成型方法對交聯聚乙烯沖擊性能與結構的影響
2017-11-01 08:41:20任月慶陳學連王篤金梁文斌
中國塑料 2017年10期
任月慶,董 俠,陳學連,王篤金,梁文斌*
(1.北京低碳清潔能源研究所,先進材料及分析中心,北京 102211;2.中國科學院化學研究所, 工程塑料院重點實驗室,北京分子科學國家實驗室,北京100190)
成型方法對交聯聚乙烯沖擊性能與結構的影響
任月慶1,2,董 俠2,陳學連1,王篤金2,梁文斌1*
(1.北京低碳清潔能源研究所,先進材料及分析中心,北京 102211;2.中國科學院化學研究所, 工程塑料院重點實驗室,北京分子科學國家實驗室,北京100190)
采用模壓成型法和滾塑成型法制備了交聯聚乙烯樣品,研究了成型方法對樣品不同溫度時的落錘沖擊強度以及厚度梯度方向的晶體尺寸、結晶度以及交聯度等微觀結構的影響。結果表明,測試溫度由25 ℃降低到-40 ℃時,模壓成型樣品的落錘沖擊強度由29 J/mm提高到35 J/mm,不同厚度梯度上的微觀結構基本相同;滾塑成型樣品的測試溫度為25~-20 ℃時,落錘沖擊強度約為29 J/mm,測試溫度為-30~-40 ℃時,落錘沖擊強度為1 J/mm,樣品測試溫度由-20 ℃降低到-30 ℃時發生韌性 - 脆性轉變,除最內層(約0.2 mm)樣品,不同厚度梯度的微觀結構基本相同,最內層樣品的凝膠含量較低,結晶度和球晶尺寸較大,最內層制品的結構是影響低溫落錘沖擊性能的關鍵因素。
模壓成型;滾塑成型;交聯聚乙烯;微觀結構
0 前言
高密度聚乙烯(PE-HD)為線形大分子結構,力學性能、耐高溫蠕變性能、耐環境應力性能較差,在部分應用中受限。化學交聯是PE-HD改性的一種重要方法,PE-HD的大分子鏈經過交聯后變成三維網絡結構,可顯著提高其力學性能、耐環境應力、耐熱性能和抗蠕變等性能[1-5],拓寬其應用范圍。成型方法對塑料產品的性能有較大的影響[6]。化學交聯聚乙烯常用的成型方法為模壓成型[7]和滾塑成型[8-10]。由于2種成型方法的不同,導致交聯聚乙烯制品的交聯和結晶等微觀結構不同,對制品性能可能產生重要影響。本文采用模壓成型和滾塑成型方法制備了交聯聚乙烯制品,研究了成型方法對交聯聚乙烯在不同溫度下的落錘沖擊性能的影響,探討了成型方法對微觀結構的影響以及結構與性能關系。
1 實驗部分
1.1 主要原料
交聯聚乙烯,XLPE-100,北京低碳清潔能源研究所。
1.2 主要設備及儀器
模壓成型機,Platen press 300 PM,德國Collin公司;
滾塑成型機,F01-1000,煙臺方大滾塑有限公司;
落錘沖擊試驗機,SLC-200,揚州賽思檢測設備有限公司;
低溫冷凍儲存箱,DW-GL290,中科美菱低溫科技有限責任公司;
超薄切片試樣機,EM UC7,德國徠卡儀器有限公司;
偏光顯微鏡(PLM),BX-53,日本Olympus公司;
差示掃描量熱儀(DSC),Q2000,美國TA公司;
掃描電子顯微鏡(SEM),Nova NanoSEM 450,美國FEI公司;
索氏抽提器,500 mL,蘇州聯統儀器儀表有限公司。
1.3 樣品制備
模壓成型樣品的制備:將170 g的XLPE-100粉體加入到240 mm×240 mm×4 mm模具中,采用Platen press 300 PM模壓成型機在210 ℃模壓10 min,然后以10 ℃/min降溫到40 ℃,制備厚度為4 mm的模壓成型樣品;
滾塑成型樣品的制備:將4000 g的XLPE-100粉體加入到500 mm×500 mm×250 mm方形滾塑模具中,模具初始溫度為30 ℃,烘箱設定溫度為280 ℃,旋轉大軸轉數為5 r/min,小軸轉數為8 r/min,加熱時間為28 min,加熱結束后,采用空氣風冷將模具和樣品冷卻至室溫,最終制品厚度約為4.5 mm。
1.4 性能測試與結構表征
落錘沖擊性能測試:按照CAS 263-2017《滾塑成型低溫沖擊試驗》,將模壓成型或者滾塑成型樣品裁成120 mm×120 mm的方形樣品,置于DW-GL290低溫冷凍箱中,恒溫24 h;將恒溫后的樣品迅速置于SLC-200沖擊試驗機,釋放沖擊錘(質量9.072 kg);滾塑樣品測試過程中,按照上述測試標準,落錘沖擊滾塑制品的外表面;落錘沖擊強度的計算如式(1)所示:

(1)
式中S——落錘沖擊強度,J/mm
m——落錘質量,kg
g——重力加速度,m/s2
PLM分析:采用超薄切片機從制品厚度方向切厚度為5 μm的樣品,然后用PLM觀察200倍下不同厚度梯度上晶體尺寸的大小和形態;
凝膠含量測定[1]:從試樣相同厚度梯度上取0.4 g左右樣品置于150 μm銅網中,包成小樣包,放入索氏抽提器,以二甲苯為萃取劑,于160 ℃回流萃取24 h,取出樣包后放入80 ℃烘箱中烘干至恒重,凝膠含量(Xgel)的計算如(2)所示:
Xgel=(m3-m1)/(m2-m1)×100 %
(2)
式中Xgel——交聯料的凝膠含量, %
m1——150 μm銅網的質量,g
m2——二甲苯萃取前銅網和交聯料的總質量,g
m3——二甲苯萃取烘干后銅網和交聯料的總質量,g
DSC分析[11]:取5~6 mg樣品裝入坩堝中,氮氣氣氛,以10 ℃/min的升溫速率將樣品從-40 ℃升溫到200 ℃,測試樣品升溫過程中的熱效應,所測結晶度等數據均為含有成型過程中的熱歷史,結晶度(Xc)的計算如(3)所示:
Xc=ΔHu/ΔH100 %×100 %
(3)
式中Xc——結晶度, %
ΔHu——升溫過程中的熔融吸熱焓,J/g
ΔH100 %——結晶度為100 %的熔融熱焓,287.3 J/g
SEM形貌分析:從落錘沖擊后樣品裁取部分沖擊截面,進行噴金處理,采用SEM觀察沖擊樣品的斷裂形貌,加速電壓為3 kV。
2 結果與討論
2.1 熱傳遞過程分析
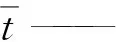
如圖1(a)所示,模壓成型中樣品在密閉模具中,隔絕空氣,熱量由模壓機上加熱板和下加熱板同時向樣品傳熱,樣品上下表面均受熱,熱量由樣品外表面傳至樣品內部,因而樣品厚度梯度方向為由樣品外表面至樣品內部。將樣品外表面厚度梯度定義為零,樣品最內部厚度梯度為2 mm。如圖1(b)所示,滾塑成型加熱過程中,熱量由模具外壁向模具內壁傳遞,隨著溫度提高,XLPE粉體逐漸熔融并一層一層黏附到模具內壁上,直至粉體完全熔融[10]。將制品外壁厚度梯度定義為零,樣品內壁為4.5 mm。滾塑成型過程中緊靠模具內壁的樣品(樣品外壁)先熔融與交聯,樣品內壁最后熔融與交聯。由于滾塑成型是單向無壓傳熱,因而具有較明顯的溫度梯度,制品內外壁微觀結構有明顯的梯度[11]。
(a)模壓成型 (b)滾塑成型圖1 模壓成型和滾塑成型過程中的熱量傳遞方向Fig.1 Heat transfer direction during compression molding and rotational molding
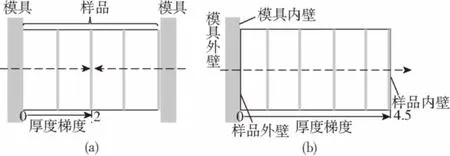
成型方式,溫度/℃:(a)模壓,25 (b)模壓,-10 (c)模壓,-20 (d)模壓,-30 (e)模壓,-40 (f)滾塑,25 (g)滾塑,-10 (h)滾塑,-20 (i)滾塑,-30 (j)滾塑,-40圖3 模壓成型和滾塑成型樣品的沖擊形貌Fig.3 Impact fracture fragments of the compression molded samples and rotationally molded samples
2.2 落錘沖擊性能
由圖2可以看出,測試溫度由25 ℃降低到-40 ℃時,模壓成型樣品落錘沖擊強度緩慢增加,沖擊強度由29 J/mm增大到35 J/mm,這主要是由于溫度降低過程中樣品模量略有提高,沖擊形變過程中可吸收更多能量,沖擊強度略有提高。由圖3可以看出,模壓成型樣品沖擊形貌均有明顯的應力發白,破壞機理為韌性破壞。
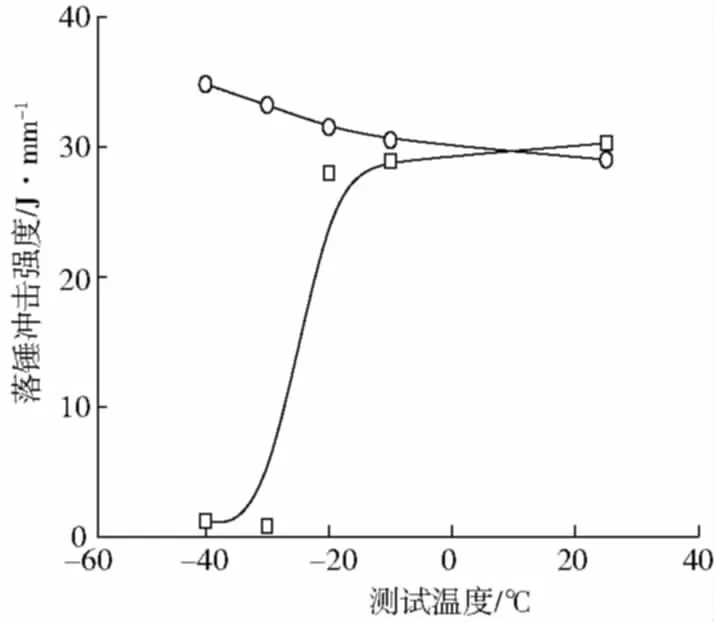
□—滾塑成型 ○—模壓成型圖2 模壓成型和滾塑成型樣品的落錘沖擊強度Fig.2 Drop-weight impact strength of the compression molded samples and rotationally molded samples
滾塑成型樣品在25~-20 ℃時沖擊強度約為29 J/mm,基本沒有變化。沖擊形貌顯示樣品有明顯的應力發白,為韌性破壞。測試溫度為-30~-40 ℃時,沖擊強度約為1 J/mm,樣品以沖擊位置為中心破碎成若干碎片,沖擊形貌未現明顯應力發白,破壞機理為脆性破壞。滾塑樣品在-20~-30 ℃具有明顯的韌 - 脆轉變,這種轉變可能是由于聚乙烯分子鏈的β轉變導致的[12-14]。模壓成型和滾塑成型樣品低溫沖擊強度的不同表明兩者的微觀結構具有明顯差異。
2.3 PLM分析
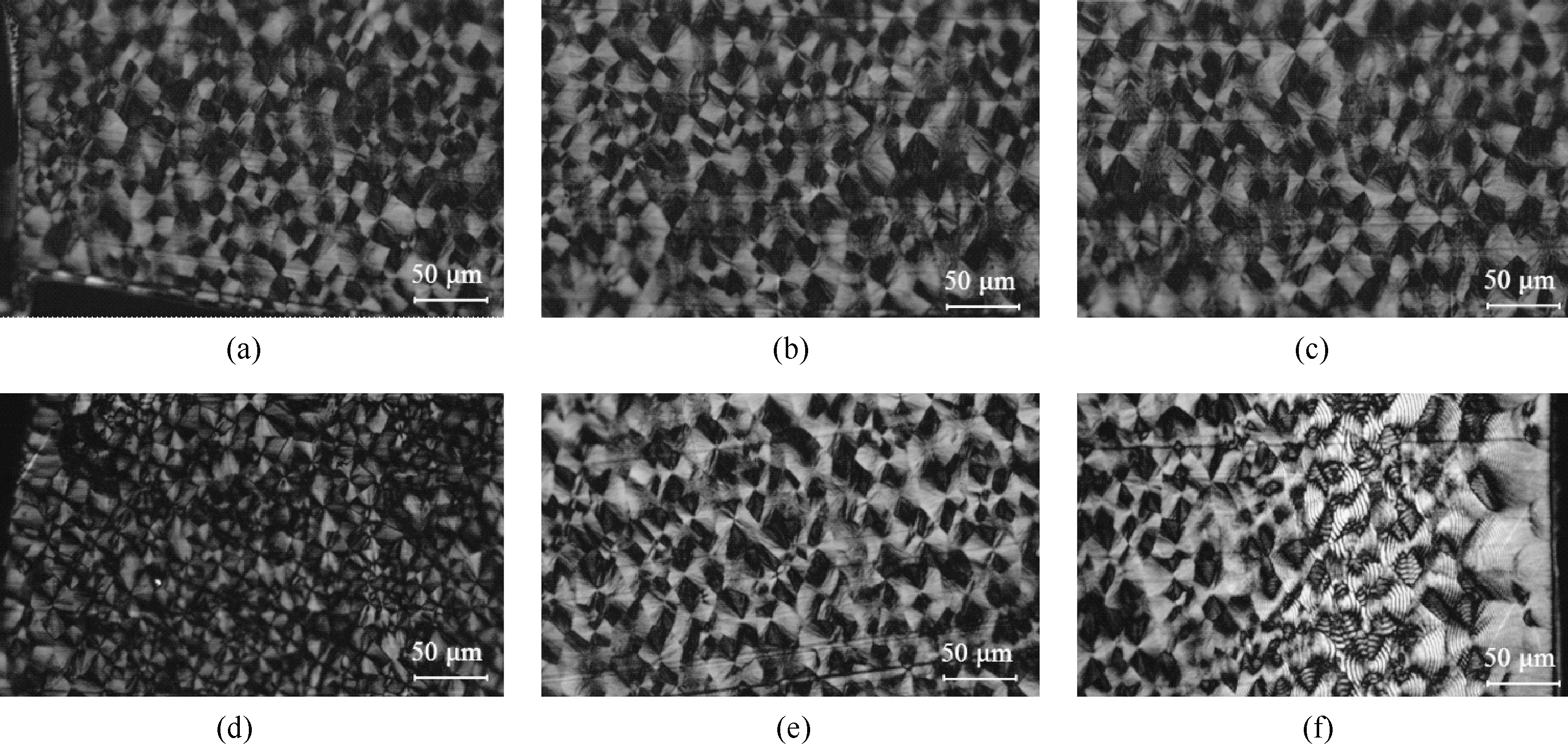
厚度梯度/mm:(a)0.3 (b)1.1 (c)2.0 (d)0.3 (e)2.3 (f)4.5 (a)、(b)、(c)模壓成型 (d)、(e)、(f)滾塑成型圖4 模壓成型和滾塑成型樣品不同厚度梯度時的晶體形貌Fig.4 Crystal morphology of the compression molded samples and rotationally molded samples at different thickness gradient
從圖4(a)~(c)可以看出,模壓成型樣品由制品外壁到制品內部均呈現黑十字消光圖案,球晶尺寸略有增加。而對于滾塑成型樣品,由制品外壁到制品內壁,球晶尺寸顯著增大,這主要是因為滾塑成型為單向傳熱,冷卻成型過程中外壁降溫速率比內壁快,內壁更容易形成較大球晶[12]。從圖4(f)可以看出,滾塑成型最內壁(約0.2 mm)球晶形貌呈現環帶狀球晶(banded spherulites)圖案,這主要是由于沿球晶徑向片晶周期性扭轉造成的[15-16]。
2.4 凝膠含量及結晶特性
由于模壓成型過程上下模板同時向制品內部傳熱,厚度梯度由制品外壁到制品內部(0→2 mm);滾塑制品是無壓單向傳熱,厚度梯度由制品外壁到緊挨空氣的制品內壁(0→4.5 mm)。由表1數據可得,模壓成型不同厚度梯度的凝膠含量和結晶度基本不變。除最內層樣品,隨著厚度梯度增大,滾塑成型樣品的凝膠含量略有降低,結晶度略有增大;相對于其他厚度梯度樣品,滾塑樣品最內層具有較低的凝膠含量和較高的結晶度,這可能是由于滾塑成型過程中最內壁緊挨空氣,抑制了交聯的發生。
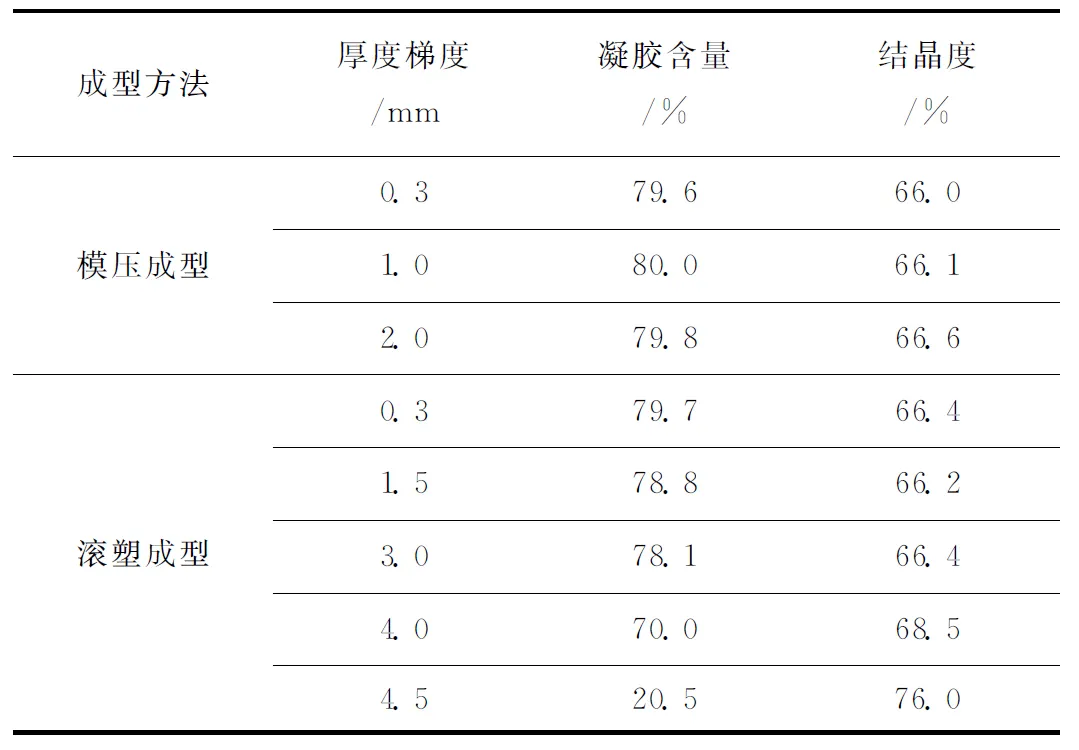
表1 滾塑成型和模壓成型樣品不同厚度梯度時的凝膠含量及結晶度Tab.1 Gel content and crystallization degree of the compression molded samples and rotationally molded samples at different thickness gradient
2.5 內層結構對滾塑成型樣品沖擊性能的影響
微觀結構分析表明,模壓成型樣品的晶體尺寸、結晶形貌、結晶度和凝膠含量在不同厚度梯度上基本相同,而滾塑成型最內層結構明顯不同于其他厚度梯度,最內層樣品具有環狀球晶結構,凝膠含量較低,結晶度較高。因此,采用18 μm和8.5 μm砂紙依次對滾塑成型樣品最內層進行拋光處理,將約0.3 mm厚的最內層樣品刨除,探討了內層結構對制品沖擊性能的影響。
圖5和圖6分別為滾塑成型樣品最內層拋光對其落錘沖擊強度和沖擊斷面形貌的影響。-40 ℃測試時,未拋光的滾塑樣品沖擊強度為1 J/mm,從圖6(a)可以看出沖擊斷面平整光滑,無明顯屈服,為脆性破壞;對于拋光樣品,落錘沖擊強度為24 J/mm,從圖6(b)可以看出其沖擊斷面不平整,有明顯的變形痕跡,為韌性破壞。滾塑成型制品刨除最內層的樣品由脆性破壞轉變為韌性破壞,這主要是由于拋光后新產生的內表面具有較高的凝膠含量,較低的結晶度,沖擊過程中內表面容易產生屈服,進而轉變為韌性破裂。拋光后,25 ℃落錘沖擊強度降低了約3 J/mm,這可能是拋光過程中在制品內表面產生了微小缺口造成的。
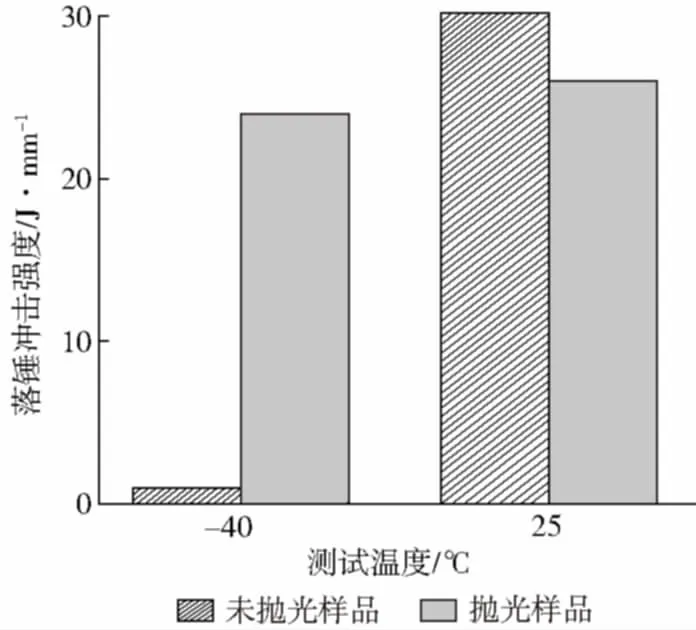
圖5 滾塑成型樣品內層對制品落錘沖擊性能的影響Fig.5 Effect of innermost surface layer on drop-weight impact strength of the rotationally molded sample
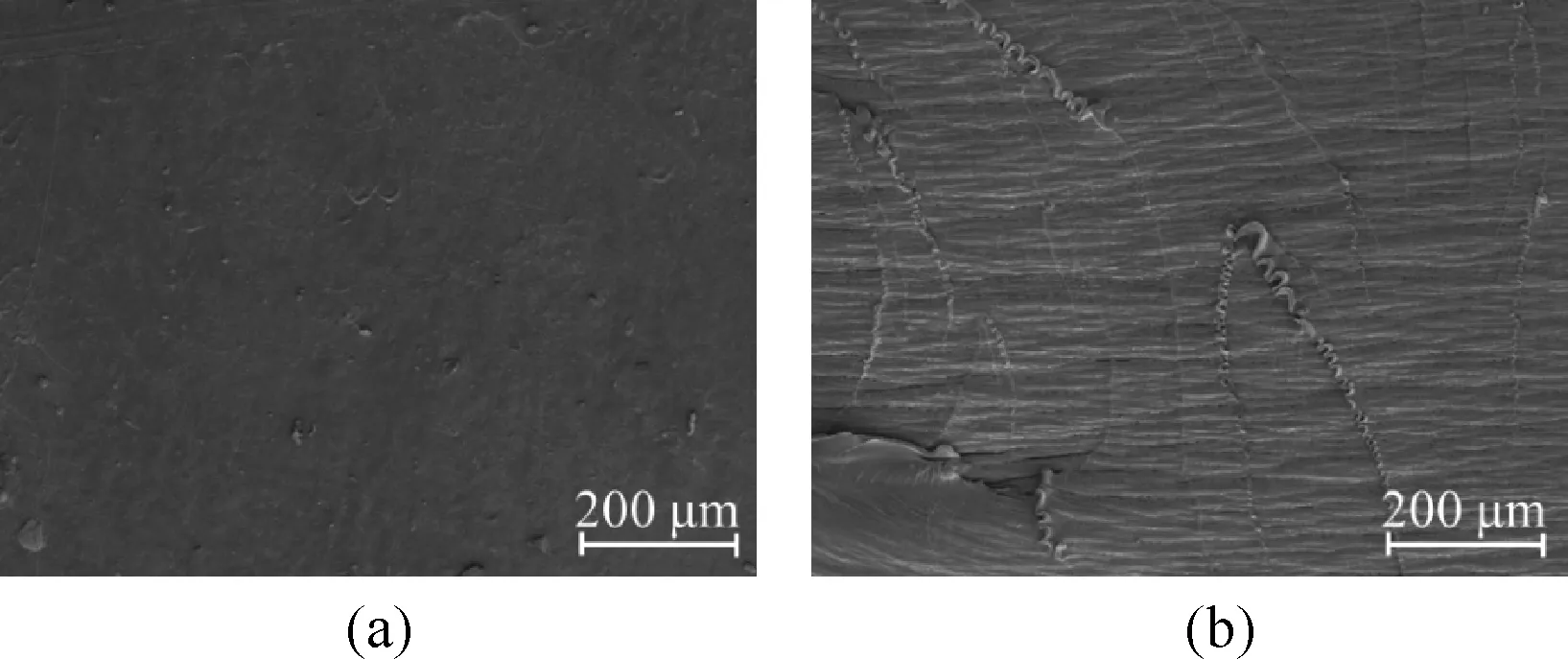
(a)未拋光樣品 (b)拋光樣品圖6 滾塑成型樣品-40 ℃的沖擊斷面SEM照片Fig.6 SEM of the impact fracture fragments tested at -40 ℃
3 結論
(1)模壓成型XLPE-100不同厚度梯度的結晶形貌、晶體尺寸、凝膠含量和結晶度基本相同;相對于其他厚度梯度,滾塑成型XLPE最內層樣品具有大的環狀球晶結構,凝膠含量較低,結晶度較高;
(2)測試溫度由25 ℃降低到-40 ℃時,模壓成型樣品落錘沖擊強度由29 J/mm提高到35 J/mm,滾塑成型樣品在25~-20 ℃時的落錘沖擊強度基本不變,約為29 J/mm,-30~-40 ℃時的落錘沖擊強度約為1 J/mm,-20~-30 ℃發生明顯的韌 - 脆轉變;
(3)滾塑成型制品內表面刨除后,-40 ℃的沖擊強度由1 J/mm提高到24 J/mm,沖擊由脆性破壞轉變為韌性破壞,XLPE-100最內層制品的結構是影響低溫落錘沖擊性能的關鍵因素。
[1] 譚志勇, 闕 盼, 李 丹, 等. 高密度聚乙烯的過氧化物交聯行為及結晶行為研究[J]. 中國塑料, 2011, 25(12): 35-38.
Tan Zhiyong, Que Pan, Li Dan, et al. Study on Cross-linking Behavior and Crystallization Behavior of Dicumyl Peroxide Crosslinked Hig-density Polyethylene[J]. China Plastics, 2011, 25(12): 35-38.
[2] 孫小杰, 陳學連, 梁文斌. 高密度聚乙烯的交聯過程和結晶行為研究[J]. 塑料工業, 2016, 44(11): 108-111.
Sun Xiaojie, Chen Xuelian, Liang Wenbin. Study of Crosslinking Process and Crystallizaiton Behaviors of HDPE[J]. China Plastics Industry, 2016, 44(11): 108-111.
[3] 肖明宇, 王 芹, 陳大俊. 過氧化二異丙苯(DCP)交聯聚乙烯的非等溫結晶動力學研究[J]. 化學世界, 2010, 51(1): 18-21.
Xiao Mingyu, Wang Qin, Chen Dajun. Non-isothermal Crystallizaiton Kinetics of Dicumyl Peroxide (DCP) Cross-linked Polyethylenes[J]. Chemical World, 2010, 51(1): 18-21.
[4] 馬良海, 許秋康, 楊 素. 過氧化物交聯HDPE熱水管材料性能分析[J]. 現代塑料加工應用, 2006, 18(3): 41-43.
Ma Lianghai, Xu Qiukang, Yang Sun. Properties Analysis of Peroxide Crosslinked HDPE Hot Water Pipe[J]. Modern Plastics Processing and Applications, 2006, 18(3): 41-43.
[5] 張洪波, 呂明福, 張師軍. 過氧化物交聯HDPE材料的研究[J]. 合成樹脂及塑料, 2006, 23(4): 43-46.
Zhang Hongbo, Lü Mingfu, Zhang Shijun. Study on High Density Polyethylene Crosslinked with Peroxide[J]. China Synthetic Resin and Plastics, 2006, 23(4): 43-46.
[6] 王仕仙, 張 仲. 成型方法對PE-UHMW摩擦磨損性能的影響[J]. 工程塑料應用, 2016, 44(2): 73-77.
Wang Shixian, Zhang Zhong. Effects of Forming Methods on Friction and Wear Performances of PE-UHMW[J]. Engineering Plastics Application, 2016, 44(2): 73-77.
[7] 劉新民, 許春霞, 葛 濤, 等. 過氧化物交聯聚乙烯的力學性能研究[J]. 現代塑料加工應用, 2004, 15(6): 14-17.
Liu Xinmin, Xu Chunxia, Ge Tao, et al. A Mechanical Properties Study on Peroxide-crosslinked Polyethylene[J]. Modern Plastics Processing and Applications, 2004, 15(6): 14-17.
[8] 程志凌, 張麗霞, 郭 銳, 等. 滾塑成型用聚乙烯專用樹脂的性能[J]. 合成樹脂及塑料, 2009, 26(5): 48-50.
Cheng Zhiling, Zhang Lixia, Guo Rui, et al. Properties of Polyethylene Speciality Resin for Rotational Molding[J]. China Synthetic Resin and Plastics, 2009, 26(5): 48-50.
[9] 王曉樂. 交聯聚乙烯滾塑成型工藝優化研究[D]. 北京:北京化工大學機電工程學院, 2016.
[10] 王曉樂, 王克儉, 孫小杰, 等. 交聯聚乙烯滾塑成型加熱階段時溫等效性分析[J]. 塑料, 2016, 45(5): 103-107.
Wang Xiaole, Wang Kejian, Sun Xiaojie, et al. Analyses of Equivalence of Time-temperature During Heating Cross-linked Polyethylene in Rotational Molding[J]. Plastics, 2016, 45(5): 103-107.
[11] Kong Jie, Fan Xiaodong, Qiao Wenqiang, et al. Study of a Skin-core type of Crystallinity Distribution Within Polyethylene Specimen Crystallized Under High Pressure[J]. Polymer, 2005, 46(18): 7644-7651.
[12] Pick L, Harkin-Jones E, Oliveira M, et al. The Effect of Cooling Rate on the Impact Performance and Dynamic Mechanical Properties of Rotationally Molded Metallocene Catalyzed Linear Low Density Polyethylene[J]. Journal of Applied Polymer Science, 2006, 101(3): 1963-1971.
[13] Pick L, Harkin-Jones E. An Investigation into the Relationship Between the Impact Performance of Rotationally Molded Polyethylene Products and Their Dynamic Mechanical Properties[J]. Polymer Engineering & Science, 2003, 43(4): 905-918.
[14] Pick L, Harkin-Jones E. An Investigation of the Relationship Between Thermal Relaxations and the Impact Performance of Rotationally Moulded Linear Low Density Polyethylenes[J]. Proceedings of the Institution of Mechanical Engineers Part L Journal of Materials Design & Applications, 2005, 219(1): 1-10.
[15] 徐 軍. 高分子環帶球晶的形成機理研究[C]//2012年全國高分子材料科學與工程研討會.武漢:中國化學會,2012:276.
[16] Toda A, Okamura M, Taguchi K, et al. Branching and Higher Order Structure in Banded Polyethylene Spherulites[J]. Macromolecules, 2008, 41(7): 2484-2493.
EffectofFormationMethodsonImpactPerformanceandMicrostructuresofCrosslinkedPolyethylene
REN Yueqing1,2, DONG Xia2, CHEN Xuelian1, WANG Dujin2, LIANG Wenbin1*
(1.Advanced Materials and Analysis Center, National Institute of Clean-and-Low-Carbon Energy, Beijing 102211, China; 2.Beijing National Laboratory for Molecular Sciences, CAS Key Laboratory of Engineering Plastics, Institute of Chemistry, Chinese Academy of Sciences, Beijing 100190, China)
In this work, crosslinked polyethylene samples were prepared by compression molding and rotational molding methods, and then effects of molding methods on drop-weight impact strength at different temperature, crystal size, crystallinity degree and gel content at different thickness gradients of crosslinked polyethylene were investigated. The results indicated that the drop-weight impact strength of the compression-molded sample increases from 29 J/mm to 35 J/mm when test temperature was reduced from 25 ℃ to -40 ℃, but the sample kept an identical microstructure in different gradient thicknesses. For the rotational molded sample, the drop-weight impact strength at -20~25 ℃ and -40~-30 ℃ is about 29 and 1 J/mm, respectively. There is a ductile-brittle transition between -20 and -30 ℃, and the microstructures also kept an identical microstructure in different gradient thicknesses except for the innermost surface layer around 0.2 mm. The inner surface layer has a lower gel content, higher crystal size and higher crystallization degree in comparison with other gradient thicknesses. Moreover, the microstructures of the innermost surface layer dominated the drop-weight impact performance at low temperature.
compression molding; rotational molding; crosslinked polyethylene; microstructures
TQ325.1+2
B
1001-9278(2017)10-0083-06
10.19491/j.issn.1001-9278.2017.10.015
2017-05-10
聯系人,renyueqing@nicenergy.com
