
循環流化床鍋爐中防磨梁與熱噴涂相結合的防磨技術
2017-09-13 17:31:04李霞
中國鹽業 2017年16期
■ 李霞
循環流化床鍋爐中防磨梁與熱噴涂相結合的防磨技術
■ 李霞
循環流化床鍋爐自從投入使用以來,其受熱面的磨損問題一直是整個行業關注的焦點。循環流化床(CFB)鍋爐由于其特有的結構及流化、懸浮的燃燒方式和物料流動的特點,使得高溫、高濃度物料在爐內進行強烈返混,造成了大量物料對爐膛內受熱面的沖刷,使爐膛受熱面受到嚴重磨損。爐膛受熱面磨損嚴重,集中表現為爐膛水冷壁密相區的管子磨損,一般鍋爐連續運行3~6個月即會由于密相區水冷壁管磨損泄漏而被動停爐,造成了一定的經濟損失。作為熱電聯產企業,同時可能影響供熱安全及穩定,因此解決水冷壁防磨問題是循環流化床鍋爐安全、經濟、穩定運行的關鍵。
循環流化床鍋爐防磨梁 熱噴涂技術 水冷壁
1 背景
蘭太實業股份有限公司熱動力分廠2?75t/h循環流化床鍋爐主要承擔企業生產、職工醫院及居民日常供熱等任務,運行穩定極為重要。自鍋爐投運以來,多次出現因密相區水冷壁管磨損泄漏而被動停爐。起初熱動力分廠采用熱噴涂工藝解決受熱面磨損問題,經實踐證明做過熱噴涂的水冷壁仍然頻繁發生爆管現象,充分證明熱噴涂工藝的不足。自從引進防磨梁技術(該技術是采用主動多階式防磨梁技術,從主動降低貼流的灰濃度與速度著手,從根本上控制導致磨損產生的因素,此項技術被行業稱為主動防磨梁技術),利用主動防磨和被動防磨技術結合的方法,大大降低了水冷壁磨損的速度,使用周期從兩年提高到五年,對爐膛密相區上中下部的水冷壁進行有效防護,鍋爐爆管幾率明顯減少。熱動力分廠在2015年對分廠1#鍋爐加裝防磨梁,2#鍋爐維持原狀,經過一年運行,1#防磨梁效果明顯,表1是2015年熱動力分廠停爐檢修統計表。
2 防磨梁的防磨機理
防磨梁由耐火耐磨可塑料制成,總共設置4層。最底層距下部澆注料約1000mm,目的是為了保護澆注料與水冷壁的過渡區域;水冷壁下層對接焊縫部位做一層防磨梁,直接將對接焊縫覆蓋,對最易磨損部位形成最直接的保護作用;最上層在焊縫層澆筑約800mm,最底層與焊縫層中間再做1層防磨梁。防磨梁突出管外沿約100mm,豎直寬度100mm,防磨梁上部做成水平狀,以利于自然儲灰。當大流量的緊貼水冷壁管排表面及鰭片凹槽的貼壁灰流碰到水冷壁防磨梁上的儲灰時,被軟阻擋,使貼壁流減速,這樣貼壁灰流對防磨梁上沿的垂直水冷壁管的磨損就大大減小。同時,從防磨梁溢出的灰流依然沿垂直水冷壁管排表面及鰭片凹槽流下,但不會緊貼管壁表面,且速度也大大減小,渦流的形成強度就大大減小,這樣經層層阻擋減速后,貼壁灰流對防磨梁下的水冷壁的磨損也就大大減小,最終實現從根本上降低水冷壁磨損速率的目的,這種標本兼治的方法有效延長了循環流化床鍋爐水冷壁的使用壽命。
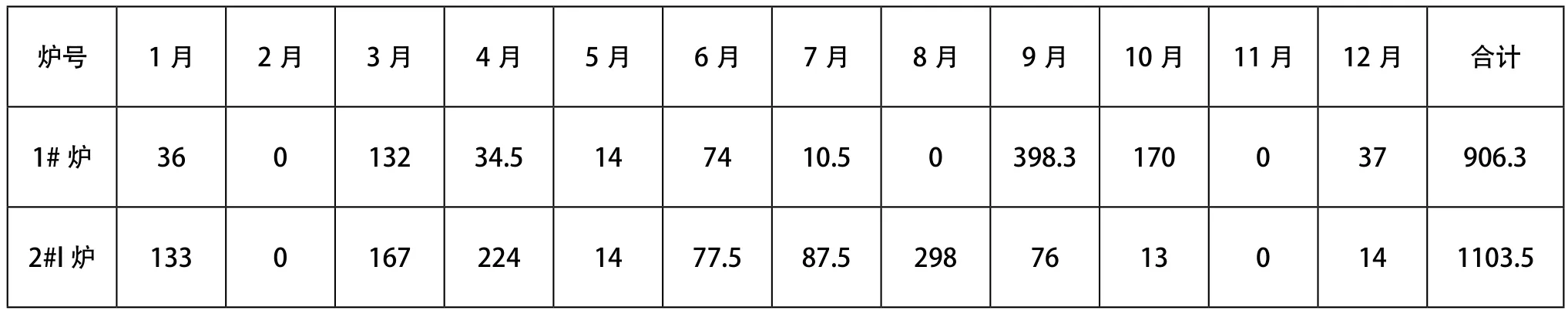
表1 熱動力分廠2015年停爐檢修統計表 (單位:小時)
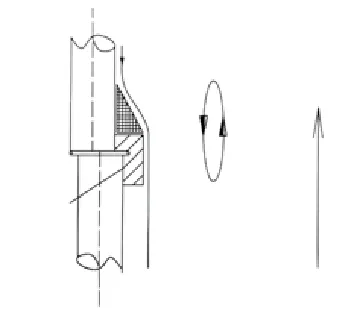
圖1 防磨梁布置形式
熱噴涂技術目前在國內得到廣泛的推廣應用,在此不做詳細介紹了。
3 循環流化床鍋爐磨損原因分析
根據電廠總結掌握的實踐經驗,鍋爐磨損原因如下:
3.1 從人員方面分析,有以下幾點:運行操作工對鍋爐磨損的理論上認識不足;操作工經驗不足,風量調整不合適;檢修工檢修不到位。
3.2 從原料方面分析:燃料顆粒大,碎煤機間隙大,滾桶篩網孔大。
3.3 從設備方面分析,有以下幾點:爐膛水冷壁易磨損;空氣預冷器管壁太薄;省煤器上部防磨扳易變形;低溫過熱器防磨板易變形;高溫過熱器耐火耐磨層易脫落。
3.4 從燃燒方面分析,燃料和高溫床料在鍋爐的爐膛內混合,進行燃燒和脫硫。在內部核心區,燃料產生的高溫煙氣夾帶著物料垂直向上流動,此區域固體顆粒濃度較小。而在水冷壁附近的外部環狀區,固體顆粒濃度較大,并沿水冷壁向下回流磨損管壁。在向下流動過程中,物料固體顆粒濃度成指數增加,流速也加快。當沿水冷壁向下流動的物料顆粒流落到焊縫凸臺部位、水冷壁管與下部防磨澆注料之間的過渡區域凸臺部位時,一方面沖刷磨損管壁,另一方面部分顆粒反彈,加上爐內向上的固體物料流影響,在此部位產生局部渦流,再一次對管壁進行斜沖刷磨損。凸臺越大時,磨損越嚴重,范圍也越大,反之則較小。爐膛豎直高度越大,密相區煙速就越大,磨損也就越大。可見,在煙速較大的密相區采取相應措施降低煙速,可以實現達到降低磨損危害的目的。
4 制定措施
根據鍋爐磨損不同原因,制定相應的對策:
4.1 從人員方面制定的措施:對鍋爐運行人員進行理論知識的培訓,讓鍋爐操作人員對鍋爐磨損有理性的認識,并定期考核;每次停爐檢修進入鍋爐檢修內部觀察,增加感性認識;操作人員適當調整風量,減小風速,降低因風量過大對鍋爐的磨損,一次風量由28000-32000下調到22000-26000立方米/小時,二次風量開度由原來85%下調65%。
4.2 從原料方面制定的措施:調整環錘式碎煤機間隙及滾筒篩網孔徑,保證燃煤顆粒≤ 8mm;
4.3 從設備方面制定的措施:增強空預器的管壁厚度,由原來的¤42?3.5改為¤42?5,延長空預器的使用周期;檢修人員對省煤器上部防磨扳防磨板進行加固,延長省煤器維修周期;采用高強度耐火耐磨材料進行加固爐膛煙氣出口與爐膛上部人孔門,減小這些部位的磨損。
4.4 從燃燒方面制定的措施:通過相關調研和論證,對于密相區墻面上水冷壁的磨損,電廠決定采用防磨梁與熱噴涂相結合的防磨技術處理。高溫過熱器底部與低溫過熱器以及尾部煙道水冷壁管道采用硅板和耐磨澆注料相結合的方式進行加固,減小這些部位的磨損;對爐膛水冷壁加裝防磨梁和熱噴涂處理,消除水冷壁磨損,增強爐膛水冷壁耐磨性能。
5 效果檢查與經濟效益分析
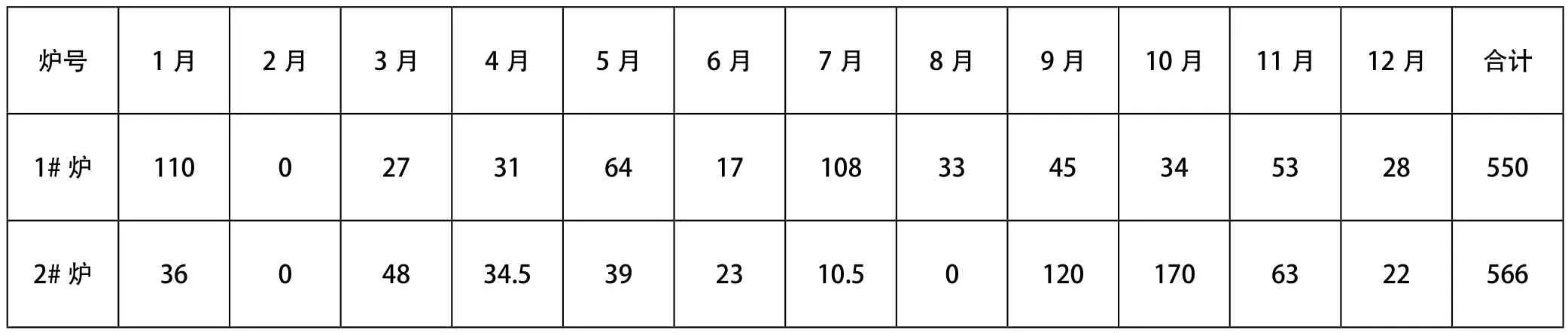
表2 2016年鍋爐停爐檢查檢修統計表(單位:小時)
兩臺鍋爐全年平均檢修23.25天,比2015年全年檢修41.87天減少了18.62天,發電量按
1.95萬Kw/h,外供汽按50t/h計算:
外供電產值:
1.95萬Kw/h x 24 h x 18.62天 x 0.365元/Kw = 317.98萬元
外供汽產值:
50t/h x 24h x 18.62天 x 0.365元/Kw = 218.91萬元
合計產值:
317.98萬元 + 218.91萬元 = 536.89 萬元
6 結論建議
6.1 對2#鍋爐防磨梁與熱噴涂相結合的防磨技術改造,其中安裝防磨梁22萬元,熱噴涂16萬元,項目投資共計38萬元 ,換來了536.98萬元的經濟效益。事實表明,經過技術改造不僅效益可觀,而且增加了企業生產的安全性。因此,此項防磨梁技術作為一種新型、節能的技術,其前景是非常可觀的。
6.2 通過實踐,不僅為企業創造了經濟效益,而且也為其他電廠鍋爐的防磨提供了依據,建議在使用電廠鍋爐的企業中推廣和應用此項防磨梁技術。
1.熱動力分廠防磨梁與熱噴涂相結合的防磨技術方案
2.岑可法,倪明江,駱仲泱等 循環流化床鍋爐理論設計與運行。[M].北京:中國電力出版社,1998
(作者單位:內蒙古蘭太實業股份有限公司)
