基于PLC的皮帶運輸機控制裝置的設計
2017-10-17 11:27:04劉麗娜陳天宇
現代交際 2016年21期
劉麗娜 陳天宇

摘要:本文主要給出了PLC控制皮帶輸送機系統的硬件組成和軟件設計。PLC是一種近幾年被大規模應用的工控裝置,在工業生產中的應用廣泛,其具備高度穩定、控制簡單、設計方法多樣,可以方便地進行仿真等優勢。同時具有部署簡便、容錯性強的優點,在行業內贏得了廣泛贊譽。微處理器相關理論和知識為PLC技術奠定了基礎。
關鍵詞:皮帶運輸機驅動控制 PLC控制系統保護裝置
中圖分類號:TH222 文獻標識碼:A 文章編號:1009-5349(2016)21-0254-01
皮帶運輸機控制裝置設計這一課題,十分傳統。運輸設備中,很普遍的一種運輸方式就是使用皮帶運輸機進行運輸。皮帶運輸機的結構十分簡單,價格也相對低廉。而且,皮帶運輸機在很多場合下都可以使用,尤其是對于像煤炭之類的散碎物品的運輸,它的運輸量大,效率高,運行過程中,也不會產生很大的噪音。因此,無論是在重工業中,還是在輕工業中,皮帶運輸機都占據了重要的地位。它對于國家經濟的發展,起到了極大的促進作用。可編程控制器(簡稱PLC)在系統中將繼電器技術、計算機技術和通信技術融為一體,具有很多的優點。
一、PLC的選擇
根據設計要求,我們可以得出需要輸入和輸出點分別為7個和12個,因此本設計使用歐姆龍CPM2A系列30點I/O(輸入為18點輸出為12點)的PLC。我們最終確定用OMRON公司的CPM2A系列的PLC完成設計。
二、PLc控制系統的主電路設計
如圖1,M1-M4分別被線圈KM1-KM4所制約。為實現此效果,首先要使得4部電機開始工作,從而帶動皮帶的工作,而使電機工作,必須先要開啟QS1使裝置通電,電流流經接觸器線圈,造成主電路吸合。主電路具備良好的自我保護功能,當其中1部電機不能正常工作時,可以通過對應的低壓電器來使裝置斷路。刀開關QF起電源隔離作用,熱繼電器FR具有對電機過載保護作用。
三、外圍電路設計
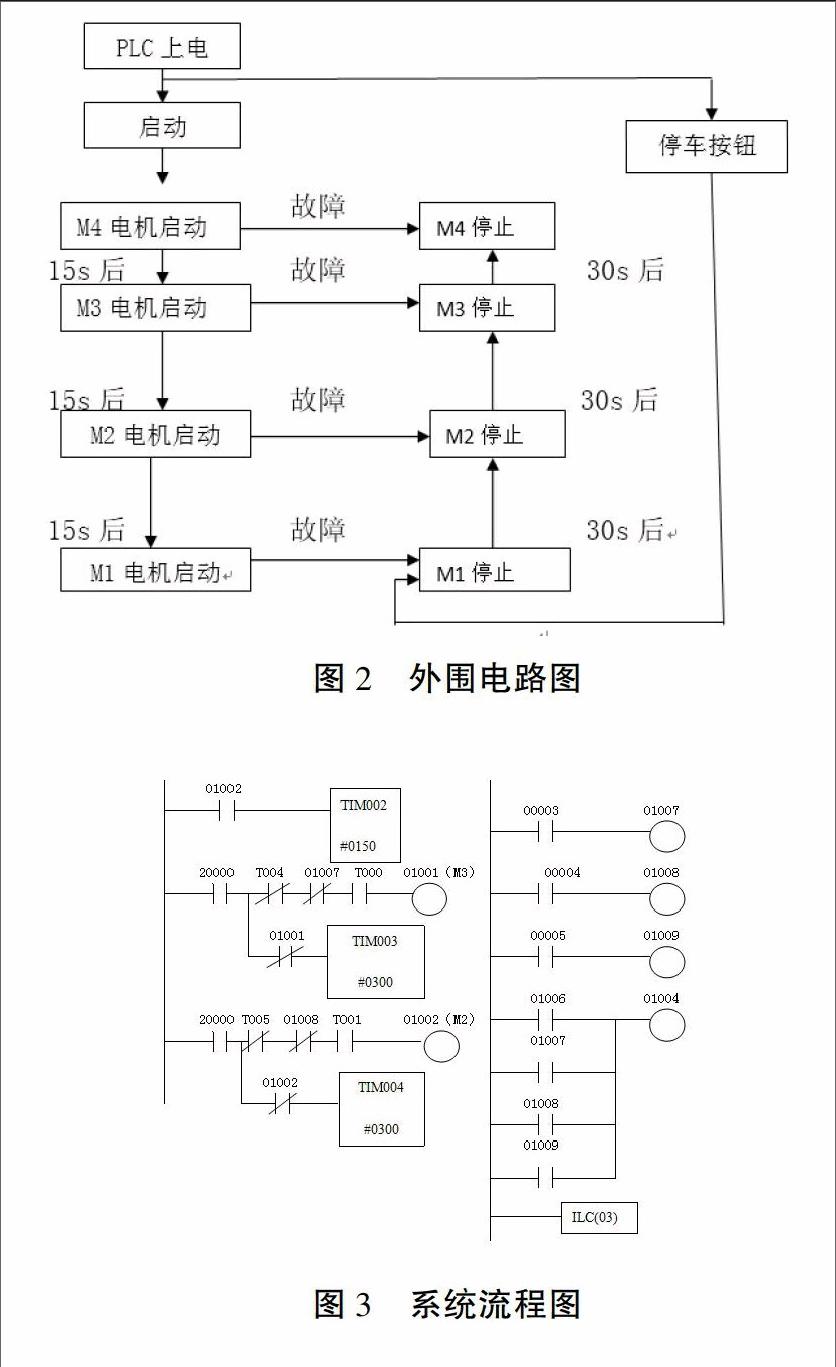
如圖2,SBl為啟動按鈕(00000),SB2為停止按鈕(00001)。SB3,SB4,SB4,SB5,SB5,SB6是4部設備相關聯的非正常運行信號,常開提示表示工作狀態良好,常閉提示表示不能正常工作,經SB3-SB6(00002-00005)傳輸到可編程控制器作業。非正常狀態輸出01004錯誤提示。當其中有電機不能正常工作時,HA就會發出提示。可以通過熱繼電器,交流接觸器檢測出電機的故障信號(過流、斷相、短路、過載)。
四、PLC控制系統軟件設計
如圖3,PLC上電,按下啟動按鈕(00000),啟動M4電機,每隔15s依次啟動M3、M2、M1。當不工作時,則按停止按鈕(00001),此時M1終止工作狀態,然后每過30s再依次停止其他電機。在系統中某一臺電機出現故障時,則需要按下故障按鈕(故障按鈕需要每臺設備對應),非正常工作電機和它之前的電機可以瞬時停機。隨后可以通過定時器使得其他設備脫離工作狀態。
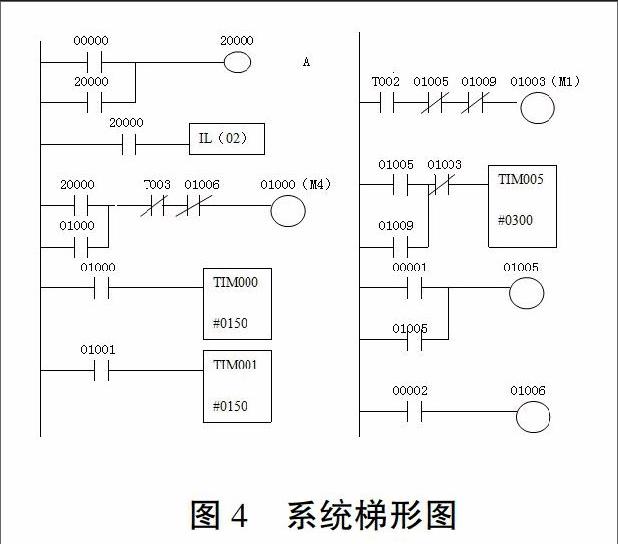
按照設計需求及流程圖,繪制梯形圖,在圖4中,程序中,01000、01001、01002、01003控制電機M4、M3、M2、M1;01004起到故障提示燈的作用,01006、01007、01008、01009是錯誤狀態輸出,01005為終止運行出。電機開啟的時間是由定時器控制的。按啟動按鈕00000,使電機M4工作,隨后間隔15秒(由定時器TIM000、TIM001、TIM002控制)KM3、KM2、KM1線圈通電,主電路閉合,相應的電動機開始工作。停車過程中,通過停止工作按鈕(00001),M1電機立即停止運行,然后,間隔30S使M2、M3、M4陸續脫離工作狀態。為加強人身和財產的保護,利用短路、過載,過電流等使系統斷電。一旦出現故障,則采用手動控制的方式,
責任編輯:楊國棟endprint
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
汽車維修與保養(2019年7期)2020-01-06 03:30:42
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維護與修理(2015年2期)2015-02-28 12:15:39
商業評論(2014年9期)2015-02-28 04:32:41