鋼軋輥自動埋弧堆焊的技術實踐
2017-09-16 16:17:53嚴文祥
魅力中國 2017年15期
關鍵詞:焊接
嚴文祥
摘要:軋輥堆焊在堆焊領域中有很大比重,幾乎所有的大、中型鋼廠都有軋輥堆焊能力,還有許多研究單位、焊接材料公司等研制和生產有關軋輥堆焊的材料、設備和工藝。被堆焊的軋輥大多是已經磨損而不能使用的廢舊軋輥,軋槽表面除了有鐵銹、油污外,往往有軋制時造成裂縫和龜裂。采用堆焊技術修復這些廢舊軋輥具有重大的經濟效益。
關鍵詞:鋼軋輥;焊接;工藝技術
鋼軋輥的自動埋弧堆焊工藝過程包括:
(1)鋼軋輥堆焊前必須進行表面清理;
(2)經過表面清理的軋輥放入軋輥預熱爐中經過一定時間的預熱;
(3)在軋輥達到一定的溫度后進行鋼軋輥的自動埋弧軋輥;
(4)對堆焊完成的軋輥進行軋輥層的外觀質量檢驗;
(5)對軋輥進行緩冷;
(6)軋輥在使用前進行車削加工。
一、軋輥堆焊的車削加工
為了保證軋輥堆焊層質量,提高軋輥堆焊效率,在堆焊前必須做好軋輥的表面清理工作。堆焊前鋼軋輥要進行適當的車削,目的是將軋槽工作表面上的裂縫、龜裂全部車除。對于無裂紋外,要除去工作表面的鐵銹和油污等。在車削中如發現個別的深孔砂眼,需要用電鉆或砂輪將砂眼鉆深及擴大,并用手工電弧焊補焊。軋輥堆焊前車削加工的原則是消除軋輥表面的任何缺陷。
軋輥堆焊前的車削加工的車削量,新軋輥應根據圖紙尺寸將軋輥直徑車小8~12mm,以保證堆焊后的軋輥工作表面處于堆焊層的三層以上。
由于堆焊能使軋輥工作直徑始終處于某一定值,這就改變了過去那種軋輥工作直徑從最大直徑、經過幾次車削到最小直徑的慣例。對軋輥工作直徑的選定應根據軋鋼機調整的方便,與軋輥孔型設計人員協商制定。軋輥的軋槽在堆焊前車削加工中應考慮在堆焊過程中防止夾渣的問題。加工部分要求沒有小于90°的銳角,以防液態金屬和溶劑的流失。也不允許車削后的軋槽有較薄的部分,防止軋槽在堆焊過程中出現局部過熱。
二、軋輥堆焊前預熱
采用合金鋼焊絲對軋輥進行堆焊時,堆焊前的預熱是防止堆焊金屬產生裂縫的最有效的措施。焊前預熱能減小堆焊層金屬的結晶偏析,減小熱應力的產生。軋輥堆焊前預熱可使基體金屬在馬氏體相變臨界溫度以上進行比較充分的分解,能避免堆焊層金屬的淬硬傾向,防止堆焊焊縫及熱影響區產生裂紋。
目前軋輥堆焊采用的焊絲一般為2Cr13、3Cr13、30CrMnSiA、3Cr2W8V、3Cr5MoSi、3Cr2W4Mn等合金焊絲。在堆焊過程中,當堆焊金屬相變臨界溫度有較大溫差時,會產生較大的應力。在熱狀態或冷卻時,如果應力總和大干堆焊層金屬的內在結構力時,堆焊層金屬就會產生裂紋。軋輥堆焊前預熱和焊后緩慢冷卻,造成堆焊層金屬與基體金屬平衡膨脹和收縮,可防止產生裂紋。
三、軋輥堆焊的工藝參數及操作要點
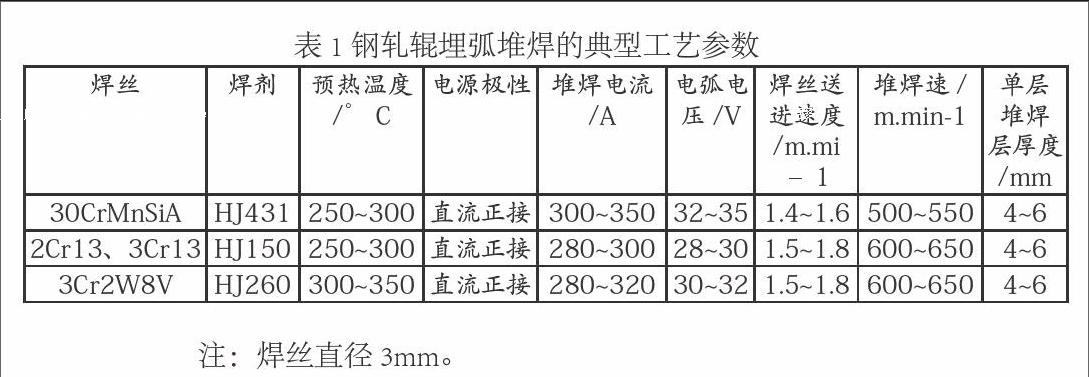
合理確定軋輥堆焊工藝參數的基本要求是:電弧燃燒穩定、堆焊焊縫成形良好、電能消耗最小、生產效率最高。鋼軋輥埋弧堆焊的典型工藝參數見表1。
表中所列數據是在小電流、低電壓、薄層多次堆焊情況下得到的。由于采用小電流和較快的堆焊速度,焊絲中的合金元素在電弧的高溫作用下燒損較少,堆焊焊縫的熔透深度較淺。又應采用薄層多次的堆焊方法,保證了軋輥軋槽表面的堆焊層金屬具有需要的化學成分、硬度及金相組織。
注:焊絲直徑3mm。
采用“小電流、低電壓、薄層多次”堆焊方法時,電弧電壓不能太低或太高。如果電弧電壓高了,雖然對引弧有利,但是在整個堆焊過程中將出現高低不平、脫渣困難,影響堆焊層質量。如果電弧電壓太低,又會造成引弧困難,在堆焊過程中容易熄弧。堆焊層金屬和軋輥基本金屬不能很好的焊合,造成堆焊層剝落。所以電弧電壓應控制在適當的范圍之內。
鋼軋輥自動埋弧堆焊的操作要點如下:
(一)軋輥中心、焊絲位置及焊絲傾角
鋼軋輥埋弧堆焊過程中,應把焊絲從軋輥頂點位置移向與回轉方向相反的一邊,與軋輥縱軸的交角約5°。這樣可以避免堆焊熔池中的液體金屬和熔渣的流失破壞堆焊焊縫成形。為了確定焊絲從軋輥中心頂點向回轉方向相反的一邊移開的距離L,應知道堆焊熔池的長度,以便用熔池長度控制移開的距離。焊絲移開軋輥中心頂點的距離,可用經驗方法求得,即L=5%D,其中D為軋輥直徑(mm)。
(二)堆焊焊縫的節距及堆焊行走速度
堆焊焊縫的節距是指相鄰兩條螺旋焊縫的重疊間隙。埋弧堆焊焊縫的節距大小,除了影響堆焊層表面平整外,還影響堆焊層金屬堆焊化學成分的均勻性及熔合比。在鋼軋輥自動埋弧堆焊中,常采用的方法是減少堆焊堆焊節距,降低基體金屬在堆焊層中的比例。
四、各類軋輥的堆焊技術
(一)平面軋輥的堆焊
平面軋輥一般按螺旋線堆焊三層以上,達到堆焊尺寸要求就可以了。堆焊尺寸要求除了實際需要的堆焊量外,還包括加工余量、焊縫熱脹冷縮的余量(這一部分余量一般約為4mm)。埋弧堆焊時,如第一層從左向右堆焊,第二層應從右向左堆焊,第三層同第一層方向相同,以后各層依次類推。但是,堆焊到軋輥邊緣處時,可能發生熔渣及液態金屬流失,造成堆焊層淌瘤。實際生產中可采用下述三種方法防止。
(1)在距軋輥邊緣20~50mm的地方開始堆焊,以穩定的工藝參數沿軋輥長度方向往復進行多層螺旋形焊縫的堆焊,直至堆焊層達到尺寸要求。這種方法在距軋輥邊緣有一段距離不使用的情況下使用。
平面軋輥堆焊時,堆焊焊縫節距不能過大,節距過大造成堆焊層表面不平整,堆焊層金屬化學成分不均勻,堆焊焊縫中的含碳量增加;但堆焊焊縫節距過小容易造成疊積或未熔透。
(2)安裝引出環。選用厚度8~10mm、寬度50~80mm的低碳鋼帶卷成引出環,該引出環用手工電弧焊預先在軋輥輥身的端面上(也可用固定螺絲緊固在輥頸上)。在距離引出環邊緣25mm處開始引弧,電弧引燃后即開動埋弧焊小車,并把小車的行走速度調節到堆焊焊縫節距6~8mm,以穩定的工藝參數沿軋輥長度方向堆焊。當堆焊至軋輥另一端時,要堆焊過引出環邊緣25mm,再堆焊第二層。endprint
這種方法在平面軋輥的輥身要求全部堆焊、輥身直徑與軋輥頸直徑相差較大的情況下采用。
(3)加金屬軟管法。采用幾根直徑大小不同的金屬軟管,在輥頸處重疊起來,托住熔融焊劑和液態金屬,這種方法使用方便、操作靈活,適用于不同軋輥直徑相差較大的情況下采用。應用這種方法時還必須注意兩點:
a金屬軟管的重疊高度不能超過軋輥輥面,一般低于軋輥輥面3~5mm,堆焊端面時應時刻注意不能使金屬軟管滑動;
b注意引弧位置,一般距軋輥端部3~5mm處引弧。這時堆焊焊縫正好包住軋輥的邊緣。
(二)帶箱形孔和其他異形孔輥的堆焊
堆焊帶有軋槽的軋輥比堆焊平面軋輥更困難。埋弧堆焊這種帶有軋槽的軋輥時在操作上應注意以下幾點。
(1)帶有箱形孔、菱形孔、橢圓孔及其他異形孔的堆焊操作順序。
a箱形孔的埋弧堆焊順序有兩種。一是先把機頭傾斜一定的角度,堆焊箱形孔槽底圓弧,使其達到要求的尺寸:接著把機頭調整到垂直于軋輥平面,堆焊箱形孔槽底;然后焊機機頭以相反方向傾斜一定的角度堆焊箱形孔的兩個側壁。二是機頭垂直于輥身平面的位置堆焊箱形孔的槽底平面,留出槽底的兩端圓弧,然后機頭傾斜一定的角度堆焊箱形孔兩端槽底圓弧最后軋輥傾斜一定的角度,機頭也以相反方向傾斜一定的角度堆焊箱形孔兩個側壁。
b菱形孔埋弧堆焊順序。堆焊菱形孔或橢圓孔時,工裝和機頭傾斜一定的角度,從菱形孔的頂角圓弧處開始堆焊,逐漸向菱形孔開口處堆上去,這樣反復多次,直至達到要求的堆焊層尺寸。
c堆焊槽鋼異形孔時,先將軋輥工裝向右(或左)傾斜10°左右,焊機機頭傾斜50左右。從槽孔左半邊(或右半邊)的槽底圓弧處堆起,逐漸向槽底凸起中心推起,直至達到規定的堆焊尺寸。最后在放大一些堆焊機頭的轉動角度,進行槽鋼異形孔兩個側壁的堆焊。
(2)埋弧堆焊槽孔側壁時,除了堆焊工裝和埋弧焊機頭需要傾斜一定的角度外,還應適當降低堆焊電流及電弧電壓。一般降低值為平面堆焊時電流、電壓的10%左右。因為在堆焊箱形孔、菱形孔及其他異形孔時,側壁溫度不易向外發散,堆焊層熔融金屬冷卻緩慢,容易造成流淌。
(3)堆焊箱形孔、菱形孔及其他異形孔時,需用金屬軟管托住熔融金屬和焊劑,不使其流失。這樣埋弧焊劑可以形成一定厚度,防止流淌或堆焊層金屬產生氣孔。
(4)堆焊異形孔時,當切槽深度小于100mm、槽孔寬度大于30mm時,可正常進行堆焊。當切槽過深、槽寬窄小時,應在軋輥粗車削時預先把槽寬車大。堆焊時待堆焊深度達到尺寸要求,再堆焊槽孔寬度。
五、軋輥堆焊后的緩冷
軋輥堆焊后的冷卻應當是緩慢又均勻的冷卻,以使由于堆焊層金屬收縮和加熱不均勻引起的內應力最小。堆焊后軋輥的緩冷有以下幾種方法。
(1)裝入緩冷坑。簡易的緩冷坑是在地面下用水泥砌一個坑,上面有絕熱材料制成的蓋。坑內一般可防入干燥的黃砂、石灰、稻草灰等。
(2)裝入保溫爐。有軋輥預熱、保溫的地方,利用軋輥加熱后的爐子預熱,并將堆焊完畢的軋輥裝入爐內,隨爐冷卻。堆焊后的軋輥應立即進行緩冷,冷卻至100℃左右出爐,然后進行機械加工。至于緩冷時間,主要是以軋輥的體積為依據。對于質量小于1.5噸的軋輥,緩冷時間應在12h以上;對于質量在3噸以上的大軋輥,要求緩冷時間應在40h以上;
六、結論
通過多年的技術實踐證明,鋼軋輥自動埋弧堆焊是可行的,而且被堆焊的軋輥大多是已經磨損而不能使用的廢舊軋輥,我們對這些廢舊軋輥采用堆焊技術進行修復,經過循環利用,廢舊軋輥變廢為寶,給企業產生了重大的經濟效益。endprint
猜你喜歡
現代商貿工業(2016年14期)2016-12-27 16:36:43
科教導刊·電子版(2016年30期)2016-12-26 16:43:00
現代商貿工業(2016年21期)2016-12-26 16:18:47
新教育時代·教師版(2016年30期)2016-12-05 10:10:20
新教育時代·教師版(2016年33期)2016-12-02 22:34:26
中國科技博覽(2016年22期)2016-11-01 15:06:27
科技視界(2016年22期)2016-10-18 15:39:28
科技視界(2016年21期)2016-10-17 19:54:05
企業導報(2016年11期)2016-06-16 15:47:07
企業導報(2016年8期)2016-05-31 18:40:49