淺論巧用萬工顯進行花鍵的逆向設計
2017-10-14 13:02:19馬文昌
科學與財富 2017年28期
關鍵詞:測繪
馬文昌


摘 要:在我公司科研產品的研制過程中,經常會遇到未知參數零件的測量問題,測量的準確程度往往直接影響到后續科研產品的品質與性能。本文結合某型減速器產品的測量工作,在無法利用傳統測繪方法并且缺少專業齒輪測量模塊的情況下,根據漸開線齒形的數學原理,提出了巧用萬工顯等設備對花鍵、齒輪進行精確測量的方法。經過實際測量工作驗證,該方法切實可行。
關鍵詞:萬工顯 漸開線 花鍵 測繪
Keywords: microscope, involute, spline,mapping
第一章 緒論
1.1 問題背景
在公司某型減速器產品測繪過程中,在圖1所示零件的內花鍵測繪過程中遇到了難題。
由于該零件的孔徑較小,僅有φ33.4mm,而且由于內花鍵處于孔內較深部位,距孔端面28.7mm,我公司現有的齒輪測量設備的測量探頭無法達到如此狹小的空間。由于沒有合適的測量探頭,無法采用專業的齒輪測量設備進行內花鍵的直接測量。同時,由于花鍵處于較小孔徑的較深部位,也無法通過傳統的齒輪測量方法[1]進行跨棒距的測量。
另一方面,由于缺少相配零件實物,無法通過對相配外花鍵的測量間接完成內花鍵的測繪,因而除了齒數、齒頂圓兩個參數可以確定精確值以外,其他參數均無法獲得準確值。
1.2 問題解決方案
根據漸開線的數學原理,只需確定漸開線的形狀(即確定其基圓半徑)、齒厚、齒頂圓和齒根圓4個參數就可以將漸開線花鍵唯一確定。
首先,通過內徑測量,可以精確確定齒頂圓;其次,通過打樣膏、萬工顯等方法,可以精確確定漸開線花鍵齒廓上的點坐標;然后,將理論漸開線與點坐標進行比對擬合,從而確定漸開線形狀,進而確定模數和壓力角;最后,根據點坐標確定齒根圓角、齒根圓和分度圓齒厚。
第二章 確定漸開線齒廓的點坐標
2.1 準備工作
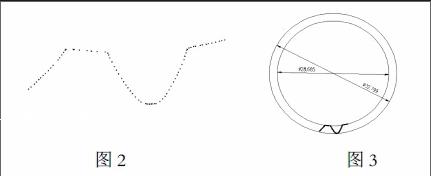
將零件內花鍵清理干凈,通過內徑測量,確定內花鍵齒頂圓φ28.685mm。然后對相鄰的幾個齒打樣膏,待樣膏固化后取下樣膏并制成切片,在萬工顯上讀取齒廓上的點坐標。
2.2 點坐標
在萬工顯上讀取齒廓上的點坐標79組,見表1。根據表1坐標在CAD軟件中繪制的齒廓見圖2,并將其應放在φ28.685mm的齒頂圓上,然后過齒根中部坐標點畫齒頂圓的同心圓,可以得到齒根圓為φ32.799mm。
第三章 花鍵參數的確定
3.1 模數與壓力角的確定
根據花鍵齒數20以及齒頂圓、齒根圓直徑,可以確定模數在1.43與1.64之間。根據經驗,初步取模數1.5、壓力角30°。然后可以根據基圓以及理論漸開線的數學公式,確定理論漸開線上的點坐標,并在CAD軟件中畫出理論漸開線,經角向旋轉后與圖2中齒廓進行比較,如果理論漸開線與花鍵齒廓形狀不同則無法重合,則需更改模數和壓力角參數重新進行,直到兩者明顯重合為止。在本例中,兩者可以明顯重合,見圖4。這說明取模數1.5、壓力角30°完全正確。
3.2 齒厚和齒根圓角的確定
根據上述齒數和模數,可以確定分度圓直徑為φ30mm。對確認后的理論漸開線進行旋轉、鏡像等操作,使理論漸開線與花鍵齒廓的其他部分重合,則可以得到分度圓處的齒厚和齒槽寬,見圖5。同時可以得到齒根圓角半徑。
3.3 其他參數的確定
在上述主要參數確定后,可以根據相關標準和經驗給定其他參數以及合適的公差。
第四章 結束語
本文論述的這種花鍵測繪方法有較強的實際意義,在工作中已經成功解決了部分花鍵的測繪問題。同時,由于理論漸開線的數學原理相同,因而本方法對漸開線圓柱齒輪的測繪測量也同樣適用。作為常規齒輪測量方法的補充,本方法具有一定的推廣價值。
參考文獻:
[1]齒輪手冊(第2版)第14篇 齒輪的測繪,齒輪手冊編審委員會,北京:機械工業出版社,2004年2月.endprint
猜你喜歡
城市勘測(2023年5期)2023-11-03 01:32:36
經緯天地(2021年5期)2021-12-27 02:32:28
浙江國土資源(2019年10期)2019-10-31 03:17:00
建材發展導向(2019年10期)2019-08-24 06:25:28
江西建材(2018年4期)2018-04-10 12:37:38
中國公共安全(2017年7期)2017-10-13 08:18:11
電子制作(2017年9期)2017-04-17 03:01:00
衛星與網絡(2015年5期)2015-12-20 09:07:37
衛星與網絡(2015年12期)2015-10-27 02:21:46
河南科技(2014年1期)2014-02-27 14:04:09
