
測(cè)試盤加工工藝
2017-10-19 09:24:34林桂平
裝備制造技術(shù) 2017年8期
關(guān)鍵詞:工藝
林桂平
(廣東省肇慶市工業(yè)貿(mào)易學(xué)校,廣東 肇慶526000)
測(cè)試盤加工工藝
林桂平
(廣東省肇慶市工業(yè)貿(mào)易學(xué)校,廣東 肇慶526000)
針對(duì)環(huán)氧樹脂RF-4材料方孔加工探討,對(duì)非金屬材料加工作方案比較,根據(jù)自身特點(diǎn),制定一套更合理的加工工藝,從而在保證產(chǎn)品質(zhì)量的前提下,提高生產(chǎn)效率、使加工工藝簡(jiǎn)單和成本低的方法。
測(cè)試盤;壓孔微切削;刀具;突破
近年,我國(guó)電子行業(yè)迅猛發(fā)展,電子元件趨向微型化,對(duì)電子元件性能參數(shù)測(cè)定要求越來(lái)越高。測(cè)試盤是測(cè)試各類電子元件參數(shù)的必用易損配件,如何保證其精度要求,是加工比較困難的問(wèn)題,一般電子元件生產(chǎn)廠家都選用日本、臺(tái)灣或其合資廠等廠家的加工配件,其生產(chǎn)周期長(zhǎng)、成本高。國(guó)內(nèi)生產(chǎn)此類配件遇到技術(shù)瓶頸,難以保證其質(zhì)量。本文就此問(wèn)題展開加工工藝方法探討,從而獲得工藝上的突破。
1 測(cè)試盤分析
(1)測(cè)試盤材料為非金屬RF-4環(huán)氧樹脂
(2)外形尺寸大,厚度尺寸小,加工易變形
(3)測(cè)試盤主要類型有如下四種
1)單軌測(cè)試盤 其主要工藝參數(shù):內(nèi)孔φ168mm、外徑 φ252 mm,厚度規(guī)格有 0.9 mm;1.5 mm;1.9 mm;3.0 mm等,在分度圓φ240 mm均布方孔,方孔規(guī)格有 0.65×0.65×0.9(mm);0.95×0.95×1.5( mm);1 × 1.9 × 1.5(mm);1.05 × 2 × 3(mm);在分度圓φ186 mm直徑上有φ10 mm和φ12 mm定位孔。
2)四軌測(cè)試盤 其主要工藝參數(shù):內(nèi)孔φ150 mm外徑φ290 mm,厚度規(guī)格有0.9 mm;1.5 mm;1.9 mm;3.0 mm等,在分度圓 φ272 mm、φ248 mm、φ224 mm、φ200 mm分別均布方孔,方孔,規(guī)格有0.65×0.65×0.9(mm);0.95×0.95×1.5(mm);1×1.9×1.5(mm);1.05× 2× 3于(mm);在分度圓 φ152 mm直徑上有φ10 mm和φ12 mm定位孔
3)雙軌測(cè)試盤;三軌測(cè)試盤;八軌測(cè)試盤等類同。
4)測(cè)試盤加工難點(diǎn):a方孔加工:方孔尺寸小、數(shù)量多、加工易變形;工作面的平面度:要求小于0.03于;變形小于0.05 mm.
2 加工方案分析
(1)環(huán)氧樹脂板材料特性
環(huán)氧樹脂RF-4是熱固性塑料,其具有強(qiáng)度、硬度高、剛性好、變形小、摩擦系數(shù)小、介電性能優(yōu)良等特性。刀具在切削環(huán)氧樹脂RF-4過(guò)程中磨損較快,因此要求刀具材料耐磨。需選用硬度、強(qiáng)度、耐磨性優(yōu)良的材料,如硬質(zhì)合金或W18Cr4V超硬(66~68HRC)材料等,以便可保證其加工精度和刀具壽命。
(2)方孔的加工工藝方案分析
方孔加工采用粗加工和精加工結(jié)合的加工方案。粗加工去除圓孔變方孔大部分余量,精加工時(shí)將余量去除,保證方孔尺寸、位置、精度及加工質(zhì)量。根據(jù)當(dāng)今社會(huì)的設(shè)備,主要流行的非金屬方孔加工法有。
(1)機(jī)械加工方法
1)銑削 2)線切割 3)沖孔 4)拉孔。這四種方法針對(duì)本零件加工在理想情況下,其特點(diǎn)如表1所示。

表1 機(jī)械加工方法
(2)注射模具成型加工
用熱固性塑料模加工測(cè)試盤,是一種理想方法.其特點(diǎn)如下:
優(yōu)點(diǎn):加工效率高,成本低,方孔尺寸精度及外觀質(zhì)量保證.
缺點(diǎn):由于測(cè)試盤外形尺寸大且溥,因而會(huì)使得模具成本高,測(cè)試盤壓注成型后會(huì)產(chǎn)生變形大,尺寸不穩(wěn)定,會(huì)產(chǎn)生翹曲現(xiàn)象,難以保證測(cè)試盤的技術(shù)要求:平面度小于0.03 mm、變形小于0.05 mm.
綜上所述,如選用機(jī)械式如銑削、線切割、沖孔、拉削在理想情況下都可以加工此類測(cè)試盤,但在刀具、設(shè)備、方孔加工質(zhì)量等在加工體系中都不同程度遇到難題。如拉削工藝質(zhì)量最好,但刀具不易解決:線切割加工,因環(huán)氧樹脂不導(dǎo)電,要設(shè)計(jì)加工專用設(shè)備,特殊金剛砂電鍍鉬絲,效率低且方孔有圎角;CNC銑削加工,效率高,但方孔有圎角;模具沖,方孔有毛刺和撕裂問(wèn)題;注射模具成型加工,變形和尺寸精度難以保證。
(3)壓孔微切削加工
上述機(jī)械加工方法和注射模具成型加工方法加工方孔,各有特色,亦存在不小難題。現(xiàn)另辟新徑,采用壓孔微切削加工,解決刀具,毛刺,撕裂和圓角等困繞問(wèn)題。設(shè)計(jì)如圖1所示,先用鉆頭加工合理工藝孔,然后用錐度方戓長(zhǎng)方多刄刀具壓削,經(jīng)粗,精壓削,方孔清角且無(wú)毛刺,方孔質(zhì)量佳。其結(jié)構(gòu)簡(jiǎn)單,且易操作,刀具安裝快捷、壓削設(shè)備可實(shí)現(xiàn)自動(dòng)和手動(dòng)兩種模式,工作效率高,整個(gè)生產(chǎn)成本低。

(續(xù)下圖)
(續(xù)上圖)

圖2 各類刀具設(shè)計(jì)
3 壓孔微切削加工方孔工藝
(1)刀具材料選擇和結(jié)構(gòu):
1)選用YG8硬質(zhì)合金,優(yōu)點(diǎn):硬度.強(qiáng)度高.耐磨性好.缺點(diǎn)、受力易折斷。
2)選用 W18Cr4V 超硬,66~68HRC,既硬又有一定韌性、刀具壽命長(zhǎng)。
3)綜上所述,選用W18Cr4V超硬作刀具材料,其結(jié)構(gòu)和刀具如圖1所示,尺寸參數(shù)據(jù)測(cè)試盤方孔尺寸而定,可分粗加工刀具、半精加工刀具、精加工刀具等。
(2)測(cè)試盤加工工藝流程
以(如圖2測(cè)試盤)四軌測(cè)試盤為例,四軌測(cè)試盤主要工藝參數(shù):內(nèi)孔為φ134 mm,外徑為φ290 mm,厚度為0.9mm,在分度圓φ272 mm、φ248 mm、φ224mm、φ200mm分別均布方孔,方孔尺寸為0.65×0.65×0.9(mm);在分度圓 φ152 mm直徑上有 φ10 mm和φ12 mm定位孔,其工藝如下:
(1)開料 RF-4:297 mm ×297 mm ×1.2 mm
(2)在車床或CNC銑床加工:φ290×φ134×1.2(mm)
(3) 平面磨床加工:φ290 mm × φ134 mm ×0.9 mm,保證其基準(zhǔn)面平面度小于0.03和平行度小于0.05 mm.
(4)銑鉆加工中心(CNC)鉆孔
1)4-200-φ0.65(mm)
2)φ10mm φ12 (mm)定位孔
(5)沖壓機(jī)戓專用設(shè)備 粗壓孔加工4-200-0.6×0.6(mm)
(6)雕刻機(jī)或數(shù)控銑 加工真空槽4-200-0.3×0.3×3.5(mm)
(7)沖壓機(jī)戓專用設(shè)備 半精壓孔4-200-0.65 × 0.65(mm)
(8)沖壓機(jī)戓專用設(shè)備 精壓孔4-200-0.65 × 0.65(mm)
(9)去毛刺,清洗
(10)檢驗(yàn)
通過(guò)實(shí)踐證明,此工藝加工環(huán)氧樹脂RF-4類型方孔,方孔可以仼意尺寸,質(zhì)量好,生產(chǎn)效率高,成本低。
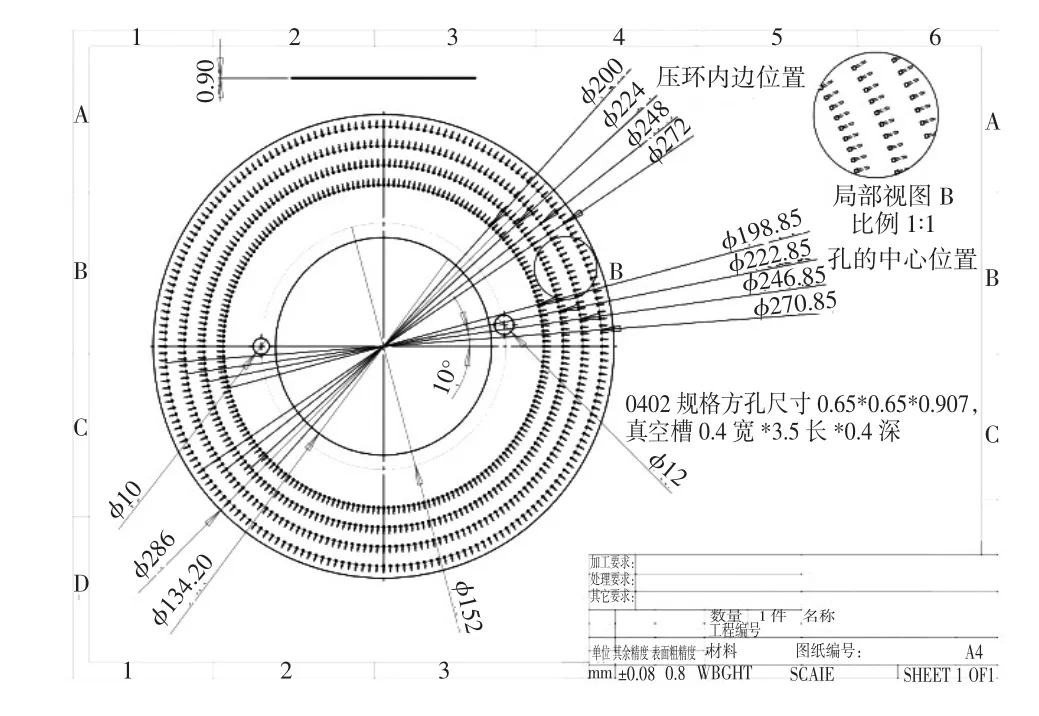
圖2 零件圖紙
4 刀具壽命:材料選用W18Cr4V加硬68HRC
A粗加工方孔2000個(gè)方孔/把
B精加工方孔2000個(gè)方孔/把
5 工作效率:自制手動(dòng)沖壓專用設(shè)備
A粗加工方孔:8只孔/分鐘(單軌);粗加工方孔14只孔/分鐘(雙軌);粗加工方孔21只孔/分鐘(三軌);(粗加工方孔28只孔/分鐘(四軌)。
B精加工方孔:10只孔/分鐘(單軌);精加工方孔20只孔/分鐘(雙軌);精加工方孔30只孔/分鐘(三軌);精加工方孔40只孔/分鐘(四軌)。
6 結(jié)束語(yǔ)
壓孔微切削工藝,柔合了純數(shù)控CNC加工,模具加工和拉削加工等綜合工藝,成功突破傳統(tǒng)加工工藝、加工效率是純數(shù)控CNC的五倍以上,且可加工任意方孔,為非金屬微方孔加工,開辟了新工藝途徑。
[1]周 鑫.薄壁零件加工工藝方法分析[J].企業(yè)技術(shù)開發(fā).2015(36).
[2]宋率展.高速銑削加工切削參數(shù)的優(yōu)化選擇[J].橡塑技術(shù)與裝備.2015(16).
Test Panel Processing Technology
LIN Gui-ping
(Zhaoqing Industrial Trade School,Zhaoqing Guangdong 526000,China)
This paper mainly focuses on epoxy resin RF-4 material hole processing study,comparison of scheme of non-metallic materials and work,according to their own characteristics,develop a more reasonable process,and under the premise of ensuring product quality,improve production efficiency,the method of simple processing technology and low cost.
test disc;pressure hole micro cutting;tool;breakthrough
TG71
A
1672-545X(2017)08-0290-03
2017-05-18
林桂平(1964-),男,廣東郁南人,中級(jí)機(jī)械講師,工程師,工學(xué)士學(xué)位,從事機(jī)械類教學(xué),研究專用設(shè)備設(shè)計(jì)、特殊零件加工工藝。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
