提高熱鍛模具壽命途徑的探討
2017-09-12 08:05:59吳傲宗陸長(zhǎng)青張國(guó)宏王悅凱第一拖拉機(jī)股份有限公司鍛造廠
鍛造與沖壓 2017年17期
文/吳傲宗,陸長(zhǎng)青,張國(guó)宏,王悅凱·第一拖拉機(jī)股份有限公司鍛造廠
提高熱鍛模具壽命途徑的探討
文/吳傲宗,陸長(zhǎng)青,張國(guó)宏,王悅凱·第一拖拉機(jī)股份有限公司鍛造廠
模具是鍛壓生產(chǎn)的主要工藝裝備,是零件毛坯制造無可替代的專用工具。鍛造毛坯不但能獲得金屬零件的形狀,而且具有良好的內(nèi)部組織、力學(xué)性能和物理性能。因此,鍛造毛坯可以縮短零件制造周期,提高產(chǎn)品質(zhì)量,具有良好的經(jīng)濟(jì)效益。但是,國(guó)內(nèi)大多數(shù)鍛造企業(yè),熱鍛模具平均使用壽命僅相當(dāng)于發(fā)達(dá)國(guó)家的1/5~1/3,存在很大的差距,如何提高鍛模使用壽命已成為國(guó)內(nèi)鍛造企業(yè)關(guān)注的重要問題。
失效原因
熱模鍛是將加熱后的坯料放入模具型槽內(nèi),在強(qiáng)大的壓力和一定的速度作用下,迫使金屬產(chǎn)生劇烈的塑性變形,從而獲得所需形狀的工件。熱鍛模具在脈沖的高溫高壓下連續(xù)工作,模具內(nèi)部將造成很大的高壓應(yīng)力,最終引起模具失效。
熱鍛模具的失效可分為非正常失效和正常失效。非正常失效是指模具未能達(dá)到一定的生產(chǎn)需求就無法繼續(xù)服役的失效,其形式有塑性變形、斷裂、局部嚴(yán)重磨損等。正常失效是指模具經(jīng)長(zhǎng)時(shí)間服役,因緩慢塑性變形、蠕變、均勻磨損以及疲勞斷裂,致使其不能繼續(xù)服役造成的報(bào)廢。從生產(chǎn)實(shí)際情況看,模具失效主要有磨損失效、變形失效、斷裂失效和疲勞失效。
磨損失效
在鍛打過程中,高溫金屬在模具型槽中高速流動(dòng),就會(huì)與模具型槽表面產(chǎn)生劇烈的摩擦而造成磨損,特別是模具型槽表面加工質(zhì)量不高,潤(rùn)滑不良時(shí)更容易產(chǎn)生磨損。磨損對(duì)鍛件尺寸和表面質(zhì)量影響較大,當(dāng)超出鍛件公差而無法修復(fù)時(shí),則模具報(bào)廢。這種失效形式在熱鍛模具中占75%左右。
變形失效
熱鍛模具在服役時(shí),承受巨大的應(yīng)力和載荷,當(dāng)模具的某一部位所受的應(yīng)力超過了當(dāng)時(shí)溫度下模具材料的屈服強(qiáng)度時(shí),就會(huì)產(chǎn)生塑性變形,造成模具無法修復(fù)而報(bào)廢。
變形失效的原因有:⑴選擇的模具材料強(qiáng)度不夠;⑵熱處理工藝不當(dāng),未能達(dá)到模具鋼的最佳強(qiáng)韌性;⑶使用不當(dāng),有局部超載發(fā)生;⑷熱作模具鋼與高溫坯料接觸,當(dāng)模具型槽表面溫度超過模具鋼的回火溫度時(shí),其強(qiáng)度下降,從而發(fā)生熱塑性變形失效。
斷裂失效
在鍛打過程中,模具型槽承受巨大的沖擊載荷及內(nèi)應(yīng)力,當(dāng)模具本身承載能力不足時(shí),就會(huì)出現(xiàn)模具斷裂。這種情況多數(shù)發(fā)生在模具型槽最深部,尤其是容易形成應(yīng)力集中的轉(zhuǎn)角處。
疲勞失效
熱鍛模具經(jīng)過較長(zhǎng)時(shí)間的鍛打,在模具表面也會(huì)產(chǎn)生微觀裂紋,并逐漸擴(kuò)展成宏觀裂紋,當(dāng)其達(dá)到臨界尺寸后,也會(huì)發(fā)生低應(yīng)力脆斷,這就是模具的疲勞失效。
有效途徑
正確選擇模具材料和熱處理硬度
熱鍛模具在高溫高壓作用下連續(xù)工作,同時(shí)還連續(xù)反復(fù)受熱和冷卻,工作狀況非常惡劣,因此,要保證其能夠長(zhǎng)時(shí)間可靠工作,就要求所選的模具材料必須具有高的硬度、強(qiáng)度、沖擊韌性,良好的淬透性,足夠的熱疲勞強(qiáng)度和熱穩(wěn)定性。
模具材料的選用要根據(jù)設(shè)備的種類、鍛件的復(fù)雜程度、鍛造工藝方式等因素決定。一般而言,在壓力機(jī)上模鍛時(shí),沖擊力較小,但熱坯料接觸模具型槽時(shí)間較長(zhǎng),必須選擇抗熱性能強(qiáng)的模具鋼,如4Cr5MoSiV、4Cr5MoSiV1、5Cr2NiMoVSi等。而錘上模鍛時(shí),由于模鍛錘打擊時(shí)具有高的沖擊負(fù)荷,應(yīng)選擇沖擊韌性高的鋼種,如5CrNiMo、B2等。
由于磨損是熱鍛模具失效的主要形式,因此,適當(dāng)提高模具型槽表面硬度,其耐磨性增強(qiáng)有助于提高模具壽命,然而硬度與韌性是相反的性能,硬度高,韌性就差,當(dāng)模具型槽表面硬度超過一定值后,模具壽命反而隨著硬度的繼續(xù)增加而急劇下降。與此同時(shí),模具的失效形式也從磨損變?yōu)殚_裂。因此,合理選用模具熱處理硬度以保證其綜合性能,圖1為某廠生產(chǎn)曲軸鍛件模具硬度與壽命關(guān)系圖。
模具表面強(qiáng)化處理工藝
模具表面處理工藝可以讓常見的模具材料滿足熱鍛模具較高的綜合性能要求,因此受到了模具行業(yè)的重視,它在很大程度上彌補(bǔ)了模具材料的不足,有效地提高了熱鍛模具的使用壽命。
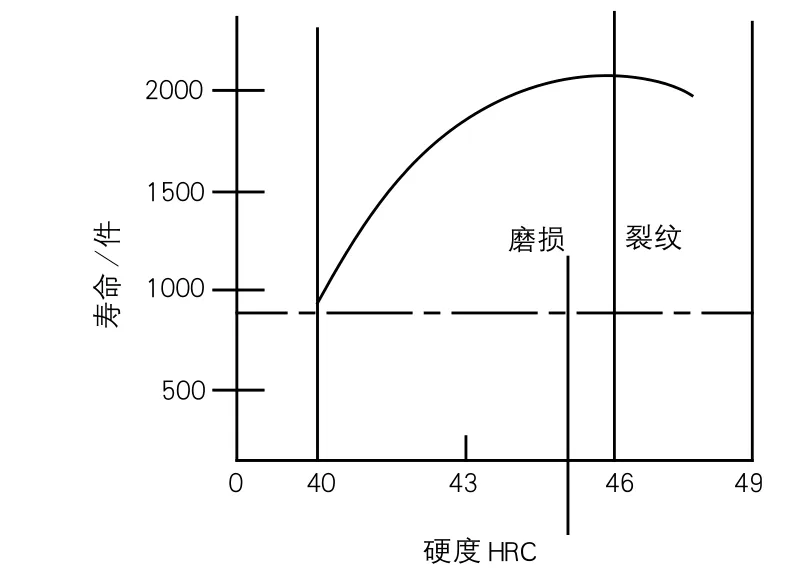
圖1 曲軸鍛件模具硬度與壽命關(guān)系圖
模具表面強(qiáng)化處理工藝很多,主要有離子氮化、離子滲碳、離子碳氮共滲、滲硼、氣體碳氮共滲、雙金屬堆焊等。一般可提高熱模鍛模具壽命0.7~2倍。如某廠4Cr5MoSiV模具鋼汽車發(fā)動(dòng)機(jī)連桿模具,進(jìn)行離子氮化表面強(qiáng)化處理,表面硬度1000HV左右,層深0.2~0.3mm,模具壽命提高0.7~1倍。但是,不同的模具鋼應(yīng)采用相應(yīng)合適的表面強(qiáng)化工藝,否則將適得其反。如5Cr2NiMoVSi模具鋼就不能采用離子氮化,因?yàn)樵撃>咪撛陔x子氮化過程中產(chǎn)生脈狀組織,降低熱模鍛模具沖擊韌性,反而降低模具壽命。
合理的熱鍛模具設(shè)計(jì)
模具設(shè)計(jì)是影響模具壽命的重要因素,據(jù)統(tǒng)計(jì),熱鍛模具因裂紋失效有10%是因?yàn)樵O(shè)計(jì)不當(dāng)。因此,合理選擇設(shè)計(jì)參數(shù)是提高熱鍛模具壽命的關(guān)鍵。需要從以下幾個(gè)方面進(jìn)行考慮。
⑴正確選擇分模面。
分模面的位置決定了金屬填充模具型槽的方式及模具型槽深度,對(duì)模具壽命影響很大。分模面的正確選擇是應(yīng)該保證鍛件順利成形和出模,避免或減少采用曲線分模,使模具加工制造簡(jiǎn)單方便。同時(shí),由于下模工作條件比上模更惡劣,一般應(yīng)將較深的模具型槽和凸臺(tái)設(shè)置在上模,使上下模壽命趨于相等,有利于提高模具壽命。如圖2所示,鍛件使用B-B面分模比使用A-A面分模更有利于鍛件成形和出模,鍛模壽命可提高1.5~2倍。
⑵飛邊槽的設(shè)計(jì)。
飛邊槽(圖3)是影響熱鍛模具壽命的最敏感結(jié)構(gòu)之一,其主要作用是增加金屬流出模具型槽的阻力,迫使金屬充滿模具型槽以及容納多余的金屬。當(dāng)變形金屬進(jìn)入飛邊槽后,金屬的流動(dòng)阻力會(huì)隨著溫度的下降而劇增,從而促使金屬填充模具型槽,以保證鍛件的成形。與此同時(shí),熱鍛模具的負(fù)荷增加,飛邊槽橋部的磨損也相應(yīng)的加劇,因此,在設(shè)計(jì)飛邊槽時(shí)既要保證鍛件成形又不能使模具負(fù)荷過重導(dǎo)致模具損壞。
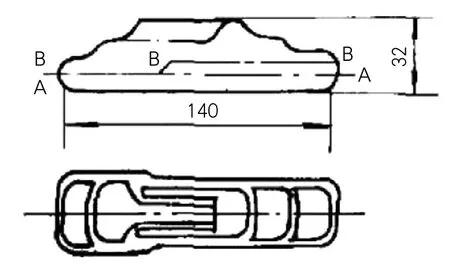
圖2 鍛件分模面
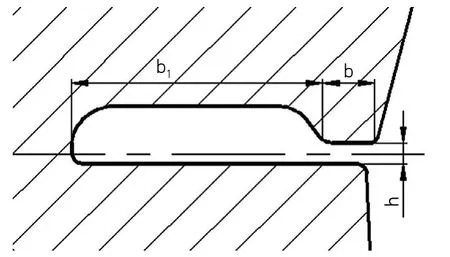
圖3 飛邊槽
影響飛邊阻力的主要因素是飛邊橋部高度h和寬度b或b/h。隨著h值的增大,b或b/h值的減小,飛邊阻力減小到一定程度,鍛件充不滿。而隨著h值的減小,b值的增大,飛邊阻力增大,熱鍛模具機(jī)械負(fù)荷迅速上升,模具壽命顯著減少。因此,在設(shè)計(jì)飛邊槽時(shí),應(yīng)根據(jù)鍛件大小、復(fù)雜程度以及設(shè)備能力來選定飛邊槽尺寸,即在保證金屬能充滿模具型槽的前提下,增加h值,減少b值,以減少飛邊阻力,提高模具壽命。
⑶模鍛拔模斜度和圓角半徑。
拔模斜度大小直接影響到鍛件出模,從而影響到熱鍛模具工作部分表面溫度的高低,因此,在可能的情況下盡量選擇較大的拔模斜度,對(duì)提高模具壽命能起到顯著效果。
模具上的凹凸圓角半徑不能太小。模具型槽深處的凹圓角半徑過小,金屬充填小圓角時(shí)需要很大的壓力,并且該部位有應(yīng)力集中,容易產(chǎn)生裂紋;凸圓角半徑太小會(huì)在鍛件中產(chǎn)生折紋或切斷金屬流線。因此,取較大的圓角半徑對(duì)鍛件成形、出模和模具壽命都有利。除了模具型槽圓角半徑的影響外,熱鍛模具燕尾根部圓角大小也是很重要的因素,通常燕尾部分出現(xiàn)裂紋的原因之一是由于圓角太小,因此,燕尾根部圓角半徑應(yīng)大于5mm。
⑷預(yù)鍛型槽的設(shè)計(jì)。
預(yù)鍛型槽是用來分配坯料各部位的金屬體積,使其更接近鍛件外形,改善金屬在終鍛型槽內(nèi)的流動(dòng)條件,保證終鍛時(shí)成形飽滿;避免折疊、裂紋等缺陷,減少終鍛型槽的磨損,提高模具壽命。
在設(shè)計(jì)預(yù)鍛型槽時(shí),必須考慮坯料斷面面積和體積分配,而且必須確定預(yù)鍛型槽和終鍛型槽高度和寬度的關(guān)系,盡可能設(shè)計(jì)成在終鍛型槽內(nèi)是鐓粗成形。但是,對(duì)于不易充滿部位的終鍛采用擠壓成形。實(shí)踐證明,預(yù)鍛型槽設(shè)計(jì)合理,鍛模壽命可提高約30%~50%。圖4為連桿鍛件工字形截面設(shè)計(jì)圖。
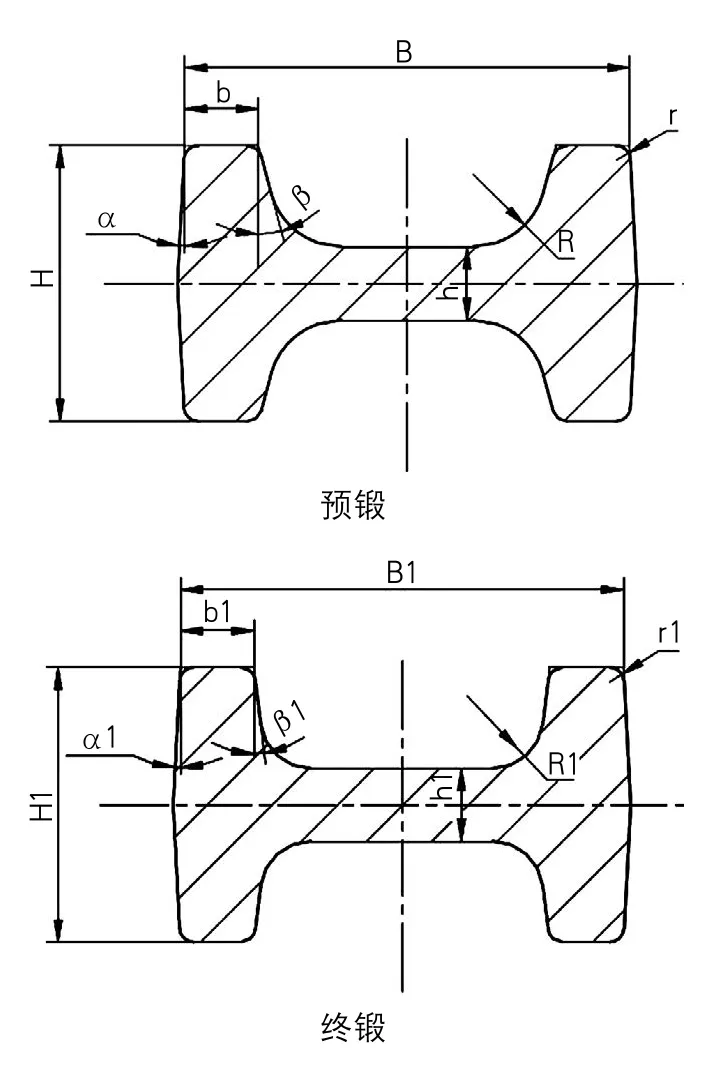
圖4 工字形截面預(yù)鍛、終鍛設(shè)計(jì)圖
⑸熱鍛模具承擊面積和模壁厚度。
熱鍛模具承擊面積是指除去模具型槽和飛邊槽之外的打擊面積,承擊面小,熱鍛模具容易打裂或過早壓陷,對(duì)于安全生產(chǎn)也不利;但承擊面過大,又浪費(fèi)模具材料增加模具成本。一般熱鍛模具允許最小承擊面積F≥300Gcm2,G為鍛錘噸位,但隨著鍛錘噸位增大,承擊面可相應(yīng)的減小,因此,通常根據(jù)表1數(shù)據(jù)來確定最小承擊面的允許值。
模壁厚度對(duì)熱鍛模具的影響主要是模壁太薄處容易打裂,因而要保證模壁有一定的強(qiáng)度,最小壁厚一般按S=Kh計(jì)算。式中K為系數(shù)(按模具型槽深度和位置取值),h為模具型槽深度。

表1 允許最小承擊面積
⑹模塊纖維方向。
熱鍛模具模塊材料的纖維方向與模具壽命密切相關(guān),模塊的纖維方向應(yīng)垂直于打擊方向,絕對(duì)不允許纖維方向與打擊方向平行。如某鍛壓機(jī)汽車半軸熱鍛模具的終鍛模誤將流線方向和打擊方向平行,模具壽命僅是相同流線合格模具的15%。
提高模具加工質(zhì)量及加工精度
對(duì)于精度高的鍛件,如轎車汽車發(fā)動(dòng)機(jī)連桿,鍛件重量要求比較嚴(yán)格,按照傳統(tǒng)方式加工出來的熱鍛模具無法使用或壽命極低,鍛件廢品率也高。實(shí)現(xiàn)CAD/CAM一體化生產(chǎn),能夠有效保證數(shù)據(jù)真實(shí)準(zhǔn)確,加工精度也有極大提高,從而保證了熱鍛模具的加工質(zhì)量。
“數(shù)控加工+電解加工”也是目前熱鍛模具加工的常用方式,熱鍛模具熱處理后在數(shù)控機(jī)床上進(jìn)行半精加工,然后在精密電火花機(jī)床上用石墨電極沖形,最后進(jìn)行拋光處理。石墨電極精沖深度為0.5mm,電流選擇15A。模具型槽公差深度、水平方向均可達(dá)±0.05mm。與銑削加工出的熱鍛模具相比,可提高模具壽命50%以上。
模具的合理使用和維護(hù)
合理使用熱鍛模具,包括鍛模的預(yù)熱、終鍛溫度的控制、及時(shí)進(jìn)行潤(rùn)滑冷卻和清除氧化皮、隨時(shí)修磨模具上的缺陷等,都可以有效的提高熱鍛模具使用壽命。
⑴鍛模的預(yù)熱。
熱鍛模具在鍛前必須預(yù)熱,一般預(yù)熱溫度在200~300℃。大型模具和高合金鋼模具預(yù)熱溫度要偏高。預(yù)熱時(shí)間應(yīng)保證模具內(nèi)外溫度均勻,從而降低溫度應(yīng)力,提高沖擊韌性。鍛模預(yù)熱還可以減少坯料降溫,使其保持塑性,從而達(dá)到減輕鍛模負(fù)荷,延長(zhǎng)鍛模使用壽命的目的。預(yù)熱的常用方式有:煤氣噴嘴烘熱或?qū)S妙A(yù)熱裝置。
⑵鍛模的冷卻和潤(rùn)滑。
鍛件生產(chǎn)時(shí),要嚴(yán)格控制坯料的鍛造溫度,若料溫過低,變形抗力增大,形成打冷鐵現(xiàn)象,對(duì)設(shè)備和模具都不利。因此,在確保坯料不發(fā)生過燒、過熱的前提下,坯料溫度盡可能高,并保證溫度公差不超過50~100℃。
⑶鍛模的冷卻和潤(rùn)滑。
鍛造生產(chǎn)過程中,必須對(duì)模具進(jìn)行冷卻和潤(rùn)滑,以減少坯料與模具型槽間的摩擦及坯料的變形抗力,有利于金屬流動(dòng),而且可以防止因模具溫度過高而產(chǎn)生塑性變形,使模具失效。
⑷清除氧化皮。
模鍛生產(chǎn)產(chǎn)生的氧化皮對(duì)模具型槽磨損很嚴(yán)重,因此,應(yīng)盡量減少氧化皮,對(duì)進(jìn)入模具型槽的氧化皮必須使用壓縮空氣及時(shí)清除。為減少氧化皮可采用幾種方法,如盡量減少坯料加熱時(shí)間,采用少氧化加熱,終鍛前采用制坯方式或機(jī)械方法清除坯料的氧化皮等。
⑸鍛模的維護(hù)。
鍛模使用完,要檢查模具的使用情況,模具型槽有塑性變形、壓塌、劃痕和裂紋等缺陷應(yīng)及時(shí)修復(fù)。當(dāng)模具型槽損壞到嚴(yán)重影響鍛件質(zhì)量時(shí),模具必須進(jìn)行翻新。翻新時(shí)應(yīng)考慮鍛模的厚度和閉合高度,應(yīng)避免鍛模厚度薄而容易被擊碎。若模具需要放置一段時(shí)間,應(yīng)清理掉鍛模上的殘?jiān)蛪m污,然后用黃油涂抹整個(gè)模面和型腔,并封存。
結(jié)束語
綜上,由于熱模鍛過程復(fù)雜,影響模具失效的因素很多,只有采取有效的技術(shù)和管理措施才能提高模具壽命,降低模具的使用成本,減少生產(chǎn)中模具修理和更換的時(shí)間,進(jìn)而降低鍛件的制造成本,提升市場(chǎng)的競(jìng)爭(zhēng)能力和獲利空間。
