
珩磨缸孔工藝的優(yōu)化改進(jìn)
2017-10-19 09:24:22賴(lài)智宇鄭文清
裝備制造技術(shù) 2017年8期
賴(lài)智宇,鄭文清
(上汽通用五菱汽車(chē)股份有限公司,廣西 柳州545027)
珩磨缸孔工藝的優(yōu)化改進(jìn)
賴(lài)智宇,鄭文清
(上汽通用五菱汽車(chē)股份有限公司,廣西 柳州545027)
珩磨是指用鑲嵌在珩磨頭上的砂條對(duì)精加工面進(jìn)行精整的加工工藝。為保證發(fā)動(dòng)機(jī)整機(jī)燃油經(jīng)濟(jì)性、耐久性等關(guān)鍵指標(biāo),缸體機(jī)加工均會(huì)對(duì)缸孔進(jìn)行珩磨處理。結(jié)合生產(chǎn)實(shí)際,探討了如何通過(guò)優(yōu)化加工參數(shù)、降低夾緊壓力等措施,提升珩磨缸孔表面粗糙度。
缸孔;珩磨;粗糙度
柳州某汽車(chē)廠主要生產(chǎn)某牌號(hào)鑄鐵件缸體,其缸孔加工可分為粗鏜、精鏜、珩磨等三道工序。工藝設(shè)計(jì)通過(guò)不同的余量分配,逐步完成對(duì)缸孔的加工制造,以獲得良好的表面質(zhì)量。為兼容三缸體增壓新機(jī)型,該工廠對(duì)原四缸機(jī)生產(chǎn)線進(jìn)行柔性化改造,使其具備多種機(jī)型共線生產(chǎn)的能力。增壓改造后,在生產(chǎn)B系列四缸機(jī)時(shí)頻繁出現(xiàn)缸孔珩磨加工粗糙度超差問(wèn)題。缸孔粗糙度測(cè)量各缸孔均檢測(cè)3個(gè)截面(bore#1.1為一缸第一截面、bore#1.2為一缸第二截面......以此類(lèi)推),檢測(cè)報(bào)告如圖1所示,表現(xiàn)為Rpk超上差,Rvk超下差。

圖1 缸孔粗糙度測(cè)量報(bào)告
查詢(xún)過(guò)程潛在失效模式及后果分析(PFMEA)可知,缸孔粗糙度超差的潛在失效模式有:影響發(fā)動(dòng)機(jī)功率,發(fā)動(dòng)機(jī)異常磨損、異響,異常燃燒、影響尾氣排放等。因此珩磨缸孔粗糙度超差問(wèn)題風(fēng)險(xiǎn)等級(jí)較高,一旦問(wèn)題件流向客戶(hù)會(huì)產(chǎn)生較為嚴(yán)重的后果,因此,本文基于優(yōu)化缸孔珩磨質(zhì)量展開(kāi)了攻關(guān)研究。
1 加工原理
對(duì)珩磨工藝分析可知:珩磨是珩磨頭圓周上的砂條由漲開(kāi)機(jī)構(gòu)沿徑向漲開(kāi),使其壓向工件孔壁,以便產(chǎn)生一定的面接觸,同時(shí)使珩磨頭旋轉(zhuǎn)和往復(fù)運(yùn)動(dòng),零件不動(dòng);或珩磨頭只作旋轉(zhuǎn)運(yùn)動(dòng),工件往復(fù)運(yùn)動(dòng),從而實(shí)現(xiàn)珩磨[1]。多數(shù)情況下,珩磨頭與機(jī)床主軸之間為浮動(dòng)連接,加工時(shí)珩磨頭以工件孔壁為導(dǎo)向。由于珩磨頭旋轉(zhuǎn)并往復(fù)運(yùn)動(dòng),使加工面形成交叉螺旋線切削軌跡,且在每一往復(fù)行程時(shí)間內(nèi)珩磨頭的轉(zhuǎn)數(shù)不是整數(shù)。兩次行程間珩磨頭相對(duì)工件在周向錯(cuò)開(kāi)一定角度,避免珩磨頭上的每一個(gè)磨粒在孔壁上的運(yùn)動(dòng)軌跡出現(xiàn)重復(fù)[2]。
該工廠針對(duì)缸孔粗糙度超差問(wèn)題,運(yùn)用“人機(jī)料法環(huán)”原則,查找出來(lái)料穩(wěn)定性、夾緊定位壓力、加工參數(shù)、珩磨液、定位精度等多個(gè)引發(fā)該問(wèn)題的潛在要因,并針對(duì)各個(gè)要因逐個(gè)開(kāi)展優(yōu)化。如圖2所示,通過(guò)針對(duì)以上要因的優(yōu)化,使得缸孔粗糙度得到有效控制。
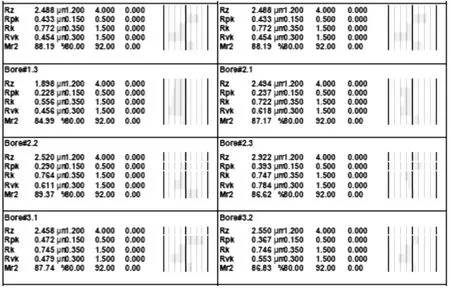
圖2 優(yōu)化后缸孔粗糙度測(cè)量報(bào)告
2 工藝優(yōu)化
2.1 確保來(lái)料穩(wěn)定性
在同一加工參數(shù)下,來(lái)料一致性與加工穩(wěn)定性成線性關(guān)系。鑄鐵件缸體硬度、微量元素含量直接決定了其可加工性,硬度超差或局部硬度變化過(guò)大也會(huì)導(dǎo)致加工異常,從而出現(xiàn)切屑異常、加工不穩(wěn)定等情況。珩磨加工建立在精鏜缸孔基礎(chǔ)之上,精鏜缸孔質(zhì)量有兩大方面:直徑及圓度。穩(wěn)定的精鏜加工確保來(lái)料尺寸的一致性是確保珩磨質(zhì)量及加工節(jié)拍的重要一環(huán),在節(jié)拍允許的情況下,將來(lái)料尺寸控制在下公差為宜。
2.2 降低定位壓力,減小工件變形
如圖3所示,當(dāng)前該工廠為保證加工,采用零件底面定位、頂部加緊的方式進(jìn)行固定。
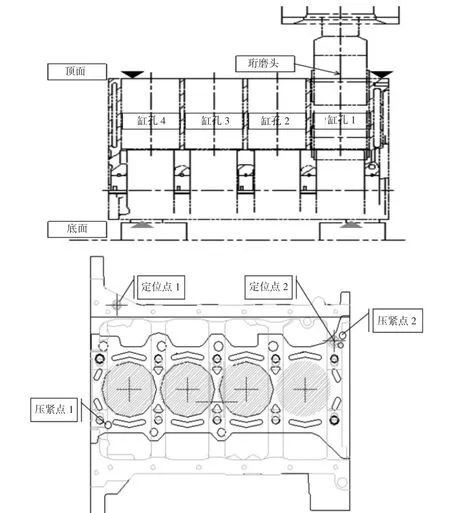
圖3 夾緊定位示意圖
理論分析可知,在保證的前提下定位壓力越小越好,檢查珩磨機(jī)定位壓力,高達(dá)2.7 MPa.加工時(shí)工件在壓緊點(diǎn)方向發(fā)生形變,在加工結(jié)束后壓緊力撤去,材料回彈,缸孔形狀出現(xiàn)無(wú)規(guī)律變化,從而導(dǎo)致質(zhì)量缺陷。在27 MPa壓力下輸出缸孔圓度擬合曲線,如圖4所示,45°方向上壓緊力撤銷(xiāo)后材料回彈導(dǎo)致缸孔呈現(xiàn)135°方向的橢圓。
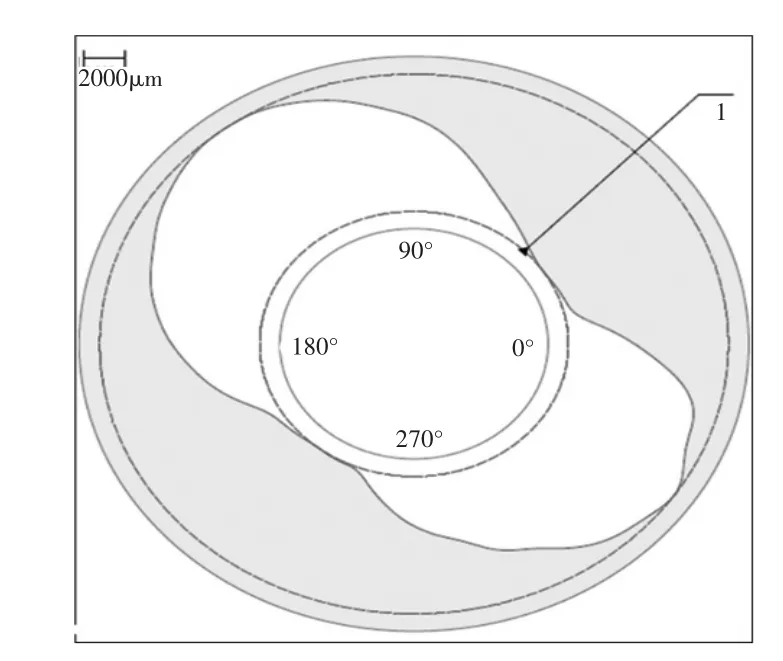
圖4 2.7 MPa壓緊力圓度擬合曲線
優(yōu)化加緊壓力,將壓力由2.7 MPa降低至1.5 MPa,連續(xù)跟蹤300件,加工過(guò)程中零件無(wú)晃動(dòng),無(wú)氣檢報(bào)警。輸出缸孔圓度擬合曲線如圖5所示,缸孔橢圓變形明顯較小,粗糙度也得到有效改善。
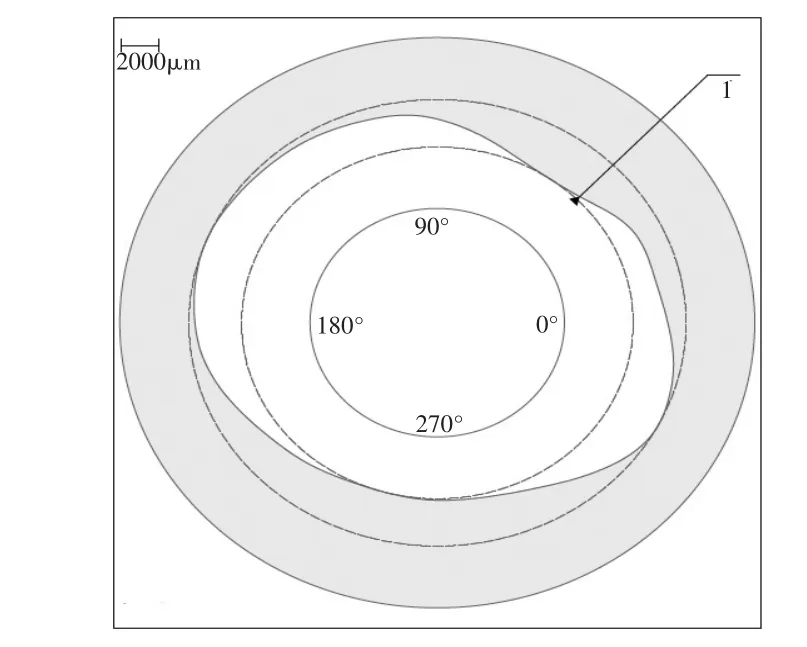
圖5 1.5MPa壓緊力圓度擬合曲線
2.3 監(jiān)控珩磨液質(zhì)量
珩磨液珩磨液的凈化,珩磨液如果凈化不好,會(huì)導(dǎo)致鐵泥排出不暢,使砂條堵塞,珩磨頭卡死刮傷加工表面。欲獲得較高的珩磨效率與質(zhì)量,必須使珩磨液干凈,定期更換[3]。目前對(duì)珩磨液采用二級(jí)過(guò)濾并定期抽檢的方式進(jìn)行控制,檢測(cè)項(xiàng)目包括:酸堿度、顆粒度、濃度等。如圖6所示,該工廠對(duì)珩磨液監(jiān)控較好。
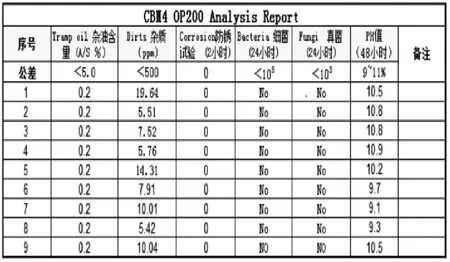
圖6 珩磨液各項(xiàng)監(jiān)測(cè)數(shù)據(jù)
2.4 保證定位精度
如圖7所示,加工時(shí)程序以?shī)A具定位面位基準(zhǔn),工件在夾具上夾緊后默認(rèn)底面與定位面完全重合,當(dāng)定位面傾斜時(shí)勢(shì)必導(dǎo)致缸孔與珩磨頭不同軸,達(dá)到一定程度時(shí)柔性連接部分無(wú)法兼容,會(huì)引起珩磨頭各方向受力不均。該工廠采用多個(gè)機(jī)型共線生產(chǎn),四缸機(jī)定位面上有6個(gè)定位塊。定位面水平性對(duì)加工質(zhì)量的影響巨大,一旦發(fā)生定位面傾斜,且3、4點(diǎn)高于1、2、5、6,既出現(xiàn)中間高兩頭低的現(xiàn)象。加工過(guò)程中壓緊力不足時(shí)零件處于晃動(dòng)狀態(tài),壓緊力過(guò)大將缸體壓緊在不平整的定位面時(shí)又造成缸孔塑性變形,引起加工超差。
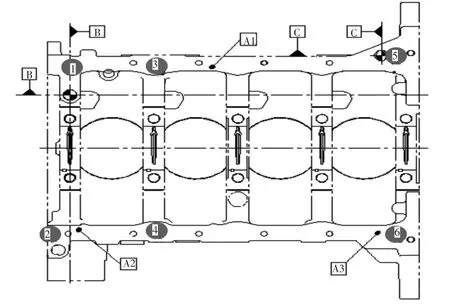
圖7 定位點(diǎn)示意圖
3 總結(jié)
依據(jù)“人機(jī)料法環(huán)”原則對(duì)珩磨缸孔質(zhì)量問(wèn)題的潛在要因逐條分析,探索出通過(guò)保證來(lái)料一致性、合理降低壓緊壓力、有效監(jiān)控珩磨液等措施,以提升珩磨加工質(zhì)量,降低不合格件數(shù)量。對(duì)于多種機(jī)型共線生產(chǎn),需保證各定位面水平,工件定位精度得到有效保證。本文介紹的問(wèn)題攻關(guān)解決思路,對(duì)生產(chǎn)線復(fù)雜質(zhì)量問(wèn)題的解決有一定的指導(dǎo)意義。
[1]黃振林,林燕文.珩磨工藝參數(shù)的優(yōu)化設(shè)計(jì)[J].機(jī)械工程師,2007(5):56-57.
[2]廖秋巖,張龍波,樊思敏.大型雙進(jìn)給珩磨頭的珩磨力數(shù)學(xué)模型研究[J].新技術(shù)新工藝,2015(4):37-40.
[3]王慧楠,孔彥杰,王守平,等.珩磨技術(shù)在軋機(jī)輥套內(nèi)孔精加工中的應(yīng)用[J].工具技術(shù),2015,49(10):75-78.
Optimization and Improvement of Honing Cylinder Bore Process
LAI Zhi-yu,ZHENG Wen-qing
(SAIC Wuling Wuling Automobile Limited by Share Ltd.,Liuzhou Guangxi 545027,China)
Honing refers to the process of finishing the surface by using the whetstone embedded in the honing head.In order to ensure the fuel economy and durability of the engine,the cylinder bore is processed by honing.Based on the production practice,this paper discusses how to improve the surface roughness of honing cylinder by optimizing machining parameters and reducing clamping pressure.
cylinder bore;honing;roughness
TK406
A
1672-545X(2017)08-0086-03
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2021年12期)2021-12-31 03:23:08
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
山東冶金(2019年6期)2020-01-06 07:45:54
中國(guó)生殖健康(2019年2期)2019-08-23 08:12:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
汽車(chē)觀察(2016年3期)2016-02-28 13:16:26
