發動機缸體開裂失效分析
2017-09-16 05:58:03王莞王長朋梅華生賀明強
裝備環境工程 2017年8期
王莞,王長朋,梅華生,賀明強
發動機缸體開裂失效分析
王莞1,2,王長朋1,2,梅華生1,2,賀明強1,2
(1.西南技術工程研究所,重慶 400039;2.重慶市環境腐蝕與防護工程技術研究中心,重慶 400039)
目的研究發動機缸體出現開裂失效原因。方法通過化學成分分析、力學性能分析、斷口掃描分析、顯微組織分析、能譜分析及低倍缺陷分析測試手段,對發動機缸體的開裂模式及失效原因進行分析。結果發動機缸體原材料中Si元素超標,導致晶界析出較多的AlSiCu及Al2Cu脆性相,在開裂區域組織存在過熱過燒現象,兩個原因導致組織晶間結合力大大降低。同時,在開裂區域存在熱節效應,低倍疏松和縮孔較集中的現象,為熱裂紋形成及繼續擴展提供了有利條件。結論通過不斷改進設計工藝,控制原材料成分及調節澆注參數,大大減小了熱裂紋出現概率,在后序批量生產中,未發現類似失效樣件。
發動機缸體;開裂;熱裂紋
發動機缸體是構成發動機的骨架,是發動機各機構和各系統的安裝基礎,其內、外安裝著發動機的所有主要零件和附件,承受各種載荷。因此,機體必須要有足夠的強度和剛度,發動機缸體的可靠性關系到整車及乘客的安全性[1—2]。由于鋁合金具有較高的比強度和良好的導熱性和耐蝕性,在很多高端汽車公司均采用全鋁型的發動機缸體[3—4]。全鋁型發動機不但可以顯著提高發動機性能,還可以減輕發動機質量,鋁合金的廣泛應用是汽車工業的主要發展趨勢[5—6]。
某汽車公司研發的3件鋁合金發動機缸體在經整體X射線無損檢測后發現存在開裂失效現象,開裂位置位于靠近上油道螺栓孔與冷卻水道之間的U型槽底部。為了評定發動機缸體鑄造質量,找到其開裂的原因,從宏觀到微觀進行系統的試驗與分析。
1 試驗方法
鋁合金缸體材質為AlSi9Cu3,采用金屬型重力澆注工藝,尺寸為351 mm×334 mm×269 mm,壁厚為(4±0.4) mm。砂芯采用冷芯工藝,熔煉工藝采用連續式燃氣直接熔煉法,鋁業采用旋轉精煉方式,保溫爐采用連續式氮氣精煉方式。熱處理工藝為人工失效24 h后T5處理。鋁合金缸體性能要求:抗拉強度m不低于210 MPa,斷后延伸率不低于1.5%。
利用ICP分析儀對缸體進行化學成分分析,采用WDW-5型拉伸試驗機按照GB/T 228—2002《金屬材料室溫拉伸試驗方法》進行力學性能測試,采用Quanta200環境掃描電鏡對斷口進行形貌掃描分析,采用Observer.A1m型倒置式金相顯微鏡進行金相組織分析。
2 試驗結果
2.1 宏觀分析
取一件失效鋁合金缸體進行分析,宏觀形貌如圖1 所示。將樣品沿圖中箭頭指示方向剖開后進行拋光可見,在水道U型槽底部邊緣出現裂紋,裂紋深度約為5.1 mm,裂紋擴展方向與水道U型槽側壁表面呈60°,裂紋擴展連續并呈折線狀擴展。
2.2 化學成分分析
在開裂缸體失效件上靠近斷口處取樣進行化學成分分析,結果見表1。實驗結果表明,失效鋁合金缸體中Si元素含量超過標準要求成分,其余化學元素均符合標準成分要求。
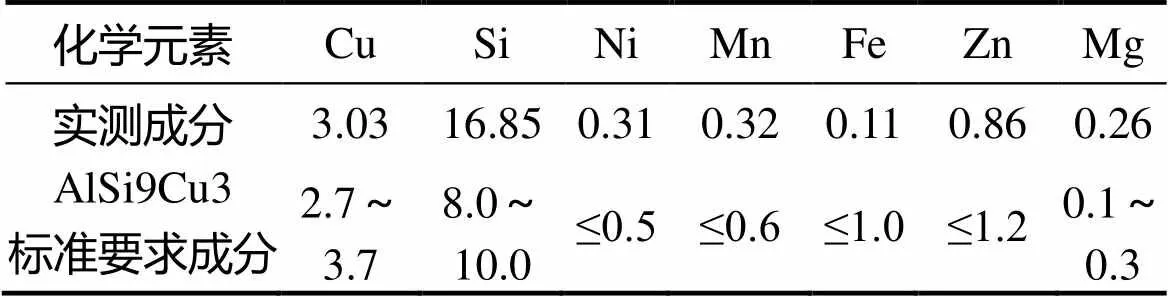
表1 鋁合金缸體化學成分 %
2.3 力學性能分析
在螺栓孔側壁取樣進行力學性能分析,試驗結果見表2。樣品抗拉強度及斷后伸長率均未達到技術要求,產品材料力學性能較差。
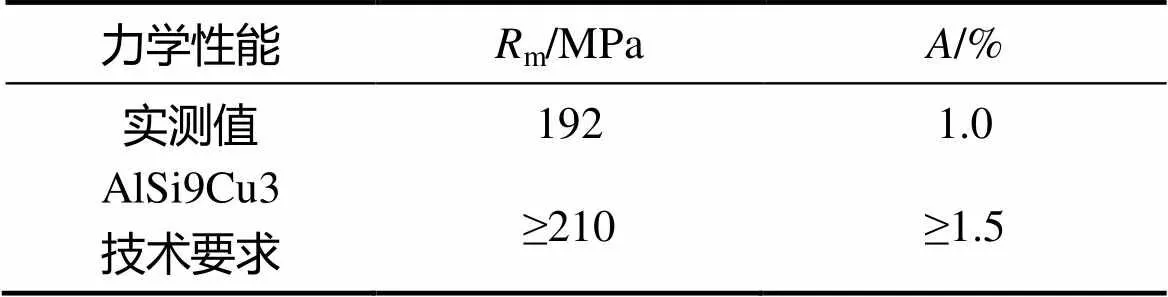
表2 鋁合金缸體力學性能
2.4 金相組織分析
對圖1中剖開樣品進行金相組織分析,如圖2所示。由圖2可見,樣品裂紋起始于水道表面,裂紋擴展呈斷續狀,裂紋擴展形式為沿晶界擴展,裂紋邊緣晶粒較完整,晶粒表面圓滑,在裂紋內側填滿氧化產物。
圖6(c)為自動相位搜索算法估計的補償相位與準確相位Δφj(n)之間的差值曲線圖,相位差值以0為中心上下浮動且浮動范圍在[-0.01,0.015]內,即在每個n時刻估計相位與準確相位的誤差都不超過0.015.可見對于傳統散射波干擾,搜索算法估計補償相位的精度較高,從而具有較好的干擾對消效果.
正常區域金相組織為典型的過共晶組織,主要為細小α(Al)枝晶+短條狀共晶硅+小塊狀初晶硅,組織級別為1級,魚骨狀鐵相夾雜級別為1級(魚骨狀鐵相夾雜不明顯),針狀鐵相夾雜級別為1級(針狀鐵相夾雜不明顯)。
在電鏡下對組織晶界位置進行觀察,如圖3所示。由圖3可見,在晶界交界處存在斷續圓滑微孔。這是由于晶界存在一定程度過熱復熔現象,晶界聚集的低熔點合金化合物脫落所致,在局部區域晶界上微孔內化合物未脫落。
2.5 低倍金相分析
對缸體裂紋附近組織取樣進行低倍金相觀察,如圖4所示。依據JB/T 7946.3—1999《鑄造鋁合金金相鑄造鋁合金針孔》標準進行評級。樣品針孔度級別為3級,高于技術要求的2級范圍。
2.6 斷口分析
沿裂紋擴展方向將斷口打開后進行觀察,如圖5所示。斷口明顯分為兩個區域,A區域和B區域。A區域靠近斷口起裂邊緣,斷口顏色相對較深,大部分斷口表面存在明顯氧化現象,仍可見斷口為沿晶和撕裂的混合斷裂,沿晶斷裂為主。高倍數下氧化較嚴重區域被氧化物覆蓋,看不到斷口真實形貌,為高溫氧化所致。氧化較輕微的區域可見完整晶粒及沿晶二次裂紋,在晶界和晶面上可見顆粒狀物質。A區域局部存在較多集中鑄造疏松孔洞,疏松孔洞內部主要為枝晶組織,枝晶組織被氧化呈圓滑表面。B區域斷口為后期人為撕開區域,主要為撕裂韌窩及撕裂棱形貌為主。
2.7 能譜分析
對觀察到的晶界顆粒狀物質進行能譜分析,以確定沿晶裂紋形成原因。由圖6及表3可見,譜圖1、譜圖2及譜圖3位置處為晶界析出的顆粒狀合金化合物,主要為Si,Cu,Al,C元素,其中C元素為表面吸附所致,非組織中元素。由譜圖1和譜圖3可以推斷該化合物為Al2Cu相,由譜圖2可以推斷該化合物為AlSiCu相。位置4處為正常位置比對點,主要為Al元素。

表3 晶界析出物EDS分析 %
3 分析與討論
通過對失效鋁合金缸體在化學成分、力學性能、斷口分析、金相分析及能譜分析幾個方面的數據可知,材料化學成分中Si元素高于AlSi9Cu3標準要求。通過金相組織及斷口分析可知,在A區域斷口裂紋擴展主要沿晶界擴展,裂紋兩側晶粒較完整,并為圓滑表面,斷口表面存在高溫氧化現象,表明A區域存在原始鑄造熱裂紋。在晶界交接處存在晶界復熔微孔現象,說明在熱裂紋處存在組織過熱現象。由能譜分析可知,在晶界析出AlSiCu及Al2Cu相,以上兩相均為脆性相,加大了鑄件線收縮和熱裂傾向。低倍組織針孔度級別達到3級,未達到技術要求,過多的鑄造缺陷為熱裂紋擴展提供了有利通道。
3.1 鋁合金鑄造熱裂紋的產生原理
熱裂紋是鋁合金鑄件生產中常見的一種鑄造缺陷,是鋁合金鑄件在凝固后期或凝固后不久尚處于低強度和低塑性狀態下,因鑄件固態收縮受阻而引起的裂紋。當鋁液澆注到鑄型后,熱量散失通過型壁,凝固由表面開始,當凝固后期出現大量枝晶并搭接成連續骨架時,固態收縮開始產生[7—8]。根據凝固過程,可將合金凝固溫度區間分為準液相區和準固相區,在準液相區枝晶還未形成連續骨架,晶間結合力較弱,在準固相區,枝晶間形成了連續骨架,具有一定強度。在鋁鑄件收縮不受任何阻礙,則枝晶骨架可以自由收縮,不受力的作用。當枝晶骨架收縮受到砂型或砂芯阻礙時,不能自由收縮就會產生拉應力,當拉應力超過材料強度極限時,枝晶間就會產生開裂。當枝晶骨架被拉開的速度很慢,且被拉開周圍有足夠的鋁液即時流入拉裂處并補充,即晶間液相的補縮速度大于合金冷卻時的收縮速度時,鑄件不會產生熱裂紋。反之,鑄件便會出現熱裂紋,熱裂紋一般形成于準固相區內。凝固過程中,開始形成完整結晶框架的溫度與凝固溫度差越大,合金收縮率就越大,產生熱裂紋傾向越大。熱裂紋宏觀特征為表面寬內部窄,呈撕裂狀,裂紋在晶界萌生并沿晶界擴展,屬于脆性開裂,裂紋內側填充有氧化產物[9—10]。
3.2 晶界狀態對熱裂紋的影響
材料本身及鑄件凝固收縮過程中的阻力大小、鑄件致密性對熱紋的產生存在重要影響,對于AlSi系合金熱裂紋傾向較小,而AlCu系合金熱裂紋傾向較大[11—12]。對文中AlSi9Cu3材料成分分析可知,合金中存在過多的Si元素,Si元素可以提高鋁液流動性,從而改善合金鑄造性能。通過晶界處元素能譜分析可知,在形成熱裂紋的晶界處存在成分偏析現象,在晶界析出較多的AlSiCu及Al2Cu相,這是因為過量Si元素可以加速Mn,Cu的擴散,導致在晶界形成過多的Al2Cu相。同時,過量的Si元素溶入到Al2Cu相中,形成AlSiCu相,凝固過程中,在晶間存在低熔點合金相聚集在晶界液相中,對凝固后期晶粒之間的固相搭接形成破壞,降低晶間結合力,使合金強度和塑性明顯減小,加大熱裂紋傾向[13—14]。
熱裂紋易產生于鑄件拐角處、截面厚度急劇變化處或局部凝固緩慢處、容易產生應力集中處[15]。文中失效試樣開裂位置均位于靠近上油道螺栓孔與冷卻水道之間的U型槽底部,該位置鑄件壁厚變化較大,同時開裂位置為尖角凸出變形位置,螺栓孔周圍凸出位置形成“孤島”形狀。此位置低倍組織可見鑄造縮孔及疏松缺陷較嚴重,說明開裂位置周圍存在“熱節效應”。開裂位置組織晶界處存在復熔共晶球及晶界加寬現象,屬于過熱過燒組織,說明在開裂處存在局部溫度過高,導致合金中的低熔點相熔化,使得晶粒間結合力下降,降低合金綜合性能。
4 結論
合金中Si元素含量過高,導致晶界析出較多的AlSiCu及Al2Cu相,同時在開裂處存在過熱及過燒現象,以上兩原因導致晶間結合力大大降低,出現沿晶熱裂紋。由于開裂處存在設計缺陷,使得螺栓孔周圍形成“孤島”,出現明顯熱節效應,導致開裂處局部區域鑄造疏松和縮孔缺陷較集中,為熱裂紋進一步擴展提供了有利通道。
5 改進措施
嚴格將合金中Si元素含量控制在標準范圍以內;實際澆注系統,防止鑄型局部過熱,減小組織過熱過燒傾向;改進鑄件結構,消除開裂區域尖角及壁厚突變,避免出現熱節區域,減小熱裂傾向。
在研發過程中,通過不斷改進設計工藝,控制原材料成分及調節澆注參數,大大減少了熱裂紋出現概率,在后序批量生產中,未發現類似失效樣件。
[1] 方立高, 王家宣. 小型發動機鋁合金缸體金屬型鑄造工藝探討[J]. 特種鑄造及有色合金, 2014, 30(12): 1327- 1329.
[2] 吳浚郊. 轎車發動機鋁合金缸體和缸蓋的鑄造技術[J]. 鑄造技術, 2002, 23(5): 273-275.
[3] 李紅強. 低壓鑄造GIS用殼體凝固仿真分析與工藝優化[J]. 特種鑄造及有色合金, 2002, 23(5): 273-275.
[4] 胡玉梅, 鄧兆祥, 褚志剛, 等. 發動機缸體瞬態強度分析[J]. 內燃機工程, 2005, 26(1): 63-67.
[5] 黃政. 汽車發動機缸體的鑄造工藝[J]. 鑄造, 2008, 57 (10): 1078-1080.
[6] 房長興, 羅和平, 高志永, 等. 發動機缸體加工工藝研究[J]. 機械設計與制造, 2013(3): 262-264.
[7] 蘭冬云, 郭敖如. 國內外汽車發動機鋁缸體鑄造技術[J]. 鑄造設備與工藝, 2008(4): 45-49.
[8] 邵京城, 李俊濤, 艾國, 等. 汽車鋁合金缸體缸蓋鑄造工藝研究現狀[J]. 熱加工工藝, 2011, 40(3): 57-59.
[9] 孫廷富, 楊波, 翟景, 等. 過共晶鋁硅合金缸體/缸套工作面加工技術及應用[J]. 兵器材料科學與工程, 2013 (5): 120-124.
[10] 張春燕, 喬印虎, 陳杰平. 發動機鋁合金缸體鑄造工藝數值模擬[J]. 熱加工工藝, 2011, 40(17): 54-56.
[11] 劉永躍, 施良才, 鄭敏. V6發動機Al合金缸體組芯低壓鑄造[J]. 現代鑄鐵, 2010, 30(s2): 44-47.
[12] 王狂飛, 王凱, 王有超, 等. 某缸體鋁合金金屬型低壓鑄造工藝研究[J]. 熱加工工藝, 2012, 41(19): 43-44.
[13] 孫廷富, 張樹勇, 楊波, 等. 高硅鋁合金缸套/缸體制造技術及應用[J]. 兵器材料科學與工程, 2013(6): 124- 126.
[14] 姜偉. 段安婧7075鋁合金缸體的失效分析[J]. 機械工程材料, 2012(6): 94-96.
[15] 安肇勇, 萬里, 黃志垣, 等. 變速箱側蓋壓鑄成形的缺陷分析及對策[J]. 特種鑄造及有色合金, 2015, 35(5): 509-513.
Failure Analysis of Fracture of Engine Cylinder Block
WANG Wan1,2, WANG Chang-peng1,2, MEI Hua-sheng1,2, HE Ming-qiang1,2
(1.Southwest Technology and Engineering Research Institute, Chongqing 400039, China;2.Chongqing Engineering Research Center for Environmental Corrosion and Protection, Chongqing 400039, China)
Objective To investigate reasons for fracture of engine cylinder block. Methods Fracture modes and the failure reasons were analyzed by chemical composition analysis, mechanical performance analysis, SEM analysis, microstructure, energy dispersive spectrum analysis and low magnification defect analysis. Results There were two reasons that greatly reduced the inter-granular binding force, one was caused by lots of brittle phases of Al2Cu and AlSiCu distributing along with the grain-interface which induced by excessive Si, and the other was superheating and over-firing microstructure in the cracking area. At the same time, there was hot section effect in the cracked area, and the low porosity and shrinkage cavity were concentrated, which provided favorable conditions for the formation and the continued expansion of hot crack. Conclusions The probability of hot cracking is greatly reduced by improving the process design, controlling raw material composition and adjusting casting parameters. There is no similar failure specimen in the post production.
engine cylinder block; fracture; hot cracking
10.7643/ issn.1672-9242.2017.08.011
TJ07
A
1672-9242(2017)08-0055-05
2017-03-05;
2017-04-05
王莞(1972—),女,1972年生,重慶人,工程師,主要研究方向為材料學。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
山東冶金(2019年6期)2020-01-06 07:45:54
民用飛機設計與研究(2019年2期)2019-08-05 01:33:40
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
汽車與新動力(2015年1期)2015-02-27 12:11:01
石油化工應用(2014年8期)2014-03-11 17:40:03
建筑材料學報(2014年3期)2014-03-11 17:08:02
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:27