熱軋板HIC試樣缺陷的超聲判定技術
2017-10-11 06:46:10徐振亞
焊管 2017年5期
董 斌,徐振亞
(寶山鋼鐵股份有限公司鋼管條鋼事業部,上海201900)
熱軋板HIC試樣缺陷的超聲判定技術
董 斌,徐振亞
(寶山鋼鐵股份有限公司鋼管條鋼事業部,上海201900)
為了快速檢測出熱軋板HIC試樣中的夾雜和裂紋,并對缺陷進行準確定位、定性和測長,首先采用60°斜探頭對夾雜和裂紋進行定位和定性,再用直探頭檢測出缺陷的長度,最后給出了夾雜和裂紋的靜態和動態反射波形。該超聲波判定技術可以用來確認試樣是否符合標準要求,并進一步判定相應產品是否合格。與傳統檢測方法相比,該技術能夠快速準確地定位和定性缺陷,并且定量精度由原來的2 mm提高至0.5 mm,能夠滿足API SPEC 5L的相關要求。
檢測;超聲波;HIC;夾雜;缺陷
Abstract:In order to quickly inspect the slag and crack in HIC specimen of hot rolled plate,and conduct accurate positioning,qualitative and length measurement for defects,firstly,it adopted 60°oblique sensor to carry out positioning and qualitative,and then used straight probe to detect defect length,finally gave the static and dynamic state reflection waveform of the slag and crack.The ultrasonic technology can be used to confirm the sample whether accord with standard requirements,and further determine the corresponding product is qualified.Compared with the traditional detection method,the technology can rapidly and accurately positioning and qualitative defects,and the quantitative accuracy was increased from 2 mm to 0.5 mm,can meet the requirements of the relevant API SPEC 5L.
Key words:detection;ultrasonic;HIC;inclusion;defect
隨著國內外在陸地上和海洋中容易開采的淺層油氣和純凈度高的油氣資源不斷減少,深度大、壓力高、腐蝕強的油氣田開采越來越多,油氣中大都富含H2S、CO2等介質,要求輸送此類油氣資源的焊接鋼管必須具備抗硫、抗酸等特性[1-3]。因此,用于制管的熱軋板也必須具備抗硫和抗酸特性。寶鋼集團公司生產的熱軋板大量用于制造油氣輸送用埋弧焊接鋼管,為了適應輸送富含H2S、CO2等腐蝕介質油氣資源焊接鋼管的需要,熱軋板在化學成分設計和連鑄連軋工藝中進行了脫磷、脫硫和脫渣。
根據國際通用標準DNV—2012(挪威船級社海管標準)和 API SPEC(45版)PSL3(美國石油協會海管和抗腐蝕管標準)[4-5],要求對試制焊管進行抗硫化氫 HIC(hydrogen induced cracking)試驗,試驗結束后對試樣進行無損探傷,找出試樣中的裂紋缺陷,并對其進行精確定位和測長。從而確認此試樣是否符合標準要求。一方面驗證該化學成分設計和連鑄連軋工藝是否具備抗硫、抗酸等效果,另一方面通過精確定性和定長,能夠快速地對產品質量進行準確判定。
本研究介紹了一種HIC試樣缺陷超聲波探傷技術。由于熱軋板HIC試樣一般存在夾雜,因此重點介紹了如何在超聲波探傷過程中,對存在的夾雜和裂紋進行判定及測定裂紋長度的技術。
1 超聲波探傷原理
超聲檢測主要是基于超聲波在通過材料時能量會損失,在遇到聲阻抗不同的兩種介質分界面時會發生反射。其工作原理是[6-7]:聲源產生超聲波,采用一定的方式使超聲波進入工件。超聲波在工件中傳播并與工件材料以及其中的缺陷相互作用,使其傳播方向或特性被改變。改變后的超聲波通過檢測設備被接收,并可對其進行處理和分析。根據接收的超聲波特征,評估工件本身及其內部是否存在缺陷及缺陷的特性。
超聲波檢測用的最多的是脈沖反射法,其原理為[8-9]:聲源產生的脈沖波進入到工件中,當超聲波在工件中以一定方向和速度向前傳播,當遇到兩側聲阻抗有差異的界面時部分聲波被反射。檢測設備接收和顯示反射信息,并分析聲波幅度和位置等信息,評估缺陷是否存在及存在缺陷的大小、位置等。兩側聲阻抗有差異的界面可能是材料中某種缺陷(不連續),如裂紋、氣孔、夾渣等,也可能是工件的外表面。聲波反射的程度取決于界面兩側聲阻抗差異的大小、入射角以及界面的面積等。通過測量入射聲波和接收聲波之間聲傳播的時間,可以得知反射點距入射點的距離。通常用來發現缺陷和對其進行評估的基本信息為:①是否存在來自缺陷的超聲波信號及幅度;②入射聲波與接收聲波之間的傳播時間;③超聲波通過材料以后能量的衰減。
2 快速準確的HIC試樣超聲波探傷技術
2.1 探頭選擇
(1)斜探頭,角度60°,晶片尺寸是4 mm×5 mm,頻率4 MHz。
(2)直探頭,晶片尺寸Ф5mm,頻率20MHz。
2.2 靈敏度校驗
(1)使用標準樣塊(其長寬深規格為20 mm×1 mm×1 mm)刻槽作為基準;
(2)用60°斜探頭中心對準標準樣塊的刻槽,平行掃查,左右扭動,找到最高波,記錄當前的當量值;
(3)根據試樣和標準樣塊的表面耦合差異,提高2 dB進行補償。
2.3 斜探頭探傷
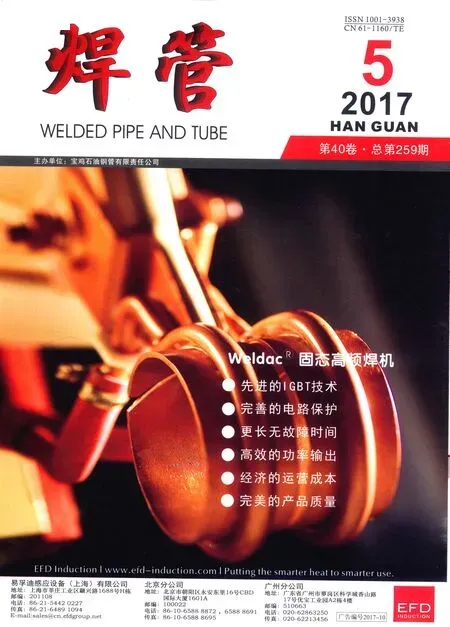
夾雜一次反射回波如圖1所示。如圖1(a)把斜探頭(60°)放置到左側。若發現試樣厚度的下半部分有近側一次回波,即一次橫波反射明顯;再把探頭放置到右側(見圖1(b)),發現遠側無明顯回波,近側的當量一般低于標準樣塊(其長寬深規格為 20 mm×1 mm×1 mm) 刻槽2~4 dB,缺陷波為2~3根回波,此時可初步判定為近探頭側夾雜。
圖1 夾雜一次反射回波示意圖
夾雜二次反射回波如圖2所示。如圖2(a)把斜探頭(60°)放置到左側,若發現試樣厚度的上半部分有近側二次回波,反射明顯,再把探頭放置到右側(見圖2(b)),發現遠側二次無明顯回波,近側的當量一般低于標準樣塊(其長寬深規格為 20 mm×1 mm×1 mm)刻槽 0~2 dB, 缺陷波為2~3根回波,此時可初步判定該回波為夾雜。
裂紋一次反射回波如圖3所示。如圖3(a)把斜探頭放置到左側,若發現試樣厚度的下半部分有近側一次回波,再把探頭放置到右側(見圖3(b)),發現遠側也有明顯一次回波;近側的當量一般高出標準樣塊(其長寬深規格為20 mm×1 mm×1 mm)刻槽 8 ~10 dB, 遠側高出 6~8 dB, 缺陷波為單根回波,此時可初步斷定該回波為裂紋。
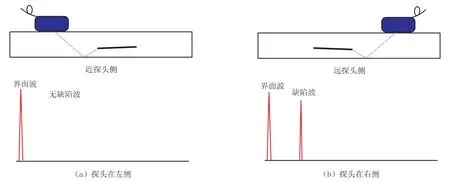
圖2 夾雜二次反射回波示意圖
圖3 裂紋一次反射回波示意圖
裂紋二次反射回波如圖4所示。如圖4(a)把斜探頭放置到左側,若發現試樣厚度的上半部分有近側二次回波,再把探頭放置到右側(見圖4(b)),發現遠側也有明顯二次回波,即缺陷回波近側的當量一般高出標準樣塊(其長寬深規格為 20 mm×1 mm×1 mm)刻槽 8~10 dB, 遠側高出6~8 dB,此時初步斷定該回波為裂紋。
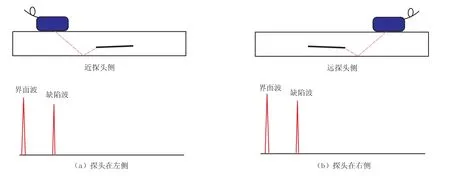
圖4 裂紋二次反射回波示意圖
為了驗證裂紋還需用斜探頭掃查。當發現縱向缺陷,靜止狀態下其波形為2~3條反射波且呈“山”字形。同時,前后移動探頭,會發現動態移動時的橫波包絡線為“馬鞍”形,如圖5所示。這是因為夾雜中含有其他雜質,這些雜質的聲速與無雜質處不同,故靜態反射會出現2~3根波幅不同的反射波,此時,可進一步判定為夾雜。若用斜探頭掃查,當發現縱向缺陷,靜止狀態下其波形為單條反射波,同時,前后移動橫波探頭,會發現動態移動時的橫波包絡線為一尖銳的“山丘”形,如圖6所示。因為裂紋中存在空氣,超聲波發射到空氣后的反射波很明顯。
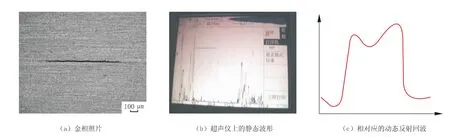
圖5 夾雜的金相照片及其波形圖
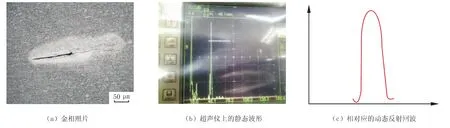
圖6 裂紋的金相照片及其波形圖
2.4 直探頭探傷
通過斜探頭定性為裂紋后,采用直探頭(由于晶片尺寸小,其近場長度小,信噪比和分辨率高,同時其中心頻率很高,能量集中,故能對裂紋進行精確測定指示長度),放在裂紋位置上略做左右移動通過半波法就能準確地測定裂紋的指示長度[10]。
3 結束語
本研究介紹了對熱軋板HIC試樣缺陷進行快速準確的超聲波探傷方法,總結了超聲波對存在夾雜物試樣和裂紋試樣的一次反射回波和二次反射回波特征,以及測定裂紋長度的方法。該技術能夠快速準確地對缺陷進行定性和定量,傳統方法的缺陷定量精度為2 mm,該技術對缺陷定量精度可達到0.5 mm,滿足API SPEC 5L標準要求。
[1]Q/SY GJX 0125―2007,西氣東輸二線管道工程用 X70直縫埋弧焊管技術條件[S].
[2]GB/T9711.1―1997,石油天然氣工業輸送鋼管交貨技術條件第1部分:A級鋼管[S].
[3]GB/T9711.2—1997,石油天然氣工業輸送鋼管交貨技術條件第2部分:B級鋼管[S].
[4]API SPEC 5L(第45版),管線鋼管規范[S].
[5]DNV-OS-F101:2013,Submarine Pipeline Systems[S].
[6]鄭輝,林樹青.超聲檢測(第二版)[M].北京:中國勞動社會保障出版社,2008.
[7]胡天明.超聲探傷[M].武漢:武漢測繪科技大學出版社,1994.
[8]中國特種設備檢驗協會.超聲波探傷(無損檢測II級培訓教材[M].北京:中國勞動社會保障出版社,2008.
[9]ASTM E273—2015,焊接鋼管焊接區超聲波檢驗標準做法(英文版)[S].
[10]超聲探傷編寫組.超聲波探傷[M].北京:勞動人事出版社,1989.
Ultrasonic Determination Technology of Hot-Rolled Plate HIC Specimen Defects
DONG Bin,XU Zhenya
(Tube,Pipe and Bar Business Unit,Baoshan Iron&Steel Co.,Ltd.,Shanghai 201900,China)
TG115.285
B
10.19291/j.cnki.1001-3938.2017.05.012
2017-02-09
編輯:汪翰云
董 斌(1984—),男,工程師,碩士,研究方向為無損探傷。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
海峽科技與產業(2016年3期)2016-05-17 04:32:12
專用汽車(2016年4期)2016-03-01 04:13:43