
機械裝配車間Kitting物料配送模式關(guān)鍵問題研究
2017-09-23 02:48:18齊敬慧葉建
裝備制造技術(shù) 2017年7期
齊敬慧,葉建
機械裝配車間Kitting物料配送模式關(guān)鍵問題研究
齊敬慧,葉建
(合肥工業(yè)大學(xué)機械工程學(xué)院,安徽合肥230009)
Kitting物料配送模式是機械裝配車間物料配送模式中的一種,與傳統(tǒng)的物料配送模式不同點在于kitting物料配送模式采用物料箱(kitting-box)來代替線邊庫。在分析kitting物料配送模式特點基礎(chǔ)上,提出kitting物料配送模式的應(yīng)用范圍,針對kitting物料配送模式在實施應(yīng)用過程中的若干個關(guān)鍵問題,提出相應(yīng)的實施策略,包括kitting-box物料選裝原則、kitting-box物料的準(zhǔn)確性、裝配生產(chǎn)線區(qū)域劃分,以達到kitting物料配送模式在機械裝配車間得到更好的實施的目的。
Kitting物料配送模式;機械裝配車間;應(yīng)用范圍;實施策略
在機械裝配車間中,裝配物料的配送工作是保證車間正常生產(chǎn)的關(guān)鍵流程。企業(yè)根據(jù)自身的生產(chǎn)特點,選擇合適的物料配送方式,比如基于ANDON系統(tǒng)的物料配送、基于RFID技術(shù)的物料配送、基于看板的物料配送等,總結(jié)這些物料配送模式特點,發(fā)現(xiàn)在這些物料配送模式下,均存在線邊庫。根據(jù)華和約翰遜[1],裝配生產(chǎn)線的物料配送方式有兩種:kitting物料配送方式和傳統(tǒng)的帶有線邊庫的配送方式。
Kitting一詞意為“配套采購;配套出售件”,將kitting運用在物料配送中則意為“齊套性”,即kitting物料配送模式是一種齊套性的物料配送方式。機械產(chǎn)品裝配車間kitting物料配送方式具體理解為:在某段裝配線上,物料配送中心將該段裝配線所需的裝配物料全部配齊,然后由專門的物料箱(kittingbox)一并配送到裝配線,kitting-box跟隨著裝配產(chǎn)品一起流轉(zhuǎn),裝配工位的操作人員只需從kitting-box取出相應(yīng)的物料進行裝配即可,直到kitting-box中的物料裝配完畢,空的kitting-box返回物料配送中心進行循環(huán)利用。
B.Ronen[2]早在1992年提出了完備工具(Complete Kit,CK)的概念,作者指出在進行生產(chǎn)之前,要將各生產(chǎn)要素準(zhǔn)備齊全,其中包括生產(chǎn)物料以及生產(chǎn)信息。S.Conard[3]在較早時期便概括提出了實施kitting系統(tǒng)的過程步驟,在同一時期,F(xiàn)ong-Yuen Ding[4]博士研究了kitting模式在準(zhǔn)時制(Just-intime)生產(chǎn)模式下的應(yīng)用,H.Brynzer[5]等研究了kitting生產(chǎn)模式下的物料揀料方式。近十年來,有不少學(xué)者[6-7]對kitting生產(chǎn)模式與其他模式進行了比較分析,意在為企業(yè)選擇一種更加適合的生產(chǎn)方式。在國內(nèi),曹寧[8]通過生產(chǎn)線的規(guī)劃實施kitting策略,緩解發(fā)動機裝配線旁物料布置的瓶頸,減少操作工非增值工作時間,提升裝配質(zhì)量。
1 Kitting物料配送模式應(yīng)用范圍
Kitting物料配送模式的特點是將裝配物料提前放置kitting-box中,因此kitting物料配送模式適合應(yīng)用于裝配物料比較繁多且體積不大的機械產(chǎn)品裝配中。原因在于:①若機械裝配產(chǎn)品的裝配物料種類比較簡單,只需直接將物料配送到裝配工位即可,使用kitting-box反而增加配送成本。②若裝配產(chǎn)品所需裝配物料體積較大,則kitting-box會變得不適用。
Kitting物料配送模式下機械裝配產(chǎn)品特點:①裝配物料種類繁多。②裝配物料體積較小。符合kitting物料配送模式下機械裝配產(chǎn)品特點的常見機械裝配產(chǎn)品有:發(fā)動機、變速箱、離合器等。
2 Kitting-box物料選裝規(guī)則
在實施kitting物料配送模式的過程中,第一步就是要確定kitting-box所裝物料,并非所有的裝配零部件都適合放置在kitting-box中進行配送。本文從問題的反面角度出發(fā),列出不適合放置在kittingbox中的物料規(guī)則:①非排序件中的小物件。如螺母、螺釘,因物件體積太小,一方面放入kitting-box中容易丟失,另一方面也不方便裝配工人進行撿取物件。②供應(yīng)商直送件。有些裝配物件需要供應(yīng)商直接配送至裝配線,不需要經(jīng)過物料配送中心的分配。③自產(chǎn)部件。跟隨裝配線同時進行生產(chǎn),如活塞連桿分裝線,裝配出活塞連桿組件,然后裝配工人將其裝配到主裝配線上的發(fā)動機里,即分裝線與裝配主線同時進行工作。④產(chǎn)品骨架型部件。如發(fā)動機缸體,作為發(fā)動機的骨架部件,在發(fā)動機裝配的過程中,缸體先進行上線,然后其他零部件在其基礎(chǔ)上進行組合裝配。⑤敏感性物件。有一些物件特別貴重或者對外部損傷特別敏感,則可能需要特別對待,或者在采取相應(yīng)的保護措施的前提下放入kitting-box里。⑥特殊裝配方法物件。有些物件在進行裝配之前需要進行特別處理,如曲軸,在裝配到發(fā)動機上之前,要先經(jīng)過清洗機進行清洗后方可裝配,此時需將曲軸配送至清洗機上線點。
3 Kitting-box物料準(zhǔn)確性策略
在產(chǎn)品裝配過程中,裝配零部件涉及的種類繁多、產(chǎn)品的型號不一,因此kitting-box中所裝的物料種類復(fù)雜多樣。為避免物件的錯裝、漏裝,需要采取一定的措施確保kitting-box物料的準(zhǔn)確性。隨著物聯(lián)網(wǎng)技術(shù)在機械車間的研究與應(yīng)用,企業(yè)的生產(chǎn)過程控制朝著信息化、智能化方向發(fā)展,制造資源在物聯(lián)網(wǎng)技術(shù)的使用環(huán)境中得以定位與追蹤。
在每個kitting-box上線點處設(shè)置一臺平板電腦或者HMI觸摸屏,并運行監(jiān)控程序,每上線一個產(chǎn)品和一個kitting-box,都要進行產(chǎn)品、物料匹配判斷,匹配一致則可繼續(xù)裝配生產(chǎn);匹配不一致則進行界面報警提示,由員工進行處理。
在kitting-box上線監(jiān)控過程中,產(chǎn)品的識別是通過RFID掃描產(chǎn)品TAG標(biāo)簽的方式進行;物料的識別是通過掃描槍掃描物料條形碼的方式進行。Kitting-box上線裝配過程監(jiān)控流程如圖1所示。
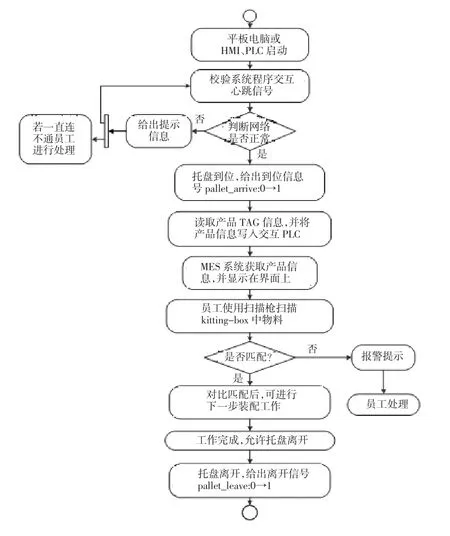
圖1 Kitting-box上線裝配過程監(jiān)控流程圖
4 裝配線區(qū)域劃分
產(chǎn)品的整個裝配過程涉及的物料種類和數(shù)量繁多,使用一個kitting-box是不能夠滿足整個裝配線配送需求的,因此,需要將裝配線進行區(qū)域劃分。
4.1 kitting-box專用性設(shè)計
首先,根據(jù)不同的裝配區(qū)域,用不同的顏色對kitting-box進行區(qū)分;其次,同一區(qū)域的kitting-box由于產(chǎn)品型號的不同,所裝的物件型號也存在一些差別,使用編碼的方式進行區(qū)分,即在kitting-box上進行噴碼,編碼的規(guī)則依據(jù)產(chǎn)品型號而定,比如產(chǎn)品型號有FB010、FD010,那么相應(yīng)kitting-box就按照FB010、FD010進行編碼;最后,kitting-box的內(nèi)部形狀要依照所裝物件的形狀進行設(shè)計,以便能夠更好的穩(wěn)固物件的放置。
4.2 裝配線區(qū)域劃分
生產(chǎn)裝配線區(qū)域劃分原則如下:
①主裝配線與分裝配線分開,進行獨立配送。②每個裝配區(qū)域的上、下線點盡量安排在空間比較空余的位置,便于kitting-box的放置。③劃分區(qū)域時,不同裝配區(qū)域的kitting-box之間所裝的物料在數(shù)量、體積以及重量上盡量相均衡。比如,在某段裝配區(qū)域內(nèi),kitting-box需要裝的零部件體積較大,那么其所裝的物件數(shù)量相對地就要少。
圖2所示為某發(fā)動機公司裝配線的區(qū)域劃分圖,其中用不同的顏色表示不同的裝配區(qū)域。
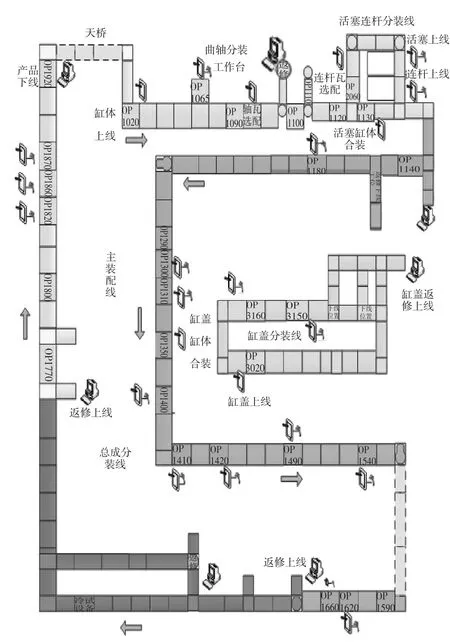
圖2 某發(fā)動機裝配線區(qū)域劃分圖
5 結(jié)束語
本文對kitting物料配送模式進行了詳細的分析,提出了kitting物料配送模式應(yīng)用范圍,針對其在實施過程中的關(guān)鍵問題,提出了相應(yīng)的研究策略。進一步研究方向包括kitting物料配送模式下配送時間窗的研究以及應(yīng)用系統(tǒng)的開發(fā)。
[1]S.Y.Hua,and D.J.Johnson,Research issues on factors in fluencing the choice of kitting versus line stocking[J].Interna tional Journal of Production Research,2010,48(3):779-800.
[2]Ronen,B.The complete kit concept[J].International Journalof ProductionResearch,1992,30(10):2457-2466.
[3]S.Conard,R.Pukanic.Process action approach to planning a successful kitting system is outlined[J].Industrial Engineering,1986,02:58-71.
[4]Fong-Yuen Ding.Kitting in JIT production:A kitting project at a tractor plant[J].Industrial Engineering,1992,24(9):42-43.
[5]Brynzer H,Johansson M.I.Design and performance of kitting and order picking systems[J].International Journal of Production Economics,1995,41(1):115-125.
[6]Robin Hanson,Anna Brolin.A comparison of kitting and continuous supply in in-plant materials supply[J].International Journal of Production Research,2013,51(4):979-992.
[7]Antonio C.Caputo,Pacifico M.Pelagagge,Paolo Salini.A decision model for selecting parts feeding policies in assembly lines[J].Industrial Management&Data Systems,2015,115(6):974-1003.
[8]曹寧.KITTING在發(fā)動機裝配線上的運用[J].科技資訊,2015,12(14):38-39.
Research on Key Problems of Kitting Material Delivery Pattern in Mechanical Assembly Workshop
QI Jing-hui,YE Jian
(Institute of Mechanical Engineering,Hefei University of Technology,Hefei Anhui 230009,China)
Kitting material delivery pattern is one of the mechanical assembly workshop material delivery patterns,with the difference to traditional material supply pattern that kitting material distribution pattern uses material box(kitting-box)instead of the line-side stock.Based on the analysis of characteristics of kitting material delivery pattern,this paper puts forward the application range of kitting material delivery pattern.For several key problems in the application process of kitting material delivery pattern,putting forward the corresponding implementation strategy,including kitting-box material selecting principles,the accuracy of the kitting-box material,assembly line division,to get the purpose of better implementation of kitting material delivery pattern in the mechanical assembly workshop.
kitting material delivery mode;mechanical assembly workshop;application range;implementation strategy
U464
A
1672-545X(2017)07-0220-03
2017-04-10
齊敬慧(1990-),女,山東臨沂人,碩士研究生,研究方向:制造過程監(jiān)控與控制;葉建(1991-),男,安徽安慶人,碩士研究生,研究方向:制造過程監(jiān)控與控制。
猜你喜歡
當(dāng)代工人(2020年8期)2020-05-25 09:07:38
民用飛機設(shè)計與研究(2019年2期)2019-08-05 01:33:40
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
科技知識動漫(2016年8期)2016-07-29 20:40:09
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學(xué)生導(dǎo)刊(2016年34期)2016-04-11 00:49:44
兒童故事畫報·發(fā)現(xiàn)號趣味百科(2015年12期)2016-01-25 00:41:49
電測與儀表(2015年5期)2015-04-09 11:30:52
汽車與新動力(2015年1期)2015-02-27 12:11:01
汽車與新動力(2013年5期)2013-03-11 16:08:17
