沉淀硬化不銹鋼MAG焊工藝研究
2017-10-19 09:24:38戈和偉
裝備制造技術(shù) 2017年8期
戈和偉
(海軍裝備部,陜西 西安 710077)
沉淀硬化不銹鋼MAG焊工藝研究
戈和偉
(海軍裝備部,陜西 西安 710077)
MAG(Metal Active Gas Arc Welding)是將連續(xù)送進(jìn)的焊絲作為熔化極,以電弧作為熱源熔化焊絲和母材,并采用活性混合氣體作為保護(hù)氣體的熔化極活性混合氣體保護(hù)焊。本文針對厚度為1mm、2mm、3mm沉淀硬化不銹鋼0Cr15Ni5Cu2Ti板材,采用MAG焊接工藝實驗,得出一組合理的焊接工藝參數(shù),通過切實可行的MAG焊接工藝,提高了生產(chǎn)效率,為后續(xù)產(chǎn)品的批量生產(chǎn)打下堅實的基礎(chǔ)。
MAG焊;熔化極;焊接工藝
0 前言
沉淀硬化不銹鋼在航空、航天領(lǐng)域應(yīng)用極為廣泛,主要用于導(dǎo)軌、筒體、活塞桿、整流罩,沉淀硬化不銹鋼焊接方法主要為鎢極氬弧焊(TIG)[1]。
沉淀硬化不銹鋼的氣體保護(hù)焊接方法主要有TIG和MAG焊。
TIG焊焊接接沉淀硬化不銹鋼時,一般采用直流方式進(jìn)行焊接,焊接時電弧穩(wěn)定,熱量集中、焊縫成形美觀、強(qiáng)度和塑性高,并且工件變形小。但是因受到鎢極許用電流限制,電弧的熔透力較小,手工操作時,焊接效率較低,工人勞動強(qiáng)度大。
MAG焊接沉淀硬化不銹鋼時,以焊絲作為電極,電流密度高,因而母材熔深大,填充金屬熔敷速度快,生產(chǎn)效率可比TIG焊提高三倍以上,焊接變形比TIG焊小。
同時MAG焊還具有以下優(yōu)點:電弧燃燒穩(wěn)定性好,飛濺少;熔滴過渡穩(wěn)定;陰極斑點穩(wěn)定,焊縫外觀成形好;焊接質(zhì)量好,效率高,成本低。即MAG焊適用于沉淀硬化不銹鋼薄厚板的焊接。本文主要是對沉淀硬化不銹鋼薄板焊接進(jìn)行工藝研究。
1 沉淀硬化不銹鋼的焊接性分析
0Cr17Ni4Cu4Nb與0Cr15Ni5Cu2Ti均為馬氏體沉淀硬化不銹鋼,經(jīng)固溶+時效處理后(470~490℃)金相組織為馬氏體基體+沉淀析出的富銅相,主要靠彌散分布于馬氏體基體組織中的沉淀硬化相提高材料的綜合力學(xué)性能[2](見表1、表2).

表10 Cr17Ni4Cu4Nb材料的力學(xué)性能
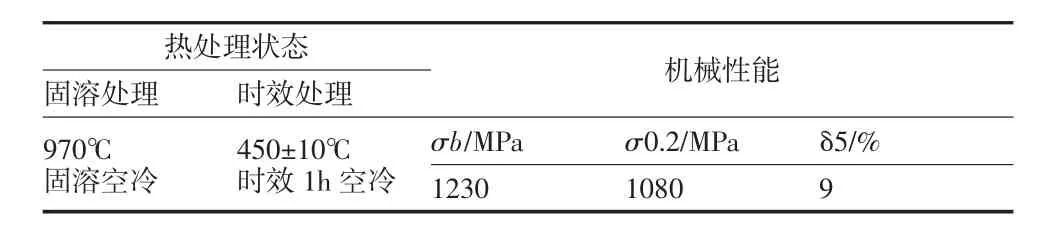
表20 Cr15Ni5Cu2Ti材料力學(xué)性能(板材)
該兩種材料固溶+時效后組織雖然為時效強(qiáng)化馬氏體,但其硬度低,塑性韌性好,故焊接性好,焊接后不需進(jìn)行任何熱處理,焊縫就能達(dá)到相當(dāng)高的機(jī)械性能,且對熱裂紋不敏感。
2 MAG焊特點
MAG焊以焊絲作為電極,電流密度較高,因此母材熔深大,填充金屬熔敷速度快,生產(chǎn)效率比TIG焊高。同時由于焊接速度快,因此焊接熱輸入量低,焊接變形比TIG焊小。MAG焊一般采用Ar+O2、Ar+CO2和Ar+CO2+O2作為保護(hù)氣體,其可用于碳鋼、合金鋼和不銹鋼等黑色金屬焊接。采用活性混合氣體作為保護(hù)氣體具有以下特點:電弧燃燒穩(wěn)定性好,飛濺少;熔滴過渡穩(wěn)定;陰極斑點穩(wěn)定,焊縫外觀成形好;電弧中氧化反應(yīng)速度快,增加熔深,提高焊絲熔化系數(shù);焊接質(zhì)量好,效率高,成本低。
分別采用 Ar+O2、Ar+CO2和 Ar+CO2+O2作為保護(hù)氣體焊接時的焊縫剖面形狀見圖1.
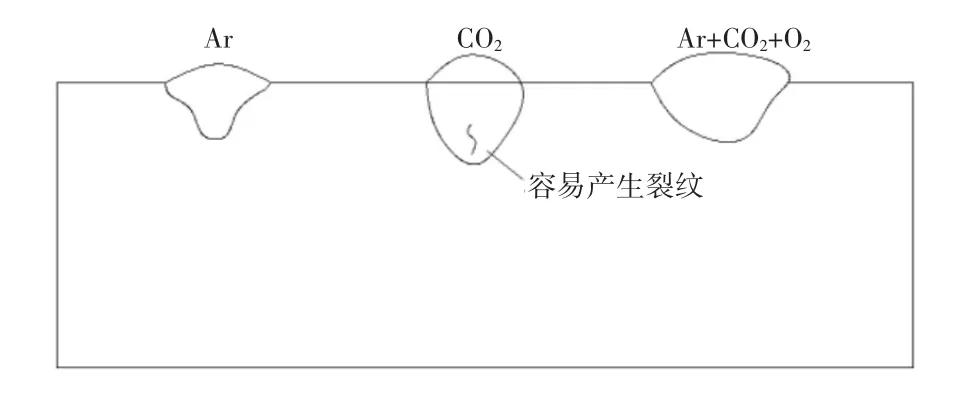
圖1 用三種不同氣體焊接時焊縫剖面形狀
3 MAG焊工藝
MAG焊工藝主要包括焊前準(zhǔn)備和焊接工藝參數(shù)的選擇兩個部分。
3.1 焊前準(zhǔn)備
焊前準(zhǔn)備主要有焊件坡口的準(zhǔn)備、焊件和焊絲表面的清理以及焊件的裝配和設(shè)備的檢查。與其它焊接方法相比,MAG焊因Ar氣中加入一定量的具有脫氧去氫能力的活性氣體,所以焊前清理沒有MIG焊[3]要求那么嚴(yán)格。
MAG所使用的焊絲與其它方法相比通常要細(xì)一些,主要適用碳鋼、合金鋼和不銹鋼等黑色金屬的焊接,因此焊前清理不是很嚴(yán)格,但焊件和焊絲清理后可減小焊縫氣孔出現(xiàn)的幾率。
3.2 工藝參數(shù)
MAG焊的工藝參數(shù)主要有:焊接電流、電弧電壓、焊接速度、焊絲伸出長度、焊絲傾角、焊絲直徑、焊接位置等。
3.2.1 焊接電流和電弧電壓
一般先根據(jù)焊件的厚度確定焊絲直徑,然后根據(jù)材料焊接性確定焊接形式、電流大小及熔滴過渡類型。焊接不銹鋼時,一般采用直流反接的噴射過渡或短路過渡。要獲得穩(wěn)定的噴射過渡,焊接電流必須小于使焊縫起皺的臨界電流強(qiáng)度或產(chǎn)生旋轉(zhuǎn)射流過渡的臨界電流強(qiáng)度,以保證穩(wěn)定的焊接過程和良好的焊接質(zhì)量。同時,電弧電壓應(yīng)與焊接電流相匹配,以防止產(chǎn)生氣孔、飛濺和咬邊等焊接缺陷。
3.2.2 焊接速度
在其它焊接條件不變時,隨著焊接速度的增加,熔深會逐漸增大并出現(xiàn)最大值,隨后會逐漸減小。焊接焊速減小時,單位長度上焊絲的熔敷量增加,熔池體積將隨之增大。因為電弧只能加熱熔池液態(tài)金屬,而母材的熔化需要依靠液態(tài)金屬熱傳導(dǎo)實現(xiàn),因此熔深減小熔寬增大。這主要是因為焊接速度過快,單位長度上母材獲得的電弧熱量將顯著降低,熔池形成及熔化速度減小,導(dǎo)致熔深和熔寬均減小。焊接速度過高容易產(chǎn)生咬邊。
3.2.3 焊絲伸出長度
焊絲的伸出長度越長,焊絲自身電阻熱預(yù)熱效果越明顯,則焊絲的熔化速度越快。這會造成焊絲熔敷量過多,液態(tài)熔池過大,使熔深減小,焊縫成形變差,電弧不穩(wěn)定;焊絲伸出長度過短,電弧距導(dǎo)電嘴過近,易造成導(dǎo)電嘴燒損,同時飛濺金屬易堵塞噴嘴。
3.2.4 焊接位置
噴射過渡適用于平焊、立焊、仰焊。進(jìn)行平焊時,焊接速度、焊縫成形和熔深均受焊件相對水平面的斜度影響。若采用下坡焊(一般工件相對于水平面夾角≤15°),可以適當(dāng)提高焊接速度,可減少焊縫熔深及余高,有利于薄板的焊接。若采用上坡焊,熔池金屬在重力的作用下倒流,可增加焊縫熔深和余高,從而使熔寬減小。而短路過渡方式適用于薄板材料的全位置焊[4]。
4 MAG焊沉淀硬化不銹鋼薄板的焊接工藝
4.1 工藝試驗
制備沉淀硬化不銹鋼 0Cr15Ni5Cu2Ti薄板1 mm、2 mm、3 mm試件各10件,規(guī)格100 mm×200 mm,采用福尼斯MAG焊機(jī)TPS4000,焊絲S659,φ0.8~φ1.0 mm,分組進(jìn)行不同板厚、接頭方式的MAG焊接參數(shù)試驗,最終試驗出焊縫成形美觀且單面焊雙面成形的焊縫,如圖2所示。
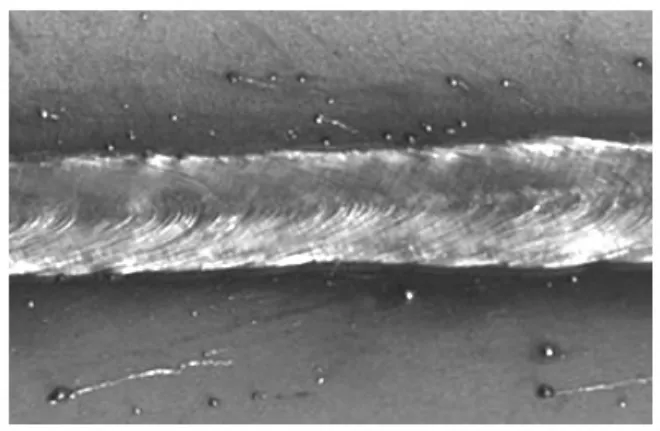
圖2 單面焊雙面成形的焊縫
焊接試件焊縫質(zhì)量符合HB5135-2000焊縫檢驗要求。對試驗合格的焊接試件按一級焊縫進(jìn)行X射線檢測、金相檢查和抗拉強(qiáng)度試驗均符合標(biāo)準(zhǔn)要求。
4.2 工藝參數(shù)的確定
MAG焊焊接沉淀硬化不銹鋼對于厚度在1 mm、2 mm、3 mm薄板對接、搭接、角接及卷邊接頭均可以。沉淀硬化不銹鋼一般采用短路過渡,焊絲直徑為0.8~1 mm.見表3.
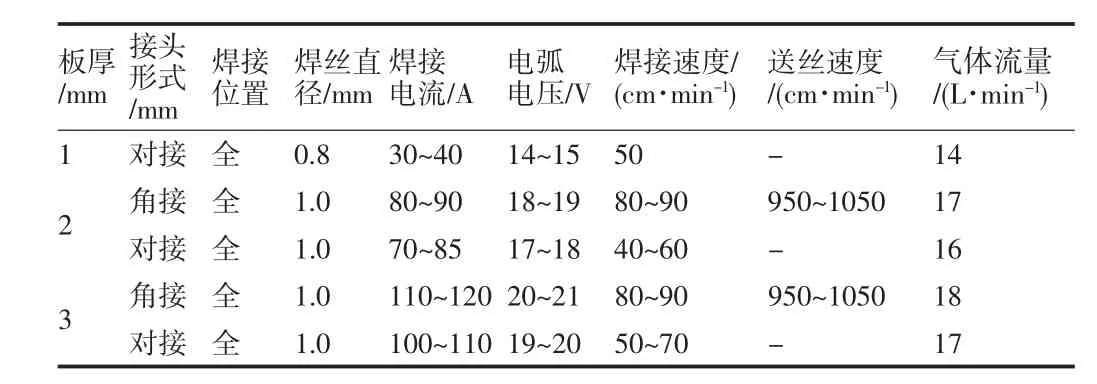
表3 沉淀硬化不銹鋼短路過渡焊接的焊接工藝
MAG焊主要適用于合金鋼和不銹鋼等黑色金屬的焊接。通常采用直流反接短路過渡和噴射過渡焊接不銹鋼。此次焊接試驗采用97.5%的Ar+2.5%的CO2混合氣體短路過渡對于沉淀硬化不銹鋼焊接非常適應(yīng)。
5 結(jié)論
通過對上述MAG焊的工藝研究,充分說明了MAG焊對沉淀硬化不銹鋼(1 mm、2 mm、3 mm)薄板材焊接的適應(yīng)范圍,MAG焊與TIG焊的區(qū)別和優(yōu)缺點,MAG焊特別適用于沉淀硬化不銹鋼薄板的焊接,采用短路過渡及噴射過渡既能保證焊接質(zhì)量,又能大大提高生產(chǎn)效。
[1]樊東黎,王廣生.熱處理手冊[M].北京:機(jī)械工業(yè)出版社,2005:689-692.
[2]楊月玲.TIG/MAG組合焊接技術(shù)在鍋爐壓力容器及管道上應(yīng)用的工藝特點[J].焊接技術(shù),2006(3):42-43.
[3]美國焊接學(xué)會.焊接手冊(第二卷)[M].北京:機(jī)械工業(yè)出版社,1988:224-227.
[4]俞逢英.簡明焊工手冊[M].北京:機(jī)械工業(yè)出版社,2005:133-134.
Study on the Technology of Precipitation Havdening Stainless Stell MAG Welding
GE He-wei
(Department of Navy Equipment,Xi’an Shaanxi 710077,China)
MAG(metal active gas arc welding)welding for melting active mixed gas,welding is straight to the wire as melting pole,adoption active gas mixture as shielding gas arc welding method,the main research precipitation hardening stainless steel sheet 1mm,2 mm and 3 mm of MAG welding technology,to develop a set of feasible MAG welding process,so as to improve the efficiency of factory production and processing,for follow-up to lay a solid foundation for a certain type of product batch.
MAG welding;consumable electrode;welding process
TG444
A
1672-545X(2017)08-0093-02
2017-05-18
戈和偉(1976-),男,河北阜城人,本科,工程師,研究方向:航空機(jī)載設(shè)備。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學(xué)生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
制造技術(shù)與機(jī)床(2015年10期)2015-04-09 07:06:00
