基于兩軸數控系統的數控環縫自動焊接機設計探索
2017-09-15 07:50:29曹永雄
時代農機 2017年7期
關鍵詞:設計
曹永雄
(廣東省佛山市三水區技工學校,廣東 佛山 528137)
基于兩軸數控系統的數控環縫自動焊接機設計探索
曹永雄
(廣東省佛山市三水區技工學校,廣東 佛山 528137)
文章針對現有焊接機的人機交互性差、程序不開放等問題,設計了兩軸數控系統控制的數控環縫自動焊接機。由數控系統可控制擺動器和焊機的啟停工作,使用步進電機來做驅動電機,通過一軸控制焊接工件的旋轉位置和速度,另一軸焊槍上下移動的位置和速度。該設計操作簡單、效率高效、開放性強、焊接質量可靠、外形美觀。
焊接件;數控焊接;自動化
目前,自動焊接技術在國外已經具有比較成熟的技術,焊接工藝與設備也在不斷的升級當中,但國內的自動焊接技術方面卻相對略顯不成熟,大多采用手工焊接,而自動環縫焊接則采用的是PLC控制技術,其人機交互性比較差,程序不開放,不能進行二次開發,因此有必要對其進行改進。
1 數控環縫自動焊接機的總體設計方案
文章設計了兩軸數控系統控制下的數控環縫自動焊接機,由數控系統可控制擺動器和焊機的啟停工作,使用步進電機來做驅動電機,焊接工件的旋轉位置和速度由一個軸控制,焊槍上下移動的位置和速度則由另一個軸來控制,如圖1所示。

圖1 數控環縫自動焊接機的總體設計方案
2 數控環縫自動焊接機的整體結構設計
數控環縫自動焊接機由數控系統、門架、進送傳動系統、主傳動系統、焊槍擺動器、滾輪架、送絲機和焊接電源等組成,如圖2所示。①焊接電源采用二氧化碳氣體保護的NB500焊機,焊絲規格則用Φ1.2mm或Φ1.6mm。②門架采用鋼焊門式結構,表明拋光處理,確保足夠的剛性與強度。③數控系統選用兩軸數控系統,擺動器啟停指令采用M08/M09,焊接啟停指令采用M10/M011,由X軸控制焊槍上下進給,Z軸控制工件旋轉、焊接與擺動器啟停。④焊接擺動器采用專用型,焊槍的擺動頻率與幅度可以自由調節,擺頻范圍為0~120次/分,擺動角度為0~10°;焊槍手動角度范圍為1~90°,焊槍中間停留時間和兩側停留時間均為0~5s。⑤進給傳動系統由數控系統中X軸來完成,可以確保焊槍的移動位置及上下移動的速度,以10N·m的扭矩驅動電機使用步進電機,再由聯軸器將焊槍與絲杠螺母連在一起做上下進給運動。⑥主傳動系統則由數控系統中Z軸做主運動來完成,主傳動系統可以精確地控制工件轉動的圈數與轉速,以24N·m的扭矩驅動電機使用步進電機,同時以1:35的傳動比來代用擺線針式減速器運動,直接連接三爪卡盤。在對主傳動系統進行編程時,采用G01Z(W)_F_的運動指令,工件轉動圈數由重點絕對坐標(增量坐標)來表示,即Z(W)。具體計算方法為系統Z軸驅動器設定的絲杠螺距乘以主電機配減速機的傳動比。

圖2 控環縫自動焊接機實物結構圖
3 數控環縫自動焊接機的控制電路設計
數控環縫自動焊接機的控制電路包括主電路(如圖2所示)、控制電路(如圖3所示)兩個部分。其中擺動器電機為100W,主軸與進給步進電機為10N·m。M口為數控系統的M功能接口,T口為數控系統的電動刀架接口。

圖3 控環縫自動焊接機主電路
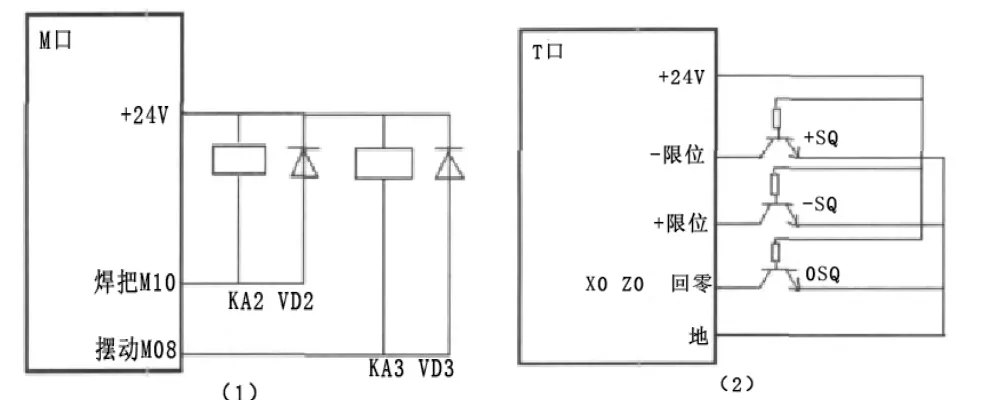

圖4 數控環縫自動焊接機控制電路
4 運行程序設計
要保證設備能穩定高效運轉,必須要有好的運行程序。在此以焊接2圈為例來說明焊接程序的編寫,具體說明如下:P2->M08->M10->G01 W-351.0 F250->G00 U8.0->G01 W-352.0 F250->G04 P1000->M11->M09->G00 X0->G00 Z0->M02。其中:P2代表程序號;M08代表擺動啟動;M10代表焊接啟動;G01 W-351.0 F250表示以250mm/min的速度焊接第一圈,搭邊1mm,倍率開關可以調整相關參數;G01 W-352.0 F250表示以250mm/min的速度焊接第二圈,搭邊2mm;G00 U8.0表示焊槍抬起8mm;G04 P1000-表示暫停1s,采用填滿弧坑方式收弧;M11停止焊接;M09擺動停止;G00 X0和G00 Z0分別表示X軸和Z軸歸零;M02程序結束。
5 結語
文章設計的數控環縫自動焊接機由數控系統來控制機器的運轉,采用二氧化碳氣體保護焊機,操作簡便、程序開放可靠,用戶可以根據需要自行編輯修改,可以實現共建的多圈連續焊接,焊接速度也可根據需要進行調節,因此適用于不同寬度和深度的焊縫。總的來說,采用數控環縫自動焊接機進行焊接,可以確保焊接工作的操作簡單、質量可靠、外形美觀、效率高,且易操作等優點。
[1]戴壽超.環縫自動焊機步進電動機控制系統的改進設計[J].電氣技術,2011,(2):50-53.
[2]郭耀泉.環縫自動焊機控制系統設計與實現[J].新鄉學院學報,2013,(3):211-213.
曹永雄(1987-),男,廣東湛江人,大學本科,主要研究方向:焊接數值模擬技術發展現狀。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
