性及結合面承載能力有重要影響,研究不同轉速下錐形結合面及端面結合面的接觸應力情況及結合部扭轉抗彎剛度系統接觸特性參數變化趨勢,為確定合理的轉速上限提供依據。為研究不同轉速對接觸特性的影響,根據企業對該系統的使用參數經驗值,拉刀力、碟簧剛度及碟簧預緊力分別取12 kN,1.4 kN/mm及1 kN。圖6,7分別為不同轉速條件下錐形結合面的節點壓強分布及接觸率。當轉速為25 kr/min時,由于碟簧彈力與拉刀力對錐套的共同作用,使錐面中部發生局部分離且接觸率為70%,該接觸率為可保證刀柄-主軸系統的聯接可靠性下限[16]。圖8,9分別為轉速對主軸-刀柄結合部等效扭轉與徑向剛度的影響規律。隨著轉速提高結合部扭轉和徑向剛度逐漸減小,在25 kr/min轉速條件下扭轉剛度與徑向剛度與無轉速工況下相比分別下降31.34%和32.41%。
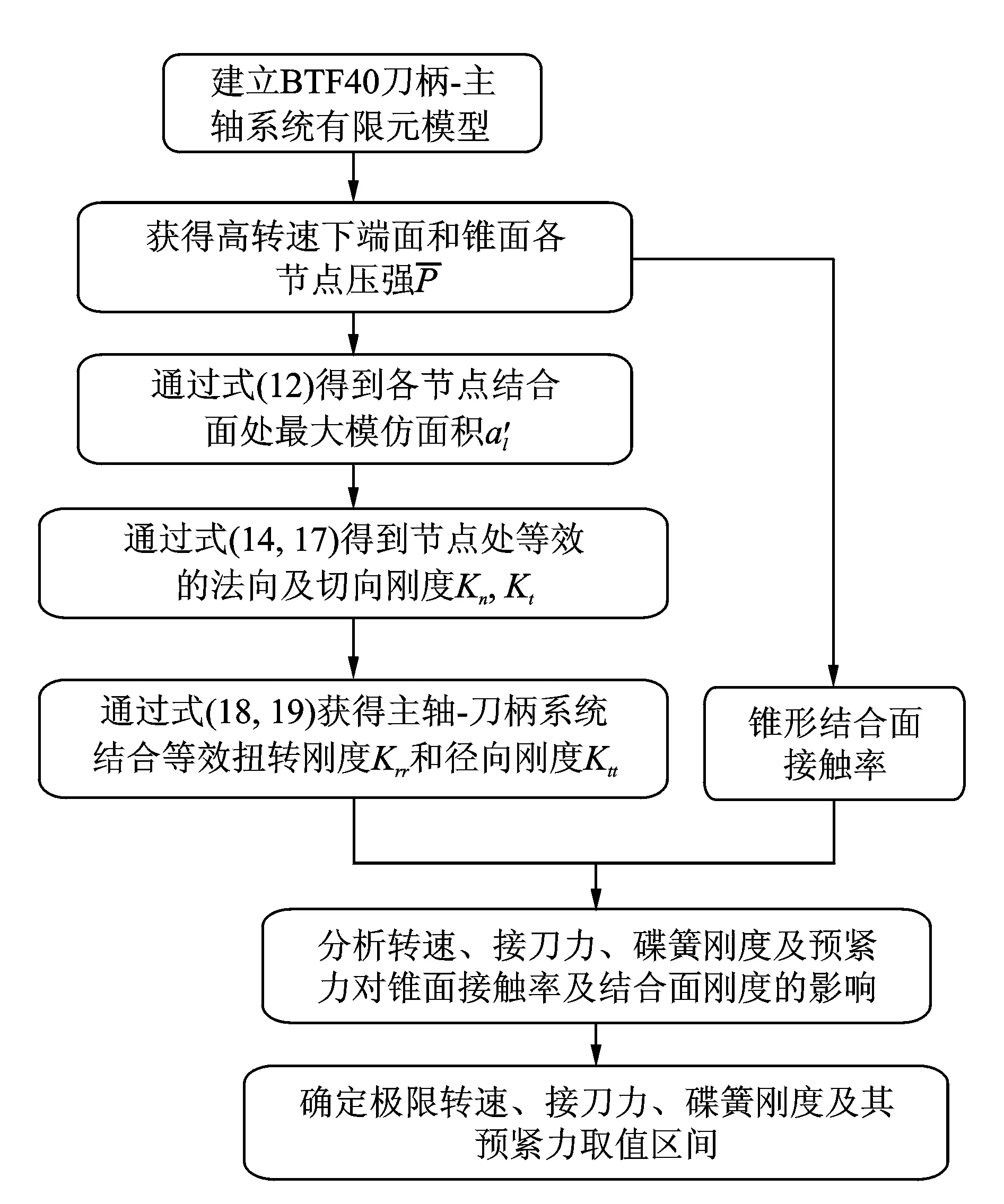
圖5 雙面鎖緊刀柄-主軸系統接觸特性分析流程圖Fig.5 The flow chart of contact characteristic analysis of the double-locking toolholder-spindle system
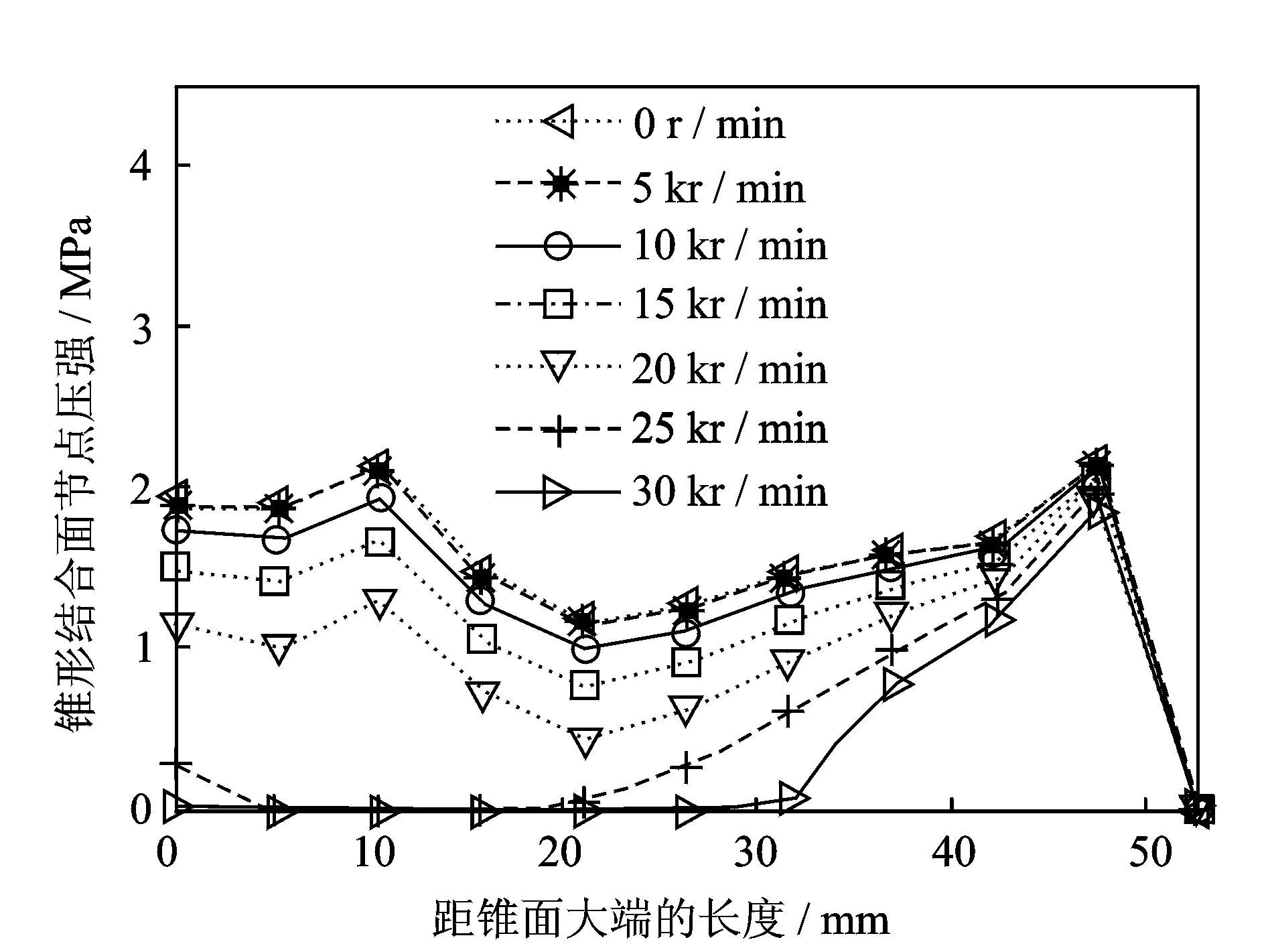
圖6 不同轉速下錐形結合面節點壓強分布Fig.6 The taper-surface contact pressure distribution at different speeds

圖7 轉速對錐面接觸率的影響Fig.7 The influence of speed on the taper-surface contact ratio
圖8 轉速對扭轉剛度的影響Fig.8 The influence of speed on the torsional stiffness
圖9 轉速對徑向剛度的影響Fig.9 The influence of speed on the radial stiffness
3.2 拉刀力
拉刀力對主軸-刀柄系統接觸特性有直接影響[1-2],拉刀力的增大導致結合面上的平均接觸壓力增大,結合面更易磨損,但同時又能提高其接觸剛度和可靠性。為了研究高轉速條件下拉刀力對錐形結合面接觸率及結合部徑向和扭轉剛度的影響,分別取轉速、碟簧剛度及預緊力分別為25 kr/min,1.4 kN/mm及1 kN。圖10表示隨著拉刀力的逐漸增大,錐形結合面中部的分離情況得到改善。由圖11可知,拉刀力能夠有效提高刀柄錐面的接觸率,在轉速為25 kr/min的條件下,當拉刀力小于10 kN時,接觸率小于70%,系統聯接不可靠。圖12和圖13為拉刀力對結合部扭轉和徑向剛度的影響規律,其隨著拉刀力的增大而增大,但當拉刀力大于14 kN時,結合部剛度的增幅較小。因此,拉刀力應取為10 kN~14 kN。
圖10 不同拉刀力下錐形結合面節點壓強分布Fig.10 The taper-surface contact pressure distribution at different draw-bar forces
圖11 拉刀力對錐面接觸率的影響Fig.11 The influence of draw-bar force on the taper-surface contact ratio

圖12 拉刀力對扭轉剛度的影響Fig.12 The influence of draw-bar force on the torsional stiffness
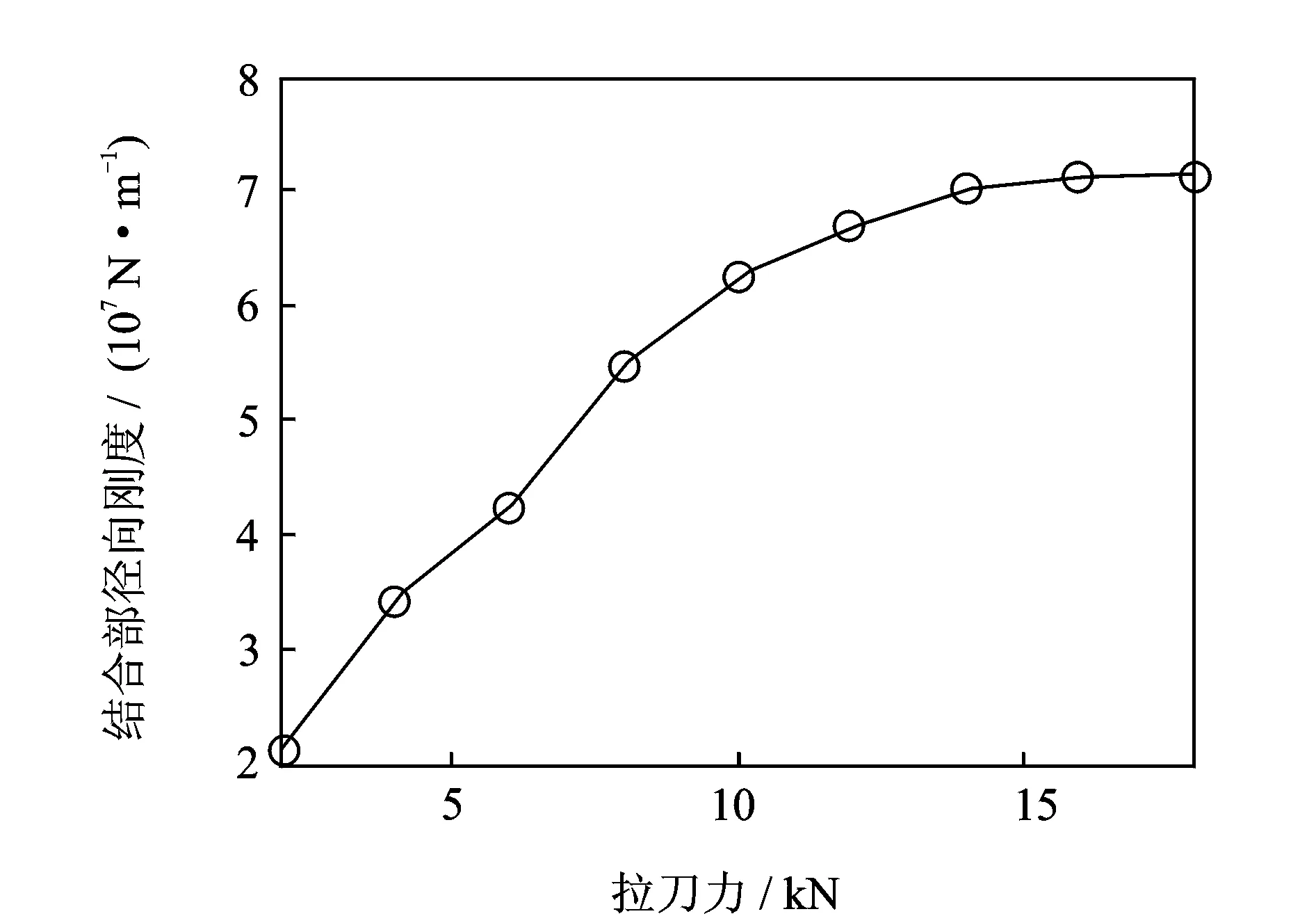
圖13 拉刀力對徑向剛度的影響Fig.13 The influence of draw-bar force on the radial stiffness
3.3 碟簧剛度
雙面鎖緊刀柄通過碟簧來調節錐面和端面的壓力,碟簧剛度直接影響雙面鎖緊刀柄與主軸的接觸狀態,為研究高轉速條件下碟簧剛度對系統接觸特性的影響,分別選取轉速、拉刀力及碟簧預緊力為25 kr/min,12 kN及1 kN。圖14,15表明隨著碟簧剛度的增大,錐面接觸率也逐漸增大,當碟簧剛度為1.18 kN/mm時,錐面接觸率增大到70.3%(滿足系統可靠性聯接要求)。圖16和圖17分別為碟簧剛度對扭轉和徑向剛度的影響規律,當碟簧剛度大于1.6 kN/mm時,隨著碟簧剛度的增加,結合部的扭轉和徑向剛度變化較小。因此,碟簧剛度合理的取值范圍為1.18 kN/mm~1.6 kN/mm。
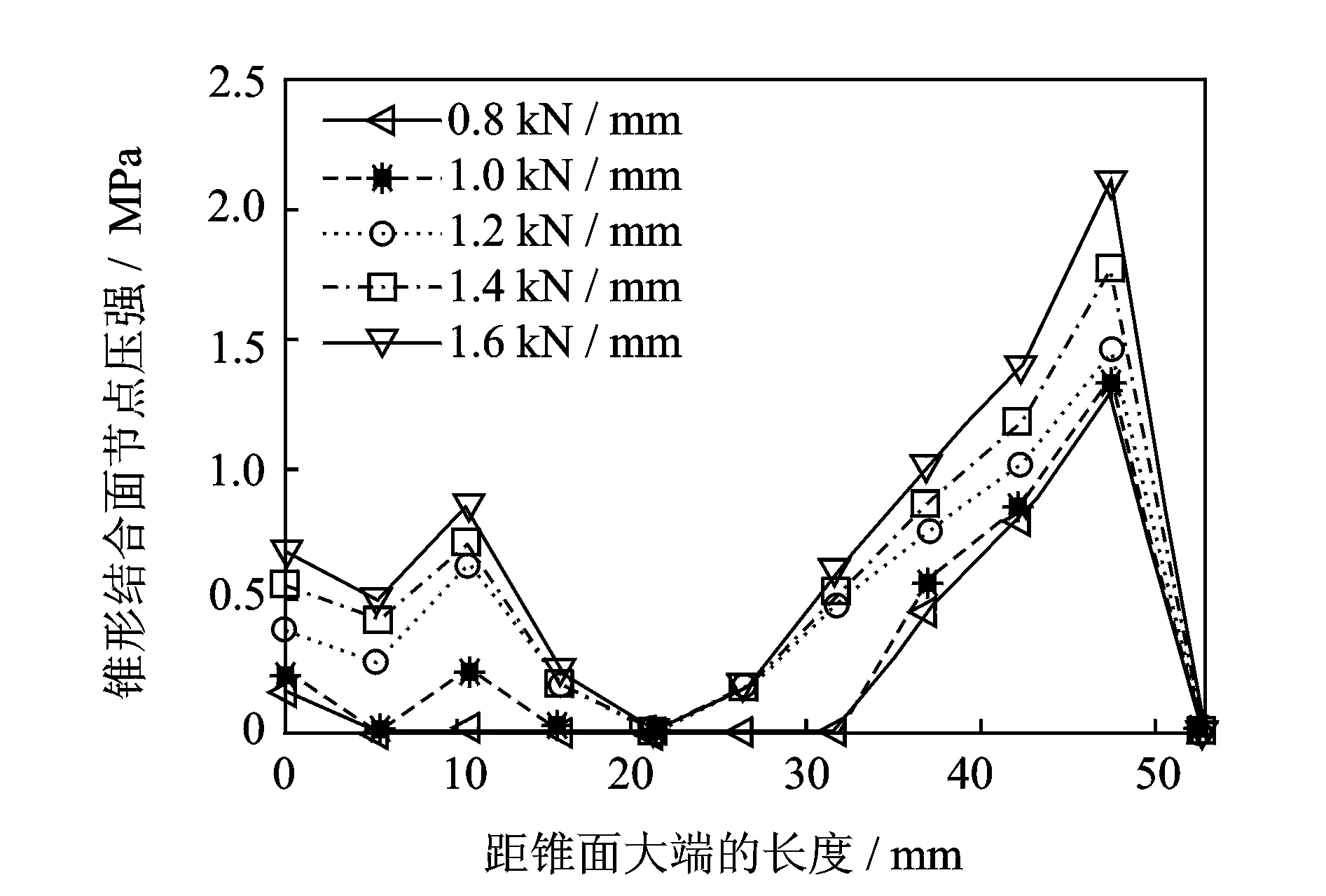
圖14 不同碟簧剛度下錐形結合面節點壓強分布Fig.14 The taper-surface contact pressure distribution at different disk-spring stiffness
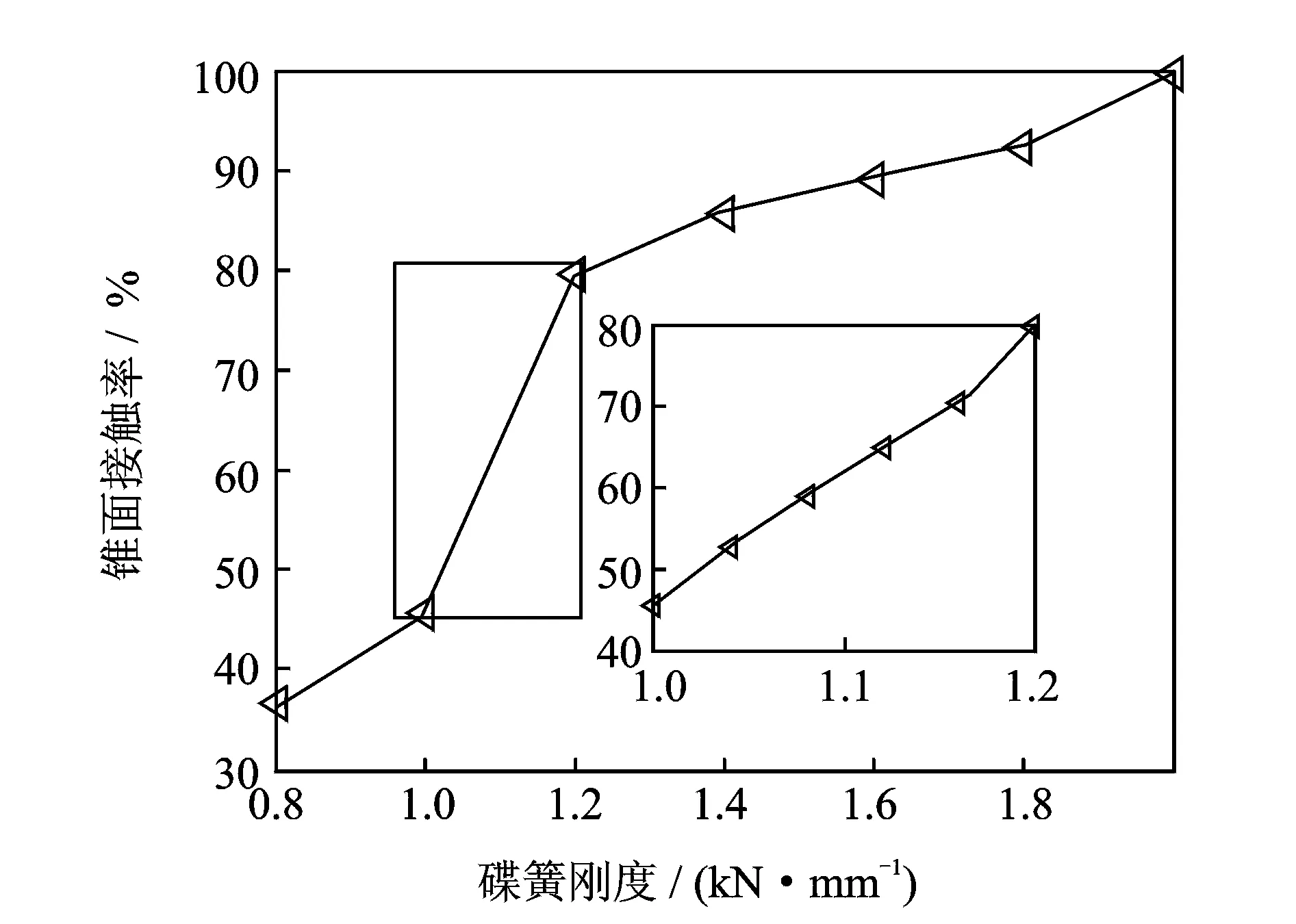
圖15 碟簧剛度對錐面接觸率影響Fig.15 The influence of disk-spring stiffness on the taper-surface contact ratio

圖16 碟簧剛度對扭轉剛度的影響Fig.16 The influence of disk-spring stiffness on the torsional stiffness

圖17 碟簧剛度對徑向剛度與的影響Fig.17 The influence of dis-spring stiffness on the radial stiffness
3.4 碟簧預緊力
為研究高轉速條件下碟簧預緊力對系統接觸特性的影響,取轉速為25 kr/min,拉刀力及碟簧剛度分別為12 kN和1.4 kN/mm。圖18,19為碟簧預緊力對錐面接觸情況的影響規律。碟簧預緊力的增加能夠提高錐面接觸率,當碟簧預緊力為0.92 kN時,錐面接觸率增大到71.4%,碟簧預緊力應大于0.92 kN。圖20和圖 21 分別為碟簧預緊力增大時結合部扭轉剛度及徑向剛度也隨之增大,當碟簧預緊力大于1.2 kN時,結合部剛度變化幅度均較小,即碟簧預緊力對結合部剛度影響較小。可見,碟簧預緊力合理取值范圍為0.92 kN~1.2 kN。
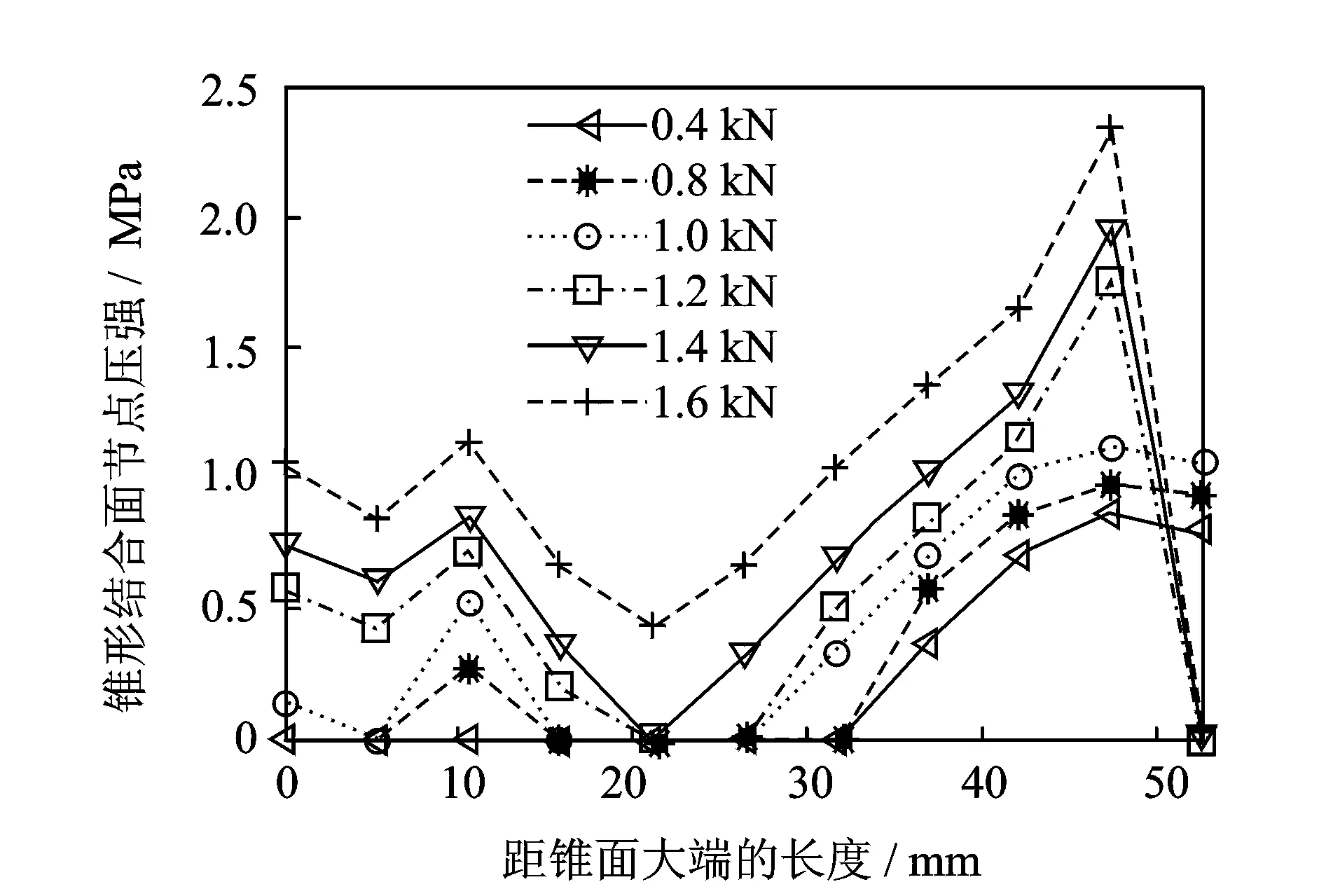
圖18 不同碟簧預緊力下錐形結合面節點壓強分布Fig.18 The taper-surface contact pressure distribution at different disk-spring pre-tightening forces

圖19 碟簧預緊力對錐面接觸率的影響Fig.19 The influence of disk-spring pre-tightening force on the taper-surface contact ratio

圖20 碟簧預緊力對扭轉剛度的影響Fig.20 The influence of disk-spring pre-tightening force on the torsional stiffness
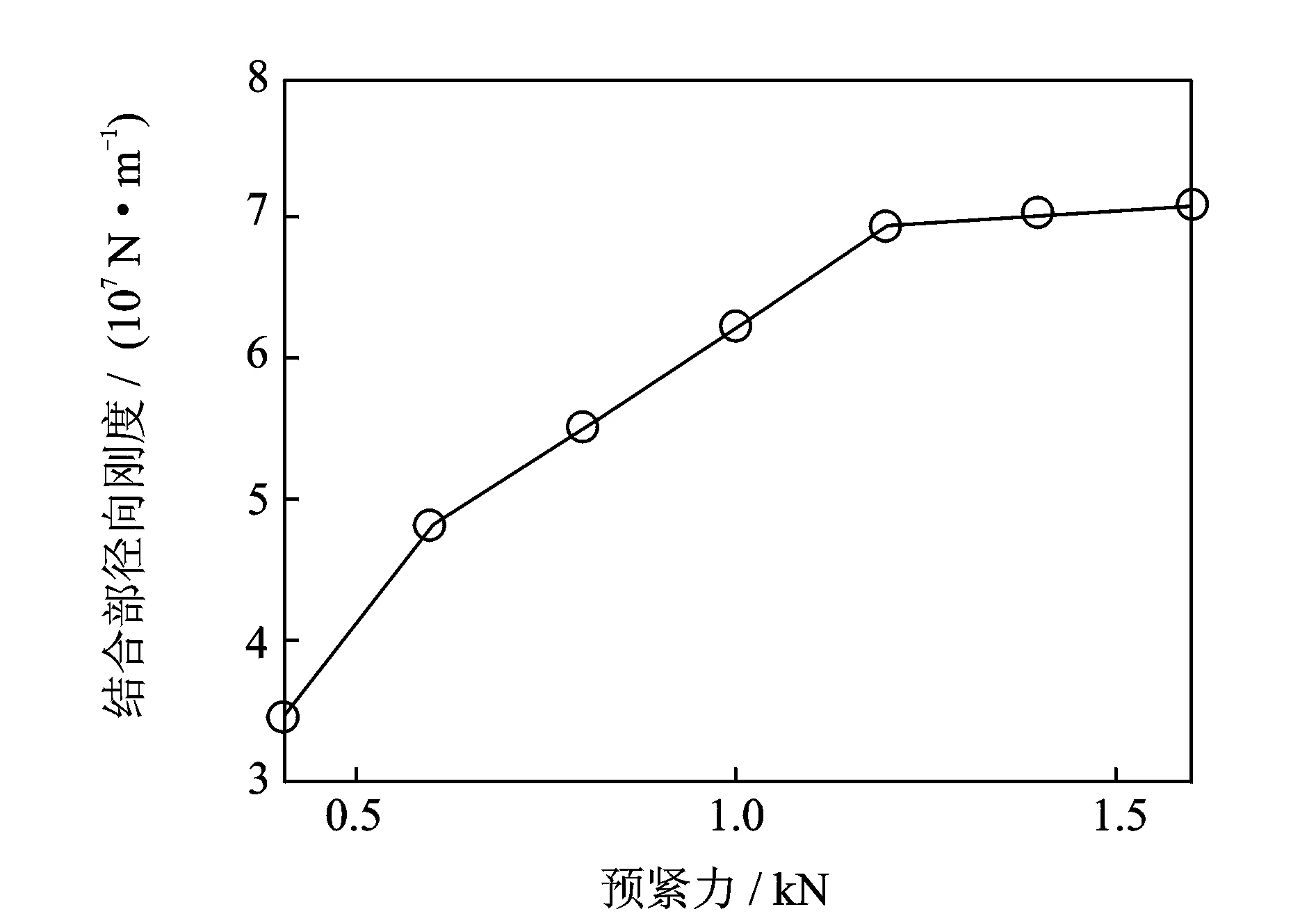
圖21 碟簧預緊力對徑向剛度的影響Fig.21 The influence of disk-spring pre-tightening force on the radial stiffness
4 結束語
提出宏微觀相結合的方法建立高轉速條件下雙面鎖緊刀柄(BTF40)-刀柄系統仿真模型,對其接觸特性進行預估。結果表明:高轉速下錐形結合部會發生分離,為保證主軸-刀柄系統聯接可靠性,該刀柄工作極限轉速為25 kr/min。分析了高轉速條件下拉刀力、碟簧剛度和碟簧預緊力對錐面接觸率、結合部徑向和扭轉剛度的影響規律,確定了拉刀力、碟簧剛度及預緊力的合理區間,分別為10 kN~14 kN,1.18 kN/mm~1.6 kN/mm和0.92 kN~1.2 kN。
[1] Tsutsumi M,Anno Y,Ebata N.Static characteristics of 7/24 tapered joint for machining center[J].Bulletin of the JSME,1983,26(213):461-467.
[2] Tsutsumi M,Kuwada Y,Shimizu S,et al.Static and dynamic stiffness of 1-10 tapered joints for automatic changing[J].International Journal of Japan Society of Precision Engineering,1995,30(4):301-306.
[3] Aoyama T,Inasaki I.Performances of HSK tool interfaces under high rotational speed[J].CIRP Annals Manufacturing Technology,2001,50(1):281-284.
[4] Schmitz T L,Donalson R R.Predicting high-speed machining dynamics by substructure analysis [J].CIRP Annals Manufacturing Technology,2000,49(1):303-308.
[5] Schmitz T L,Davies M A,Kennedy M D.Tool point frequency response prediction for high-speed machining by RCSA[J].Journal of Manufacturing Science and Engineering,2001,123(4):700-707.
[6] Zhao Yongsheng,Song Xiaolei,Cai Ligang,et al.Surface fractal topography-based contact stiffness determination of spindle-toolholder joint[J].Journal of Mechanical Engineering Science,2016,230(4):602-610.
[7] Majumdar A,Bhushan B.Fractal model of elastic-plastic contact between rough surfaces [J].Journal of Tribology,1991,113(1):1-11.
[8] Majumdar A,Tien C L.Fractal characterization and simulation of rough surfaces[J].Wear,1990,136(2):313-327.
[9] 李小彭,郭浩,劉井年,等.考慮摩擦的結合面法向剛度分形模型及仿真[J].振動、測試與診斷,2013(2):210-213.
Li Xiaopeng,Guo Hao,Liu Jingnian,et al.Fractal model and simulation of normal contact stiffness considering the friction between joint surfaces[J].Journal of Vibration,Measurement &Diagnosis,2013(2):210-213.(in Chinese)
[10]牛作證,張學良,溫淑花,等.結合面切向接觸剛度三維分形模型[J].太原科技大學學報,2013,34(5):361-367.
Niu Zuozheng,Zhang Xuelaing,Wen Shuhua,et al.Three-dimensional fractal model of tangential contact stiffness of joint interfaces [J].Journal of Taiyuan University of Science and Technology,2013,34(5):361-367.(in Chinese)
[11]Wang S,Komvopoulos K.A fractal theory of the interracial temperature distribution in the slow sliding regime:part I-elastic contact and heat transfer analysis[J].Journal of Tribology,Transcations of ASME,1994,116(4):812-823.
[12]Yan W,Komvopoulos K.Contact analysis of elastic-plastic fractal surfaces[J].Jounral of Applied Physics,1998,84(7):3617-3624.
[13]Liou J L.The theoretical study for microcontact model with variable topography parameters[D].China,Taiwan:National Cheng Kung University,2006.
[14]Zhang Xueliang,Wang Nanshan,Lan Guosheng,et al.Tangential damping and its dissipation factor models of joint interfaces based on fractal theory with simulations[J].Journal of Tribology,2014,136(1):011704-1-011704-10.
[15]張蓉竹,蔡邦維.功率譜密度的數值計算方法[J].強激光與粒子束,2000(12):661-664.
Zhang Rongzhu,Cai Bangwei.Numerical method of the power spectral density[J].High Power Laser and Particle Beams,2000(12):661-664.(in Chinese)
[16]張松,艾興.HSK主軸/刀具聯接的有限元分析[J].機械科學與技術,2004,23(6):631-633.
Zhang Song,Ai Xing.Finite element analysis of HSK spindle/toolholder interface[J].Mechanical Science and Technology,2004,23(6):631-633.(in Chinese)

10.16450/j.cnki.issn.1004-6801.2017.04.006
* 國家科技重大專項資助項目(51375025);國家自然科學基金資助項目(3132004)
2015-06-10;
2015-08-22
TH131
趙永勝,男,1975年11月生,博士、副教授。主要研究方向為機床動力學、非線性系統辨識、系統仿真與控制。曾發表《Surface fractal topography-based contact stiffness determination of spindle-toolholder joint》(《Proceedings of the Institution of Mechanical Engineers,Part C:Journal of Mechanical Engineering Science》 2016,Vol.230,No.4)等論文。 E-mail:yszhao@bjut.edu.cn
