裝配誤差傳遞建模及其精度可靠性評估
2017-10-17 09:43:19蘇春黃漪
中國機械工程 2017年19期
蘇 春 黃 漪
東南大學機械工程學院,南京,211189
裝配誤差傳遞建模及其精度可靠性評估
蘇 春 黃 漪
東南大學機械工程學院,南京,211189
研究了剛體零件的裝配誤差建模以及裝配精度可靠性評估方法。將零件誤差分成位置誤差和方向誤差,并采用誤差矢量加以描述。綜合考慮尺寸誤差和形位誤差,將裝配過程誤差分成零件內誤差和配合面誤差,給出主動配合面和被動配合面的定義。針對典型配合面類型,分析誤差組成及其計算方法。采用位姿變換矩陣法建立裝配誤差模型,分析誤差在零件內部以及配合面間的傳遞過程,計算裝配總誤差并據此確定裝配誤差的概率分布。給出裝配精度可靠度的定義,通過仿真獲得裝配精度的可靠度指標。以某測量平臺的裝配過程為例,完成裝配過程誤差分析和裝配精度可靠度評估,驗證模型的有效性。
零件內誤差;配合面誤差;位姿變換矩陣;裝配誤差;裝配精度可靠性
Abstract:The modeling of assembly errors and the precision reliability assessments for rigid parts was investigated. The part errors were divided into position errors and orientation errors, and described with part error vectors. Considering the differences between dimensional errors and geometrical errors, the assembly errors were classified into internal errors of parts and joint surface errors. The concepts of active joint surfaces and passive joint surfaces were proposed. The composition of the errors and their calculation methods were proposed according to typical types of joint surfaces. An assembly error model was developed through the approach of pose transformation matrix, after that the assembly error accumulations and propagations were analyzed, and the assembly errors were calculated. The probability distributions of assembly errors were determined on the basis of statistical analyses. The concept of precision reliability was proposed, and simulation approach was adopted to calculate the reliability, which provides basis for the evaluation of assembly precisions. Case study of a measuring platform was provided, the assembly errors and precision reliability were obtained, the effectiveness of the proposed models were verified.
Keywords:internal error of part; joint surface error; pose transformation matrix; assembly error; assembly precision reliability
0 引言
裝配是機械產品研制的重要環節。裝配精度不足會影響產品的預期功能,裝配精度過剩又會增加生產成本,因此,開展裝配誤差源及其傳遞規律研究、分析裝配精度可靠性,具有重要意義。
誤差源分析是開展裝配精度分析的前提。劉偉東等[1]研究了裝配誤差的傳遞機理,將裝配誤差分為幾何位置偏差、形狀偏差和裝配位置偏差等。彭和平等[2]基于裝配過程中的形位公差分析,建立了二維裝配模型。文獻[3]將誤差源分為工件自身、定位固定裝置、夾具的尺寸誤差及形位公差等因素。此外,誤差建模也是裝配精度分析的重要內容。誤差建模方法主要有偏差流方法、位姿變換矩陣法、攝動法等。HU等[4]以汽車車身零件的裝配為對象,采用偏差流理論分析裝配過程中誤差的傳遞機理。文獻[5-6]構建了基于誤差流分析的多工序加工狀態空間模型。LIU[7]分別采用統計過程控制法和誤差流方法研究了多工序加工過程的誤差傳遞問題。余治民等[8]利用多體運動學原理和坐標變換方法,分析了零件誤差和機床加工精度之間的內在關系。黃勇剛等[9]在位姿變換矩陣的基礎上,基于旋量理論建立了機器人誤差模型并完成誤差計算。基于誤差流理論,TANG等[10]提出一種多體系統幾何誤差模型,研究誤差在工序之間的累積。CAO等[11]提出一種基于點的誤差傳遞模型,研究定位誤差、機床的幾何誤差以及工具變形等工件偏差。針對以配合面為關鍵特征的剛性零部件裝配,文獻[3,12-13]總結了常見裝配結合面類型,并開展了誤差建模研究。
現有裝配精度模型的構建多針對某特定產品,主要考慮某一類公差或裝夾誤差等誤差源對裝配的影響,建模過程具有一定的局限性。對于以配合面形式裝配的剛性零部件,有關零件連接方式、結合面誤差以及誤差傳遞等問題的研究還有待進一步深入。此外,針對裝配誤差對裝配精度的影響還缺乏可信的評價方法,裝配精度模型還有待完善。本文考慮裝配過程中各類誤差源的影響,建立了誤差的統一的描述形式。基于剛性零部件的裝配特征,將裝配過程誤差分成零件內誤差和配合面誤差,采用位姿誤差轉換矩陣構建誤差傳遞模型,該模型適用于各類剛性零件的裝配。在此基礎上,給出裝配精度可靠性的定義,用以分析裝配目標的精度是否達到預期要求。
1 裝配誤差分析
在裝配過程中,剛性零部件的誤差通過配合面累積和傳遞。本節給出裝配過程零件誤差的統一表達和以配合面為要素的裝配過程的相關定義。
1.1 誤差表達
零件誤差包括零件沿x軸、y軸、z軸的位置誤差和方向誤差,可以用誤差矢量表示。對于任意一個零件,其誤差矢量是由零件上某點d沿各坐標軸的微小移動量以及零件繞各坐標軸的微小轉動量組成,可以表示為
(1)

1.2 裝配過程的相關定義
配合面是指零件在裝配過程中與其他零件有配合關系的面,通常為零件的主要特征面。配合面有平面、圓柱面、錐面、球面等形式[14],其中平面配合(圖1中零件1和零件2的配合)和圓柱面配合(如圖1中零件2和零件3的配合)是裝配中最為常見的結構形式。
如圖1所示,零件按照1→2→3的順序依次裝配。零件1是初始裝配零件,稱為基準零件;零件3是最終裝配零件,稱為目標零件;其余零件(如零件2)為中間零件。通常,選取基準零件的非配合平面作為全局基準面,目標零件的工作面為目標面。零件2裝配到零件1上,零件1的上表面稱為主動配合面,零件2的下表面稱為被動配合面。顯然,基準零件只存在主動配合面;目標零件只存在被動配合面;中間零件既存在主動配合面,也有被動配合面。
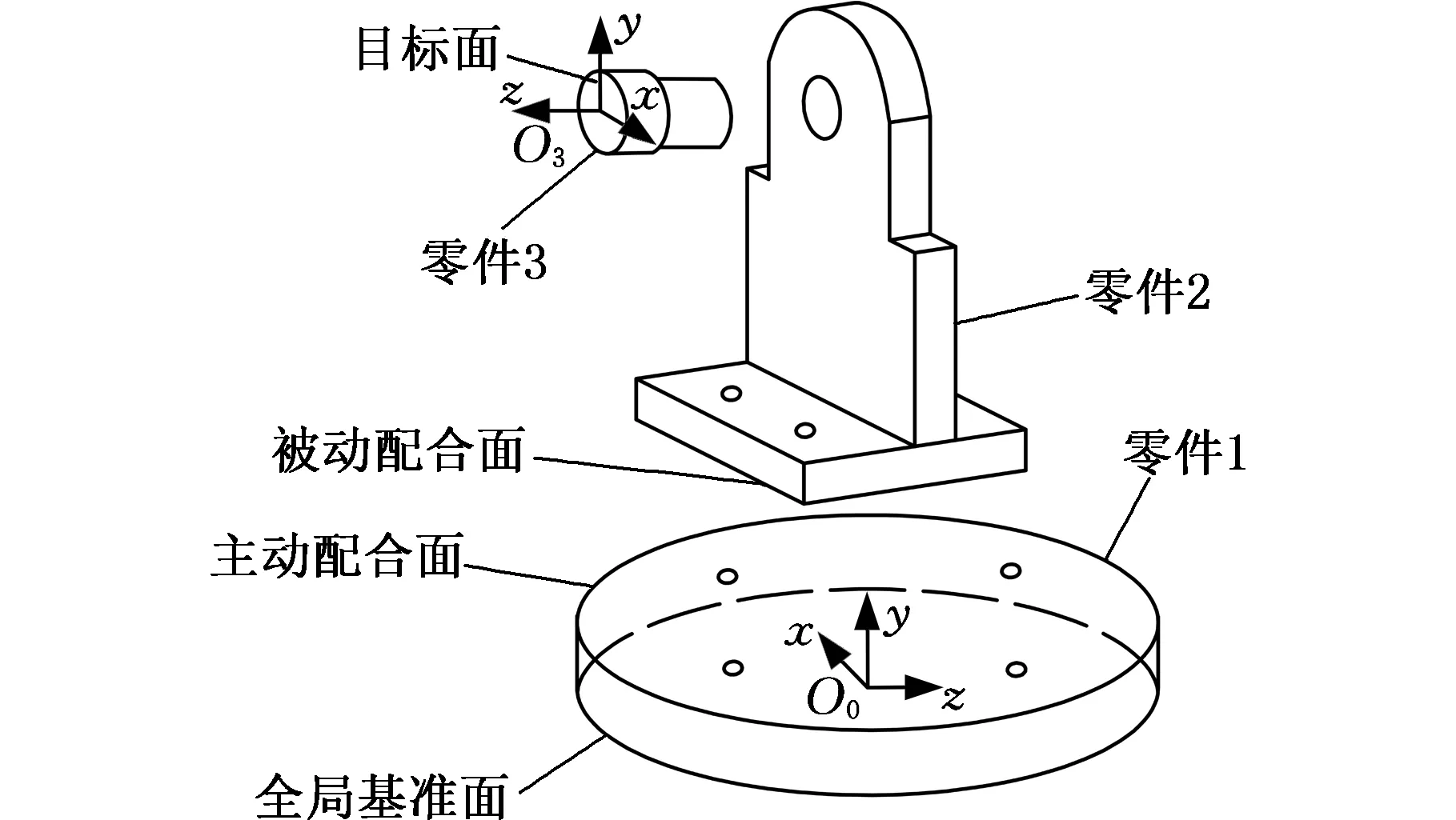
圖1 零件裝配示意圖Fig.1 Schematic diagram of parts assembly
每種誤差源都會影響目標零件的裝配精度,因此,需對誤差源進行分類,并分析不同類型誤差與裝配精度的關系。本文將誤差類型分成零件內誤差和配合面誤差[1]。零件內誤差主要由零件本身決定,本文考慮由加工、制造產生的零件尺寸誤差,并用主動配合面上某點的位置誤差矢量來表示。相較于零件內誤差,配合面誤差的組成和計算更為復雜。
1.3 配合面誤差
配合面誤差受配合面形位誤差和連接方式等因素影響。本文將配合面誤差分成位置誤差和方向誤差兩部分。其中,位置誤差由配合面的連接方式決定,方向誤差由配合面的類型決定,并反映在零件的被動配合面上。本文主要研究平面配合和圓柱面配合,分析它們的誤差組成及其計算方法。
1.3.1配合面位置誤差
通常,對于不可拆卸連接(如焊接、鉚接、粘接等),除非破壞零件結構否則不可拆分,因此,本文將不可拆卸連接的零件視作一個子裝配體,建模時將其視作整體加以分析。對于可拆卸連接(如螺紋連接、銷連接和鍵連接等),位置誤差需要考慮配合面位置度誤差t和被裝配件的平面度誤差s,位置誤差計算公式為
(2)
式中,θ∈[0,2π];ΔX1、ΔY1和ΔZ1分別為沿x、y、z方向的位置誤差分量。
1.3.2配合面方向誤差
(1)平面配合方向誤差。通過描述被動裝配零件的理想平面與實際平面的偏差量,可以建立平面配合方向誤差關系模型。在全局坐標系下,任意零件的理想被動配合面平面方程Z可以表示為
Z=a1X+a2Y+a3
(3)
式中,a1、a2、a3為理想平面方程的表征參數。
通過測量零件幾何特征,提取、擬合表面模型,可得到實際的被動配合面平面方程。由最小二乘法可得

(4)


(5)
式中,α1、β1、θ1分別為平面配合的方向誤差繞x、y、z軸的誤差分量。
(2) 圓柱面配合方向誤差。圓柱面配合的位置誤差t會使被動裝配零件繞x軸和y軸發生微小轉動,如圖2所示。
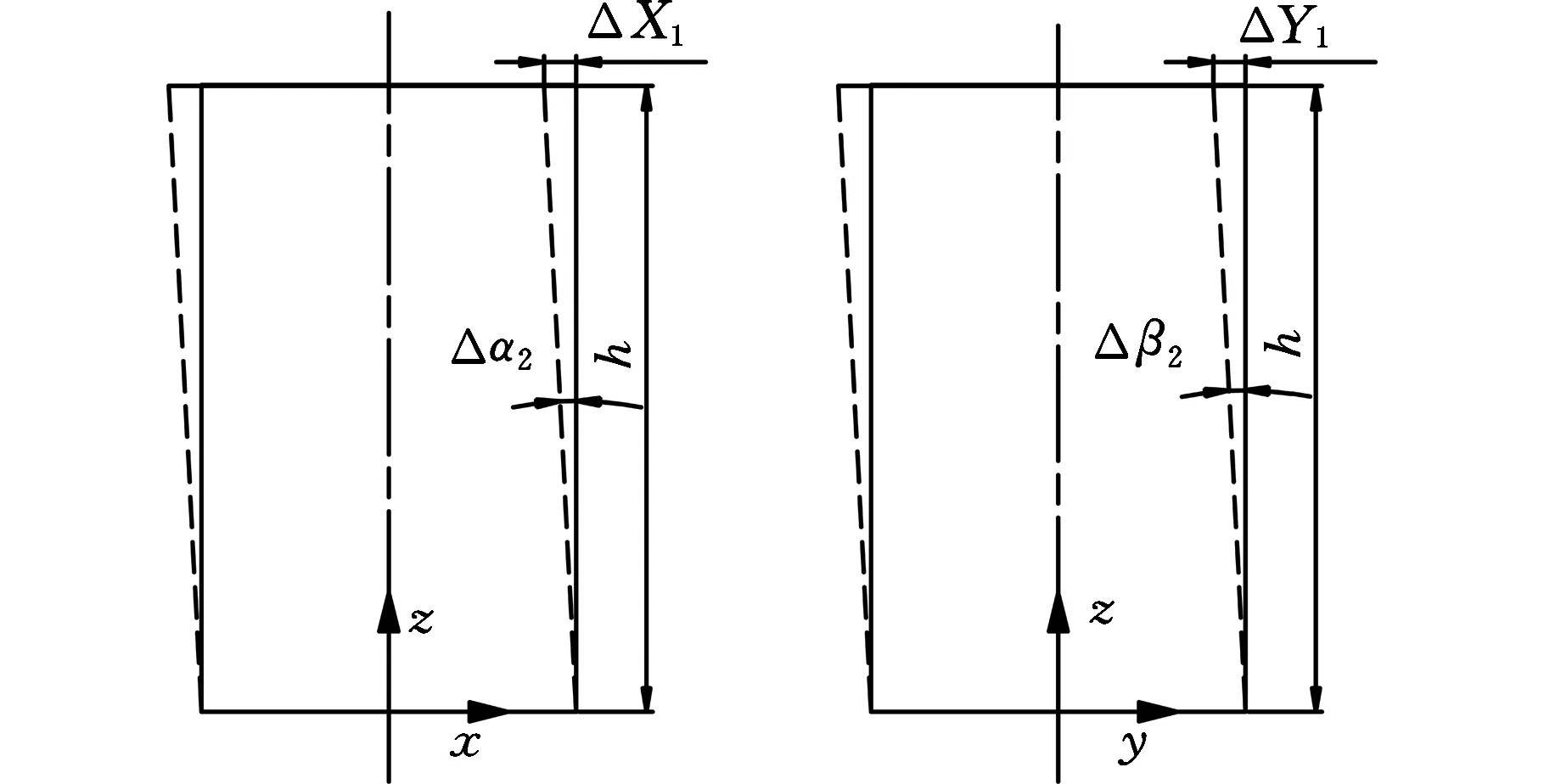
圖2 圓柱面配合的方向誤差示意圖Fig.2 Orientation error of cylindrical surface assembly
根據三角形的幾何關系可得
(6)
式中,α2、β2、θ2分別為圓柱面配合引起的繞x、y、z軸的方向誤差分量;h為被裝配件的高度。
2 裝配誤差建模及精度可靠性分析
2.1 裝配誤差建模原理
本文采用位姿誤差轉換矩陣描述誤差在零件內和配合面間的傳遞。若有N個待裝配零件,需要建立2N個坐標系。本文將全局基準坐標系定義為O0,目標坐標系定義為ON,主動配合面上的坐標系分別定義為P1、P2、…、PN-1,被動配合面上的坐標系分別定義為Q1、Q2、…、QN-1。
2.1.1位姿變換原理
零件在不同坐標系下的位姿變換可以由位姿變換矩陣表示。坐標系間的位置變換矩陣
(7)
式中,Trans為平移變換矩陣;a、b、c分別為坐標變換時沿x、y、z方向的移動距離。
坐標系間的角度變換矩陣
(8)
式中,Trot為旋轉變換矩陣;α、β、θ分別為坐標變換時繞x、y、z軸的轉動角度。
將式(7)和式(8)合并,可以得到零件在不同坐標系下的理想位姿變換矩陣:
T=TrotTrans
(9)
設存在裝配誤差,則坐標轉換過程會存在沿x、y、z方向的微小移動量Δa、Δb、Δc和繞x、y、z軸的微小轉動量Δα、Δβ、Δθ。忽略式(9)中2階、3階微小量,可得到位姿誤差轉換矩陣:
(10)
由此,位姿變換矩陣可以表示為
T′=ΔTT
(11)
2.1.2裝配誤差傳遞計算
零件內的誤差傳遞可以描述為尺寸誤差從主動配合面到相應被動配合面的傳遞過程。對于任意第k個中間零件,其主動配合面和被動配合面上的坐標系分別為Pk和Qk-1。
(12)

配合面的誤差傳遞可以描述為誤差從第k個零件的被動配合面傳遞到第k-1個零件的主動配合面。在第k-1個零件的主動配合面建立一個坐標系Pk-1,則有
(13)

由式(12)和式(13),并根據位姿變化矩陣的傳遞關系,可以依次得到目標零件(第N個零件)上點r在坐標系QN-1、PN-1、QN-2、PN-2直至全局坐標系O0的理想坐標矢量和實際坐標矢量,即
(14)
(15)
2.2 裝配精度可靠性分析
設裝配過程各尺寸誤差服從正態分布、形位公差服從瑞利分布,通過計算目標參數的精度可靠度可以判定裝配精度。
2.2.1裝配精度可靠度的定義
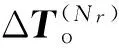
裝配精度可靠度是指產品在規定的裝配條件下,其實際精度滿足設計要求的概率。設計算的實際裝配精度為ΔE,目標裝配精度為 [ΔE1,ΔE2]。若ΔE1≤ΔE≤ΔE2,則精度符合要求;否則不符合要求。設完成L次(為保證抽樣精度,L取足夠大)抽樣,其中符合要求的次數為M,則裝配精度可靠度
R=M/L
(16)
2.2.2裝配精度可靠性的計算
在計算裝配誤差和定義裝配精度的基礎上,通過模擬裝配過程可以得到精度可靠度數據。裝配精度可靠度分析流程如圖3所示。
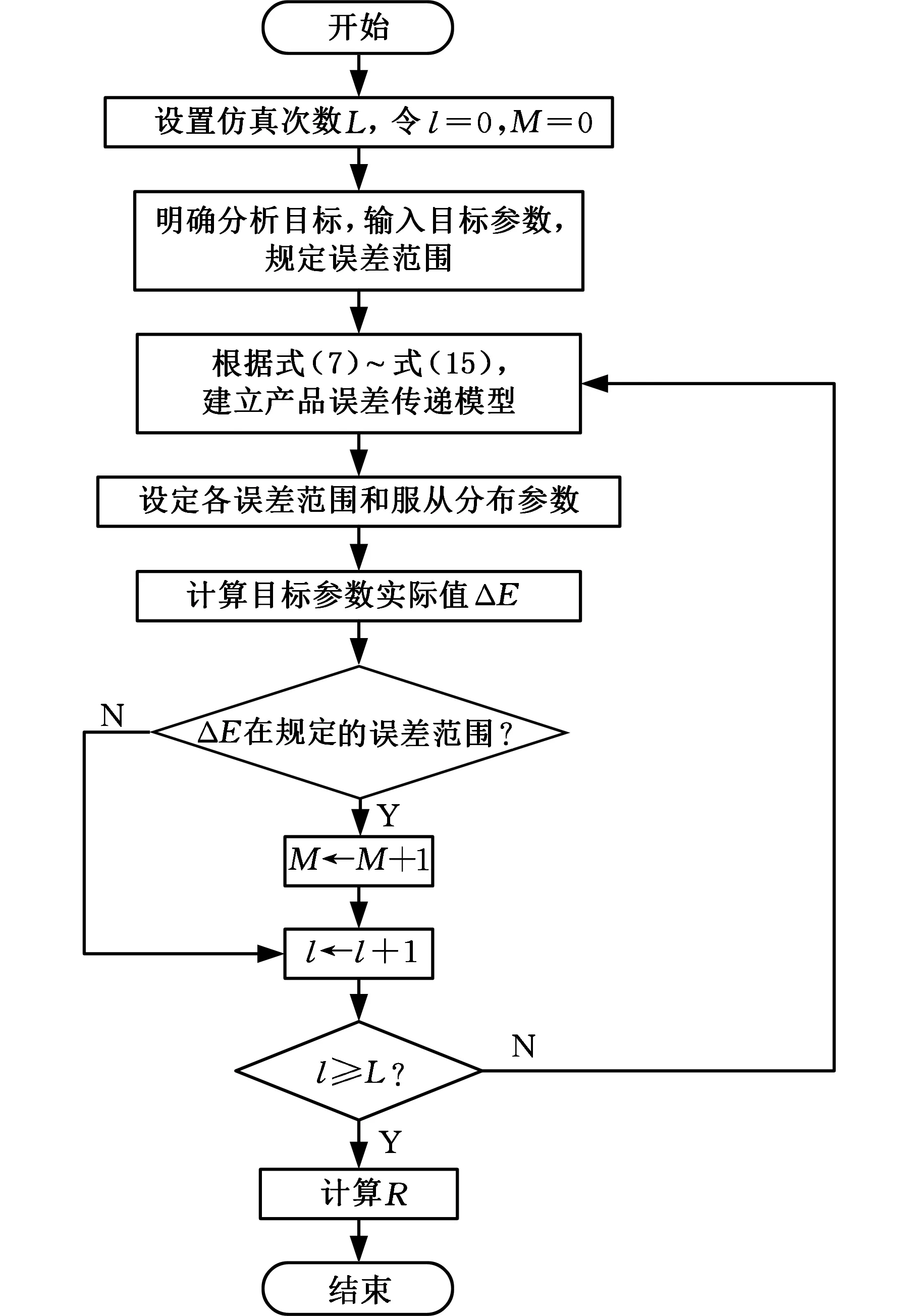
圖3 裝配精度可靠性分析流程Fig.3 Simulation calculation process
3 案例分析
本節以某型號測量平臺機架為例,根據前述建模方法,并按照底座→立柱→頭架→工作部分的裝配過程進行分析。機架結構和基本尺寸如圖4所示,假定非工作狀態各零件處于圖示位置。各零件的尺寸公差為±0.05 mm,形位公差為0.01 mm。該機架裝配精度的目標為:工作部分在各方向位置誤差為±0.15 mm的可靠度不小于95%。
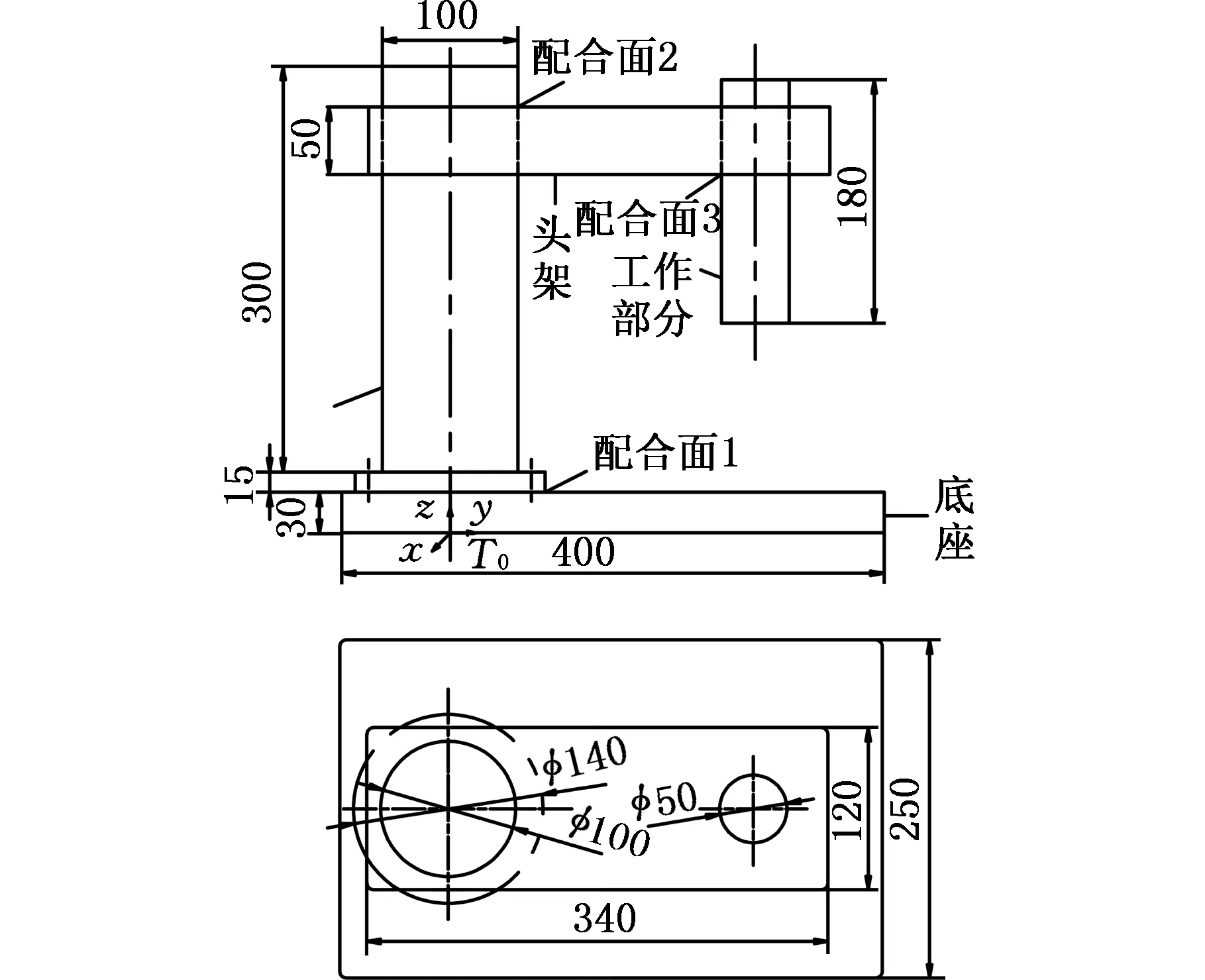
圖4 某測量平臺機架結構組成Fig.4 A frame model of a measurement platform
以機架結構底座下表面為全局基準面,工作部分的下表面為目標面。其中,配合面1為可拆卸的平面配合,配合面2和配合面3為可拆卸的圓柱面配合,各零件通過配合面形成誤差傳遞累積的裝配體。各坐標系的原點坐標如表1所示,各坐標系與全局坐標系T0平行。
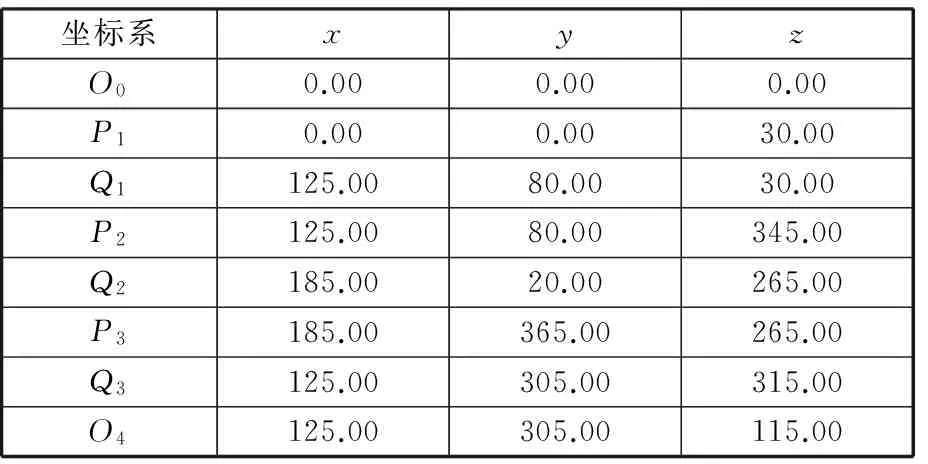
表1 各坐標系相對于全局坐標系的原點坐標
采用MATLAB抽樣,得到裝配目標在x、y、z方向的位置誤差頻數分布直方圖和誤差概率分布圖,分別如圖5~圖7所示。表2為各方向的位置誤差的均值和方差。
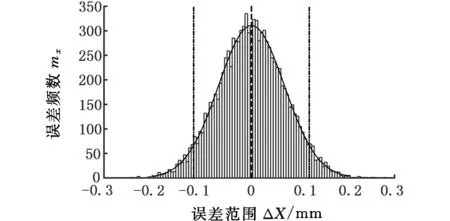
圖5 目標面在x向位置誤差Fig.5 Position error of target surface in x direction
由圖5~圖7可知,目標面的位置誤差近似服從正態分布。表2中數據表明:z方向的誤差大于x、y方向的誤差。由測量機架的工作性質可知,z方向是誤差敏感方向,且容易產生較大誤差。計算結果與實際情況相符。
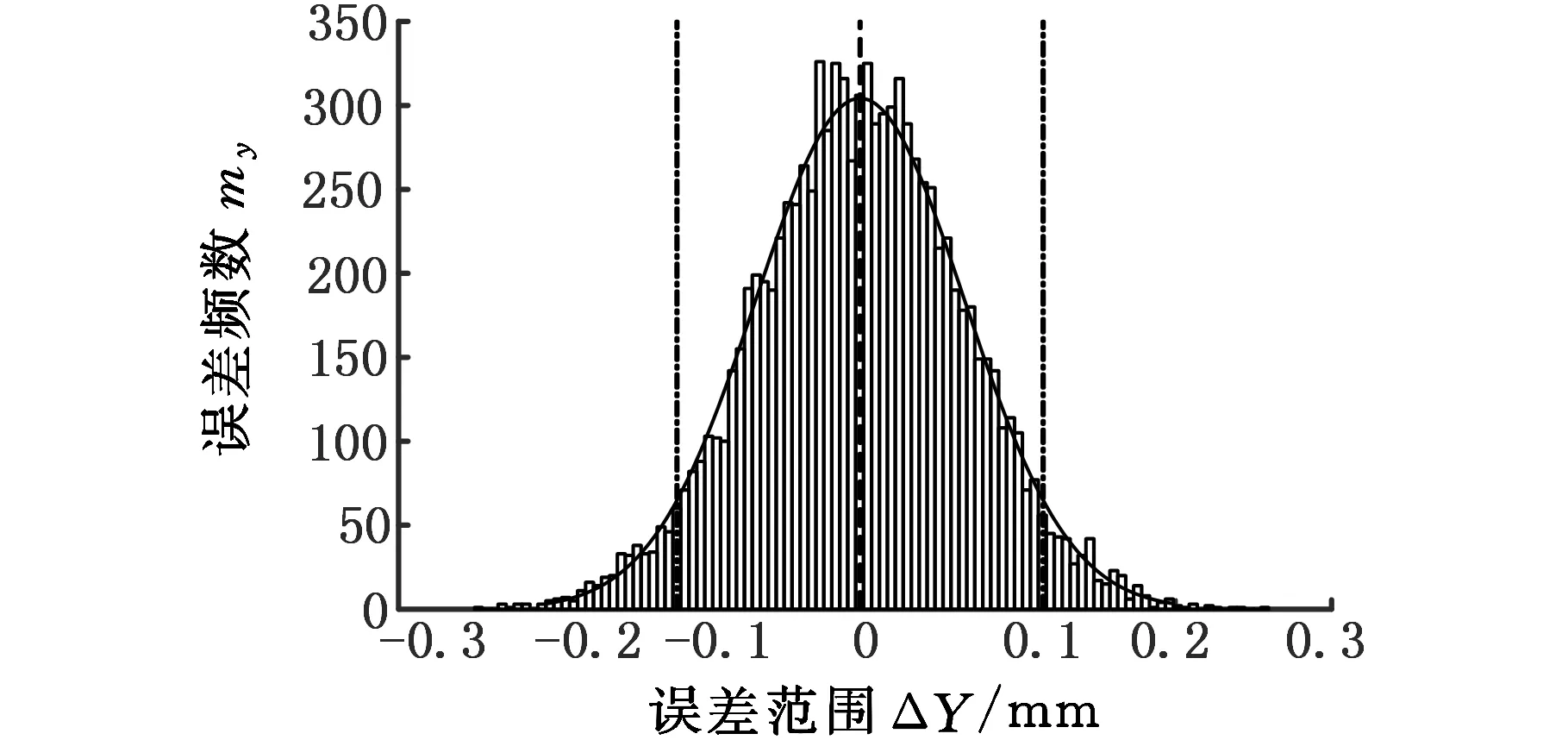
圖6 目標面在y向位置誤差Fig.6 Position error of target surface in y direction
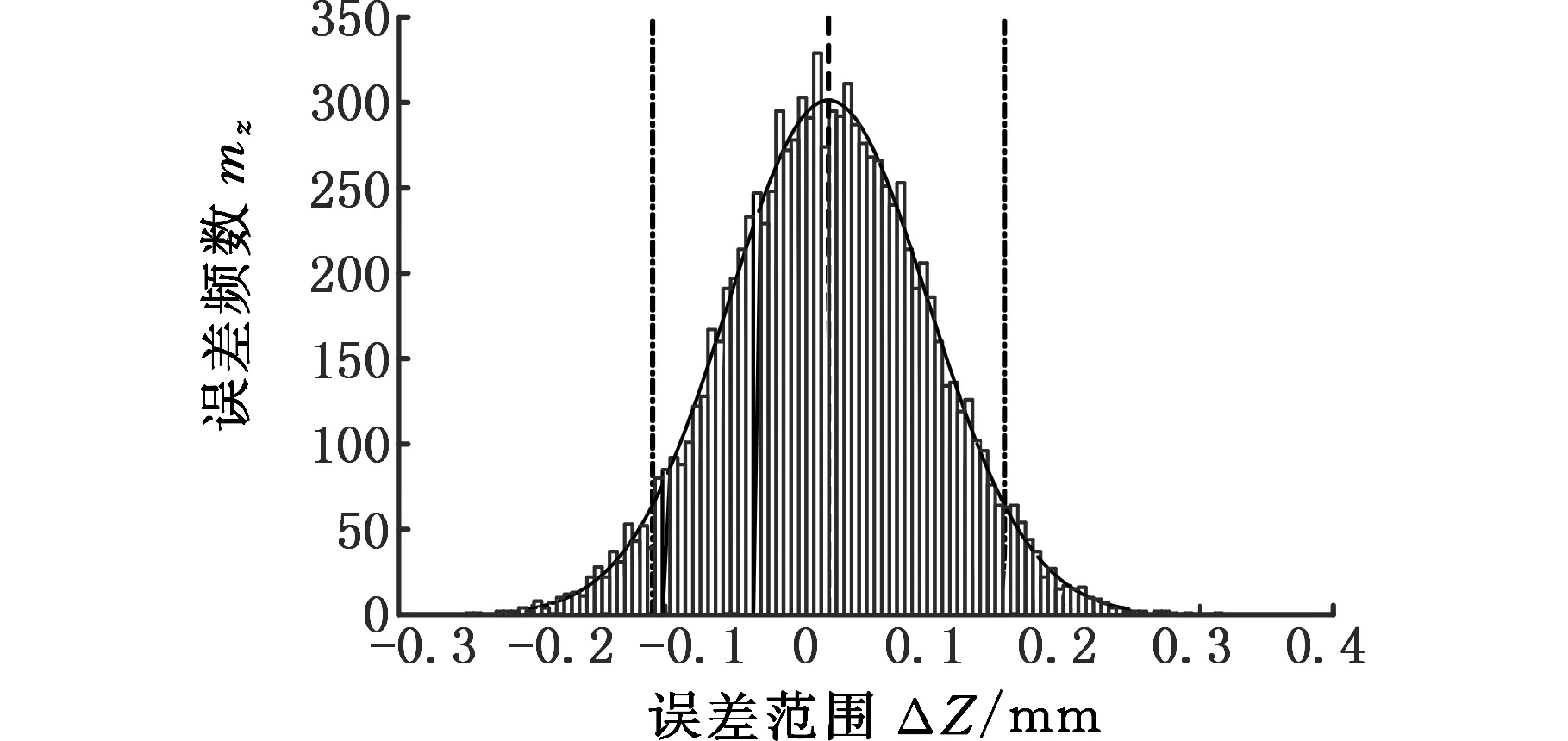
圖7 目標面在z向位置誤差Fig.7 Position error of target surface in z direction

ΔXΔYΔZ均值(mm)0.0042-0.00420.0211方差0.00410.00450.0057
由圖3所示流程開展MATLAB模擬,計算出x、y、z方向的位置誤差可靠度分別為97.31%、97.36%和94.37%。x、y方向的位置誤差符合裝配精度要求,z方向的精度可靠度未達到裝配要求。
此外,將各方向的位置誤差目標值分別設置為±0.10 mm、±0.15 mm、±0.20 mm,可靠度結果如表3所示。顯然,當裝配精度目標為±0.10 mm時,各方向位置誤差可靠度均不符合要求;當精度目標為±0.15 mm時,x、y方向的位置誤差可靠度符合裝配精度要求,z方向的位置誤差可靠度接近但未達到裝配要求;當精度目標為±0.20 mm時,各方向位置誤差可靠度均符合要求。
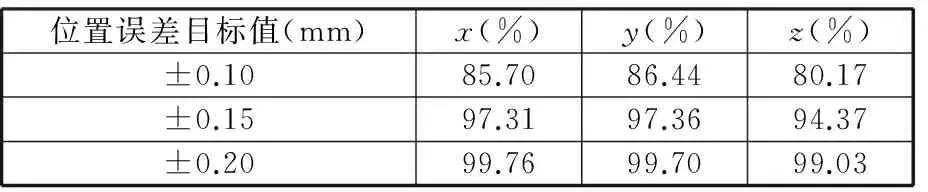
表3 目標面各方向的位置誤差可靠度
需要指出的是,不同精度要求實現的難度有所不同,在設置裝配精度時需要綜合權衡精度目標實現的難易程度、成本等因素,合理確定裝配精度。對于裝配精度不符合要求的裝配體,應采取提高加工精度等措施,以減小零件的制造誤差。
4 結論
(1)考慮裝配過程中的尺寸公差和形位公差,提出了零件內誤差和配合面誤差的概念,為裝配誤差分析提供了新思路。在分析裝配誤差源的基礎上,采用位姿變換矩陣建立裝配誤差模型,獲取裝配精度數值。給出裝配精度可靠度的定義和數值計算方法,通過計算目標面的誤差概率分布,為裝配精度可靠性分析提供理論依據。
(2)后續可以開展誤差源對裝配精度的靈敏性分析研究,并通過優化公差分配,實現裝配體精度的改善。
[1] 劉偉東, 寧汝新, 劉檢華,等. 機械裝配偏差源及其偏差傳遞機理分析[J]. 機械工程學報, 2012,48(1):156-168. LIU Weidong, NING Ruxin, LIU Jianhua, et al. Mechanism Analysis of Deviation Sourcing and Propagation for Mechanical Assembly [J]. Journal of Mechanical Engineering,2012,48(1):156-168.
[2] 彭和平, 劉曉軍. 考慮形位公差的二維裝配公差分析[J]. 機械傳動,2008,32(3):75-77. PENG Heping, LIU Xiaojun. Two-dimension Assembly Tolerance Analysis Considering Geometric Tolerance[J]. Mechanical Transmission,2008,32(3):75-77.
[3] ASANTE J N. A Small Displacement Torsor Model for Tolerance Analysis in a Work Piece-fixture Assembly [J]. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture,2009,223(8):1005-1020.
[4] HU S J, KOREN Y. Stream-of-variation Theory for Automotive Body Assembly [J]. CIRP Annals—Manufacturing Technology,1997,46(1):1-6.
[5] DING Y, CEGLAREK D, SHI J. Modeling and Diagnosis of Multistage Manufacturing Processes: Part Ⅰ: State Space Model[C]//Proceedings of the 2000 Annals of Japan/USA Symposium on Flexible Automation. Ann Arbor, MI,2000:23-26.
[6] ZHOU S, HUANG Q, SHI J. State Space Modeling of Dimensional Variation Propagation in Multistage Machining Process Using Differential Motion Vectors [J]. IEEE Transactions on Robotics and Automation,2003,19(2):296-309.
[7] LIU J. Variation Reduction for Multistage Manufacturing Processes: a Comparison Survey of Statistical-process-control VS Stream-of-variation Methodologies [J]. Quality and Reliability Engineering International,2010,26(7):645-661.
[8] 余治民, 劉子建, 艾彥迪, 等. 大型數控龍門導軌磨床幾何誤差建模與基于可靠性理論的精度分配[J]. 機械工程學報, 2013,49(17):142-151. YU Zhimin, LIU Zijian, AI Yandi, et al. Geometric Error Model and Precision Distribution Based on Reliability Theory for Large CNC Gantry Guide Way Grinder[J]. Journal of Mechanical Engineering,2013,49(17):142-151.
[9] 黃勇剛, 杜力, 黃茂林. 基于旋量理論的機器人誤差建模方法[J]. 哈爾濱工業大學學報, 2010,42(3):484-489. HUANG Yonggang, DU Li, HUANG Maolin. Screw Theory Based Error Modeling Method of Robot Mechanisms[J]. Journal of Harbin Institute of Technology,2010,42(3):484-489.
[10] TANG Hao, DUAN Jian, LAN Shuhuai, et al. A New Geometric Error Modeling Approach for Multi-axis System Based on Stream of Variation Theory [J]. International Journal of Machine Tools and Manufacture,2015,92(1):41-51.
[11] CAO Yanlong, LI Bo, GUAN Jiayan, et al. A Point-based Variation Propagation Model for Multi-pass Machining Process [J]. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 2015,229(7):1164-1179.
[12] ANSELMETTI B. Generation of Functional Tolerancing Based on Positioning Features[J]. Computer-aided Design,2006,38(8):902-919.
[13] 呂程, 劉子建. 基于裝配定位優先級的并聯結合面誤差建模[J]. 中國機械工程,2015,26(24):3295-3301. LYU Cheng, LIU Zijian. Parallel Joint Surface Error Modeling Based Assembly Positioning Priority[J]. China Mechanical Engineering,2015,26(24):3295-3301.
[14] 伊國棟, 譚建榮, 張樹有, 等. 基于配合面偶的裝配約束建模[J]. 浙江大學學報(工學版),2006,40(6):921-926. YI Guodong, TAN Jianrong,ZHANG Shuyou, et al. Assembly Constraint Modeling Based on Mating Surface Couple[J]. Journal of Zhejiang University(Engineering Science),2006,40(6):921-926.
(編輯袁興玲)
ModelingforAssemblyErrorPropagationsandAssessmentsofAssemblyPrecisionReliability
SU Chun HUANG Yi
School of Mechanical Engineering, Southeast University, Nanjing,211189
TP311.52
10.3969/j.issn.1004-132X.2017.19.014
2016-08-11
國家自然科學基金資助項目(71671035);國防基礎科研計劃資助項目(JCKY2016210C007)
蘇春,男,1970年生。東南大學機械工程學院教授、博士。主要研究方向為可靠性工程、生產系統工程。發表論文120余篇。E-mail:suchun@seu.edu.cn。黃漪,女,1992年生。東南大學機械工程學院碩士研究生。
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
計算機應用(2021年1期)2021-01-21 03:22:38
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
小天使·一年級語數英綜合(2015年2期)2015-01-14 06:35:05
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44