多軸同步伺服運動系統在預精焊生產線上的應用
2017-10-11 06:46:07任顯新
焊管 2017年5期
袁 超,任顯新
(山東勝利鋼管有限公司,山東 淄博255082)
多軸同步伺服運動系統在預精焊生產線上的應用
袁 超,任顯新
(山東勝利鋼管有限公司,山東 淄博255082)
在螺旋焊管預精焊生產過程中精焊時,為了保證多組V形輥道能夠正常同步運行,采用了多軸同步伺服運動系統,并對該系統進行了通訊配置、軟件和硬件的編制調試。使用PROFINET和SERCOS總線實現了西門子PLC和倍福PC、倍福PC和力士樂伺服驅動器的連接,并通過報文信息包進行信號的傳輸;以倍福PC為主控制器進行虛擬主軸的編程,并通過虛擬主軸控制多個從軸來實現同步功能;通過對驅動器速度環和位置環的配置和調試,最終實現穩定的同步功能。實際使用結果表明,該多軸同步伺服運動系統的同步功能穩定,確保了精焊質量。
焊管;焊接;多軸同步;伺服;PROFINET;SERCOS;PLC;PC
Abstract:In order to guarantee synchronous operation of SAWH pipe multiple sets of V-shaped roller in finish welding,the multi-axis synchronous servo motor system was adopted,and the communication configuration,software and hardware debugging were conducted for this system.Using PROFINET and SERCOS bus to realize the link of Siemens PLC(programmable logic controller)to Beckhoff PC(personal computer),and the link of Beckhoff PC to Rexroth servo drives;used message packets to transmit signal;the Beckhoff PC was used as master controller to conduct virtual axis programming,and through the virtual axis control multiple auxiliary axis to realize synchronization function;it finally realized the stable synchronization function through configuration and debugging of drive speed loop and position loop.The practical use results showed that the synchronization function of multi-axis synchronous servo motor system was stability,ensured the finish welding quality.
Key words:welded pipe;welding;multi-axis synchronous;serve;PROFINET;SERCOS;PLC;PC
1 概 述
在螺旋焊管預精焊生產過程中,預焊線在焊管成型的同時使用氣體保護焊快速定位焊接并定尺切割,精焊線對成型的管子進行埋弧焊接。兩者中精焊線是預精焊生產焊接技術的核心部位。精焊系統包括運動系統、焊接系統、激光自動跟蹤系統、送絲系統、焊劑回收系統等幾個部分,其中運動系統由16組V形輥道組成,每組輥道剖面如圖1所示。從圖1中可以看到,焊管在旋轉輥上運行,兩個旋轉輥一個主動一個從動,主動輥由伺服電機驅動,根據旋轉輥在支撐座上調整不同的軸向角度,可以實現焊管的直線前進、原地旋轉以及焊接時以焊縫位置不動為基準的旋轉前進結合的運動。運動系統的穩定性是其他系統工作的基礎,在焊接過程中任何速度的波動都可能引起焊接偏差甚至跟蹤丟失,進而導致斷弧。因此,如果能對16組輥道采取同步伺服控制,就能保證運行中焊管的每一個位置都有絕對相同的速度。本研究就是基于這種運動模式進行通訊的配置、控制器和驅動器的設置,并最終實現穩定的多軸伺服同步功能。
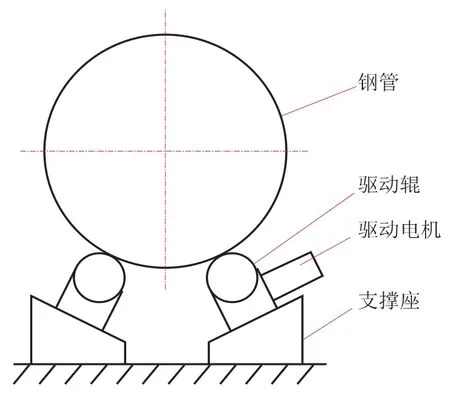
圖1 V形輥道剖面圖
2 運動系統的通訊配置
現代工業的控制一般都是以PLC控制器為中心,上端有人機界面,下端有控制從站或各種驅動器,通過PROFIBUS或PROFINET等實時總線相連[1]。本研究中精焊系統的主站是西門子S7-300 319-2PN/DP型CPU,運動系統主控制器為倍福系列的CX6920嵌入式PC,伺服電機的驅動器為力士樂驅動器。其中倍福PC具有強大的數據處理功能和運動控制功能,且有多種總線接口,是運動控制的核心。倍福PC和西門子CPU之間僅進行控制信號和狀態反饋的傳輸,屬于軟實時性傳輸,采用常規的PROFINET連接即可。但它和下屬的多個伺服驅動器的通訊則屬于高性能的同步控制信號的傳輸,傳輸量大、抖動干擾要求嚴、響應速度要求極短,因此采用為驅動系統專門設計且具有數字化接口的SERCOS連接,它屬于抗干擾能力極強的光纖傳輸,從倍福PC出發,將所有力士樂驅動器串聯起來再回到倍福PC形成一個封閉環路,具有很強的實時性[2-3]。運動系統的通訊配置如圖2所示。
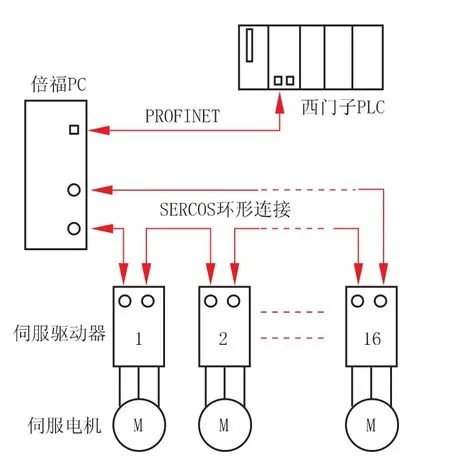
圖2 運動系統的通訊配置
總線通訊配置完后,要進行PROFINET和SERCOS之間的協議傳輸。西門子PLC和倍福PC之間進行的是即時數據的傳輸,因此PROFINET用到的是IO協議,每個協議電報的報文幀都有兩種信息包。一種是三字節的單軸信息包,用于對伺服電機單獨調試;一種是四字節的虛擬主軸信息包,用于多軸同步功能。倍福PC和力士樂伺服驅動器之間的SERCOS協議有3種,從電報形式來分有主站數據電報(MDT)、伺服驅動電報(AT)和同步電報(MST),其功能分別為主站向驅動器傳輸指令、驅動器向主站反饋狀態、設定主從同步周期,它們合在一個四字節的報文幀里進行協議傳輸[4]。當伺服系統需要單軸調試時,SERCOS協議的報文幀直接繼承PROFINET報文幀里的三字信息包,當伺服系統同步運行時則繼承四字節的信息包,信息包每個字的具體功能見表1,其中三字節的信息包取前三個字節的信息。

表1 報文信息包字節信息
報文信息包的確立使得PLC、PC以及伺服驅動器之間實現命令以及反饋等信息的迅速傳輸交換,在PLC中有專門發送接收數據的數據塊,定義為DB2072。為了區分開來,數據塊下轄兩個自定義數據的UDT305和UDT306,可以將狀態值和命令值按地址輸入,兩者構造相同,其中定義發送指令的UDT306模塊如圖3所示。

圖3 UDT306構造圖
倍福PC所使用的自動控制軟件為TwinCAT NC,在其配置頁面中找到PLC-Configuration選項進行PROFINET的接收和發送配置,并可以通過實時在線界面監控其四字信息包的傳輸,TwinCAT的PLC指令接收如圖4所示。
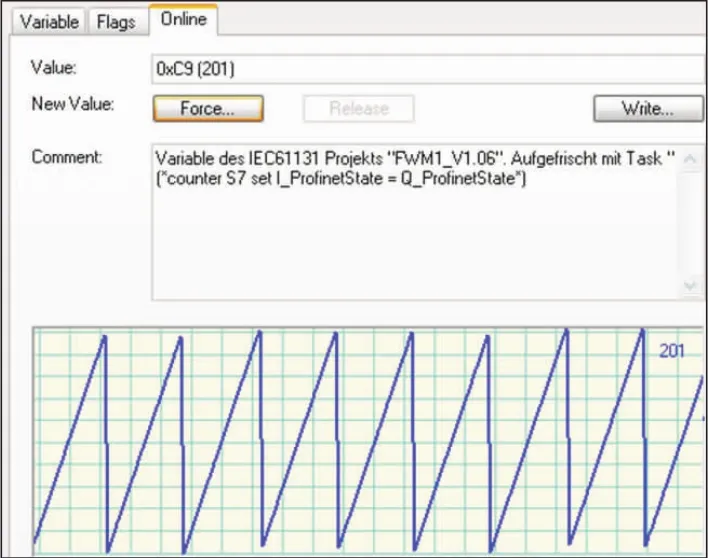
圖4 TwinCAT PLC指令接收界面圖
3 同步伺服運動的控制
倍福PC是多軸同步運動的控制核心,其主控軟件為TwinCAT NC,它主要有運動PLC程序和硬件配置兩大界面,是專門為運動控制而設計的軟件,相比與西門子等常規PLC在精準運動控制中需要外接控制卡以及計數、位置檢測、溫度檢測等模塊不同,它無需外加任何模塊,所有功能都以虛擬模塊的形式集中在軟件里,減少了布線和信息處理的冗余,使得運算更靈活快速,功能更全面強大。基于TwinCAT的同步伺服運動主要有NC軸和PLC軸兩種控制方式,NC軸是在硬件配置中直接對伺服電機的物理軸進行參數設置并控制,在多軸的同步應用中需要對每個軸都進行相同的配置,這樣對數據的處理增加了繁瑣程度。PLC軸又稱為虛擬主軸,它是在PLC程序界面中進行編寫并調用相應的功能塊,所有硬件配置界面的NC軸都變為從軸,同時執行虛擬主軸的命令。由于本設備中需要多達16個軸進行同步運行,因此采取PLC軸的控制模式[5]。
在進行PLC軸的程序編寫時,要打開程序界面使用VB語言來編寫,其中首先要設置變量結構,這樣可以將所有信息以四字節信息包的方式傳送給所有NC軸來實現實時同步控制,同時還要定義軸的數量,以數組的方式將16個從軸定義在程序中,實現了主從的整體控制。
主從控制設置好之后,接著編寫運動控制程序。TwinCAT程序的特點是所有運動都可以通過調用功能塊來實現,僅需要在模塊前添加指令即可。焊管在輥道上的運行方式主要有高速正向勻速進管、到指定位置停止、低速旋轉找焊縫、按照鋼管直徑的寬度定速反向運行以及高速反向出管等,因此用到的功能主要有使能、勻速、加減速、位置定位等,具體功能塊見表2。

表2 運動控制功能塊的名稱及其功能
表2中的各種模塊都是以BOOL字節或者LREAL實數輸入輸出,分別代表指令和數據給定反饋,模塊以Execute上升沿信號觸發,以Done來完成置位,簡單明了但功能齊全、穩定,其中軸耦合模塊是用來將PLC軸和16個NC從軸進行動態耦合,是進行同步的前提,具體的多軸同步還需要額外編制一個模塊,在該模塊中,可以使軸同時初始化并具有相同的速度位置給定、過載量、啟停信號、復位信號等信息,還可以將單軸出現的錯誤反饋給PLC主軸,實現同時停止,以防止焊管在行走過程中發生不穩定性[6]。
PLC軸的同步運動程序編寫確保了主軸和從軸的同步以及數據交換,NC從軸的配置是在TwinCAT硬件配置界面里進行,在配置中首先要進行掃描功能,掃描出伺服驅動器所轄帶的伺服電機型號,從而進行NC從軸和伺服電機物理軸的配置。在配置中,首先要設置伺服電機四字節的地址,相當于通訊定位,點擊Link to進行連接,便可使驅動器讀取伺服電機的狀態,其中第一軸TRS1地址為144的伺服電機狀態返回界面如圖5所示。
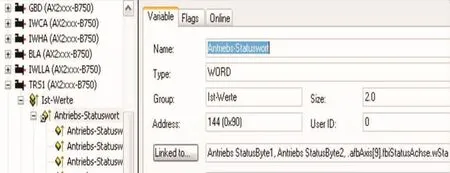
圖5 物理軸狀態返回界面
3 運動性能的調試
任何一個運動系統的最終效果都由兩方面共同決定,一是控制功能,二是運動性能。在伺服運動系統中,運動性能是通過伺服驅動器和伺服電機共同完成,伺服電機的參數一般由伺服驅動器直接讀取并通過激活配置來獲取它在當前物理傳動比上的參考速度、最大速度等,精焊線所用為力士樂KSM01.2B-071C型號的交流伺服電機,經過激活配置,它的速度數據界面如圖6所示。
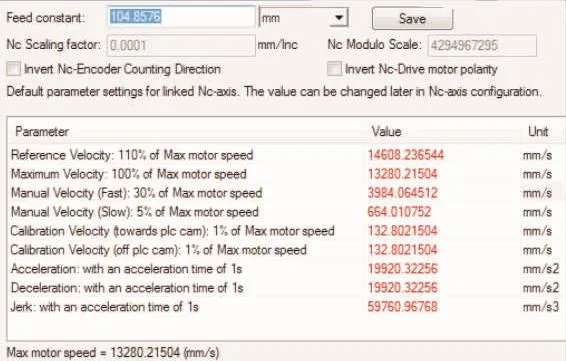
圖6 伺服電機激活配置界面
激活配置結束后,伺服電機的所有參數也都自動寫入到伺服驅動器中,同時經過內部計算得出固定的電流環的比例增益和比例時間常數,使得系統有高的動態穩定性和快速性,至此自整定完成。伺服控制都是三環控制,從內至外依次為電流環、速度環和位置環,除卻電流環,速度和位置環都需要人工調試[7-10]。速度環的作用是使伺服電機在運行中勻速更穩定,加減速反應快且無系統震蕩,在多軸同步伺服運動中,要將其中一組伺服驅動器和電機進行單獨調試,得出兩個環的相應參數并輸入其它驅動器的參數界面,從而實現性能的同樣性。TRS1軸點開速度環的配置界面如圖7所示。
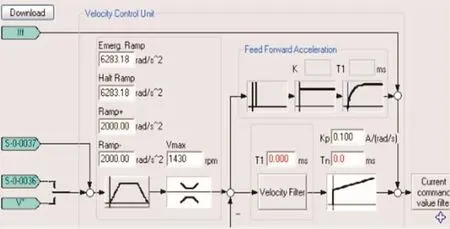
圖7 TRS1軸點開速度環的配置界面
在速度環界面中,速度比例增益(Kp)和速度積分時間常數(Tn)是調節速度環性能的兩個關鍵參數,比例增益屬于放大環節,會將微小的速度變化更好的反映,但過大會引起震蕩,積分時間決定著速度響應的快速程度,太小了亦會使點擊產生抖動。在調試中,一般先改變比例增益的值,從零逐漸增大,同時不斷手動正反向運行并打開示波器監測波形至系統產生震蕩,然后按數據降低20%不動,此時Kp=8.9。再調節積分時間常數,從Tn=0開始逐漸增大,直到系統不產生震蕩。速度環調試波形如圖8所示。圖8(a)為Tn增加到4 ms時監測到的波形,此時系統震蕩比較嚴重且超調量較高,因此還需要繼續增加積分時間;當Tn增加到9.5 ms時,監測到的波形如圖8(b)所示,此時波形穩定且超調量很小,速度環處于最優化狀態。
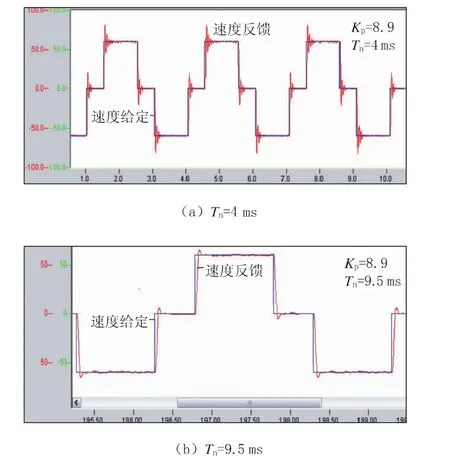
圖8 速度環調試波形圖
位置環屬于最終調試,其設置能降低速度的延時性,可以在忽略機械剛性的情況下確保焊管準確地找到初始位置以及激光跟蹤頭所處的位置,為焊接提供快速性和方便性。位置環調試類似于速度環的配置,相比于速度環的PI調節,位置環只有一個P調節,即位置比例增益Kv,依照由外而內越來越精準的規則,它的數值要小于Kp。在設置時,手動操作鋼管前進,基于Kp=8.9的數值逐步減小并監測波形。位置環調試波形如圖9所示。當Kv=7.5時測得的波形如圖9(a)所示,此時跟隨曲線比較穩定且波動微小;再逐步降低Kv,當 Kv=6.9時測得的波形如圖 9(b)所示,此時振蕩已經消失。即Kv=6.9為最優化數值,此時系統速度穩定,位置定位準確,再將三個參數輸入到其它15個軸的配置界面,完成多軸同步運動系統的調試。
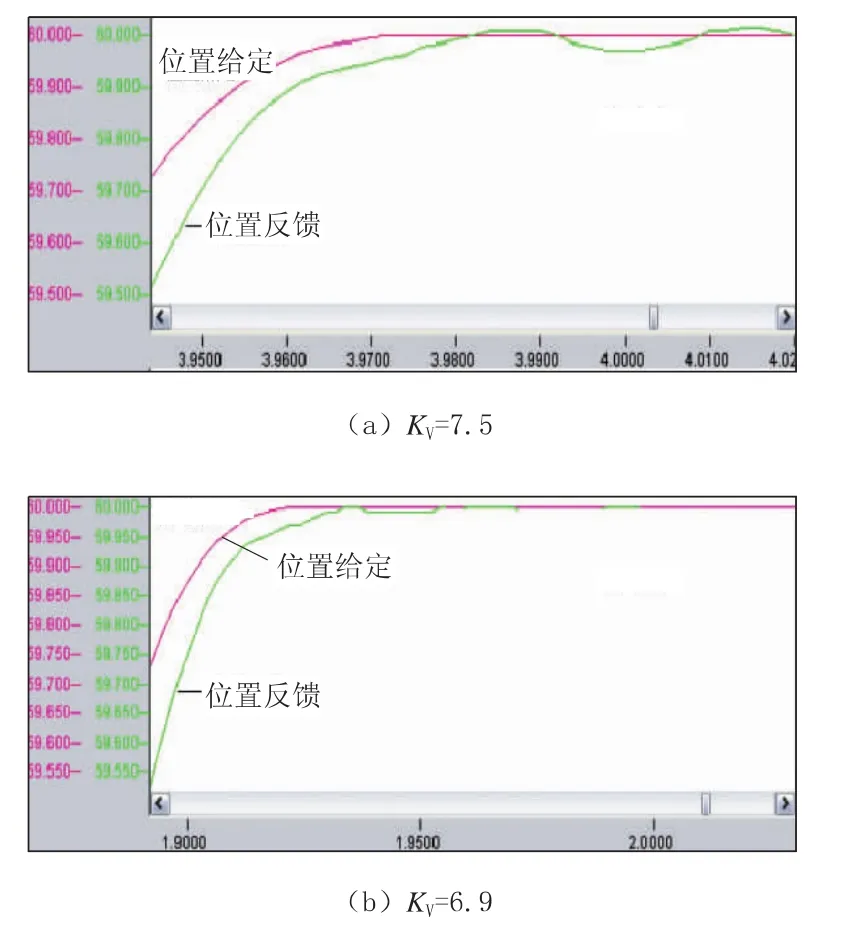
圖9 位置環調試波形圖
4 結束語
預精焊螺旋焊管生產車間鋼管在進行精焊時,需要多組V形輥道同步運行,據此采取了多軸同步伺服運動系統,并對多軸同步伺服運動系統進行了通訊的配置、軟件和硬件的編制調試。對于通訊的配置,使用PROFINET和SERCOS總線來實現了西門子PLC和倍福PC以及倍福PC和力士樂伺服驅動器的連接并通過報文信息包來進行信號的傳輸。在多軸控制方面以倍福PC為主控制器進行虛擬主軸的編程,并通過虛擬主軸控制多個從軸來實現同步功能。通過對驅動器的速度環和位置環進行配置和調試,最終實現穩定的同步功能,使得鋼管在輥道上可以精準找到初始點和焊接點,并在焊接過程中任何位置都有穩定速度,保證了焊接質量。在實際生產過程中,該多軸同步伺服運動系統的同步功能穩定,未出現因速度波動而引起的焊接故障,確保了精焊的穩定進行。多軸同步伺服運動作為過程自動化控制的一種類型,不僅技術優越,亦可以通過一鍵自動化進行操作,在自動化程度逐漸提高的現代工業中將會得到越來越廣泛的應用。
[1]陽憲惠.現場總線技術及其應用[M].北京:清華大學出版社,2008.
[2]李琰,徐殿國,戚佳金,等.SERCOS接口應用技術研究[J].伺服控制,2006(5):20-22.
[3]康存鋒.基于SERCOS技術的開放式運動控制關鍵應用技術的研究[D].北京工業大學,2008.
[4]張劍.基于SERCOS總線的數控系統高速數字通訊技術研究[D].南京:南京航空航天大學,2008.
[5]倍福(中國)自動化有限公司編譯組.TwinCAT PLC編程手冊[K].上海:倍福(中國)自動化有限公司,2005.
[6]倍福(中國)自動化有限公司編譯組.TwinCAT PLC Control參考手冊[K].上海:倍福(中國)自動化有限公司,2011.
[7]魏海波,孫清,張君薇,等.基于PLC和交流伺服系統控制的自動生產線輸送系統[J].工業控制計算機,2011(7):37-40.
[8]孫松麗,殷勁松.基于PLC和交流伺服系統的FMS加工站輸送系統[J].機械工程與自動化,2014(2):162-163.
[9]王勇.基于PLC與PROFIBUS的柔性制造生產線控制系統的設計與實現[D].蘇州:蘇州大學,2009.
[10]曹娟.基于PLC與PROFIBUS的教學型FMS控制系統的研究與設計[D].南京:南京理工大學,2012.
Application of Multi-axis Synchronous Servo Motor System in Pre-finishing Welding Production Line
YUAN Chao,REN Xianxin
(Shandong Shengli Steel Pipe Co.,Ltd.,Zibo 255082,Shandong,China)
TP202
B
10.19291/j.cnki.1001-3938.2017.05.009
2017-03-06
編輯:謝淑霞
袁 超(1982—),男,工程師,2006年畢業于中國石油大學(華東)電氣工程及其自動化專業,工程碩士學位,主要從事埋弧焊管生產車間電氣設備的設計與研究工作。
猜你喜歡
中華詩詞(2022年6期)2022-12-31 06:41:24
當代陜西(2020年13期)2020-08-24 08:22:02
電子制作(2018年12期)2018-08-01 00:47:44
制造技術與機床(2017年5期)2018-01-19 02:49:17
制造技術與機床(2017年6期)2018-01-19 02:41:21
中國科技論壇(2017年7期)2017-07-25 08:49:53
電子制作(2017年19期)2017-02-02 07:08:38
濰坊學院學報(2016年2期)2016-12-01 13:00:11
當代化工研究(2016年6期)2016-03-20 16:21:46
新聞傳播(2015年11期)2015-07-18 11:15:04