振動拉削雙閥激振系統輸出波形穩定性分析及實驗研究
2017-11-04 01:27:32武傳宇
振動與沖擊 2017年20期
蒙 臻, 倪 敬, 武傳宇
(1. 杭州電子科技大學 機械工程學院,杭州 310018; 2. 浙江理工大學 機械與自動控制學院,杭州 310018)
振動拉削雙閥激振系統輸出波形穩定性分析及實驗研究
蒙 臻1, 倪 敬1, 武傳宇2
(1. 杭州電子科技大學 機械工程學院,杭州 310018; 2. 浙江理工大學 機械與自動控制學院,杭州 310018)
為了分析振動拉削系統在加工過程中電液激振輸出幅值穩定性問題,首先引入流量耦合線性模型和拉削負載力模型,構建了雙閥激振系統的傳遞函數,推導了系統輸出位移和輸出力的時域響應函數;再利用MATLAB仿真計算及繪制開環系統的Bode圖和幅值時域響應曲線;最后,利用自行研制的振動拉削實驗平臺所測得的激振器輸出幅值與仿真結果進行對比分析,研究結果表明:激振信號的頻率會影響輸出波形的平衡位置及波動幅值,激振信號頻率越高,輸出波形越容易調節;而拉削負載力主要影響輸出波形的振蕩次數,負載力越大,輸出波形越不穩定。因此,為了使拉削過程中激振輸出波形更加穩定,一方面可適當提高激振缸缸徑和行程的比值,以增大系統極限響應頻率,另一方面需蓄能裝置或大流量型開關閥平衡激振缸容腔壓力配比。
振動拉削;電液激振;Bode圖;波形穩定性
振動拉削加工系統,最早由日本的隈部淳一郎教授公開發表[1],可有效利用刀具與工件的脈沖式接觸改善加工質量,提升加工效率,但所采用的機械式激振系統會導致嚴重的沖擊效應,易劃傷工件及損壞拉刀刀齒。所研制的雙閥振動拉削系統通過流體驅動激振裝置,具有較好的緩沖特性,可降低沖擊對拉刀的損傷。分析加工過程中能否輸出穩定的周期性波形,即探明影響電液激振系統輸出穩定性的主要因素,對優化振動拉削系統參數,實現振動拉削加工工藝,提高拉削系加工性能,具有十分重要的理論和實際意義。
目前關于振動拉削公開發表的文獻較少,但已有許多學者針對電液系統輸出穩定性開展研究,先后發表了相關的理論分析和實驗研究成果。如余洋等[2]通過模型理論分析和仿真計算,重點考慮了結構剛度對結晶器激振系統穩定性的影響;姜萬錄等[3]側重于研究液壓缸非線性剛度和摩擦力對電液系統穩定性的影響;葛振亮等[4]從管路的動態特性出發研究車輛液壓轉向系統的穩定性;金智林等[5]綜合考慮多種系統因素作用下對所研制的新型汽車電液制動系統穩定性的影響;滕韜等[6-7]考慮了負載的沖擊和阻尼效應對盾構刀盤驅動系統穩定性的影響;王愛國[8]通過非線性系統的李雅普諾夫判據判斷矯直機液壓伺服系統的穩定性; Amirante等[9]在研究液壓閥的過程中,采用流體仿真軟件分析了空穴效應對電液系統穩定性的影響; Yang等[10-13]則從反饋系統的角度,探討電液激振系統的穩定性問題。但上述文獻所涉及的研究內容,只探討了液壓控制系統的閉環穩定性,與輸入方式及外界擾動關系不大,而振動拉削過程中,激振系統穩定性對拉削負載較為敏感,無法忽視輸出響應的動態特性。因此,振動拉削電液激振系統在拉削負載耦合特性影響下的輸出波形穩定性還有待于進一步研究。
本文以振動拉削電液激振系統為研究對象,通過引入流量耦合線性模型和拉削力模型,構建了激振系統傳遞函數模型和時域響應函數模型,采用MATLAB仿真計算和實際系統測試相結合的方法,研究了空載及負載下激振系統的穩定特性及其影響因素,為振動拉削工藝相關參數提供了優化方向。
1 振動拉削系統原理
普通拉削系統主要通過溜板及刀夾頭,連接拉刀及主油缸,使拉刀在拉削行程內直線運動;而所研制的振動拉削系統如圖1所示,將原拉削系統的溜板與刀夾頭分離,并附加雙閥電液激振裝置,使拉刀在拉削直線運動時,復合了周期性直線往復運動特性。附加振動裝置設計目標是產生穩定的大于切削速度vc的振動速度vt,其中vt=2πfa>vc,f為振動頻率,a為振幅。
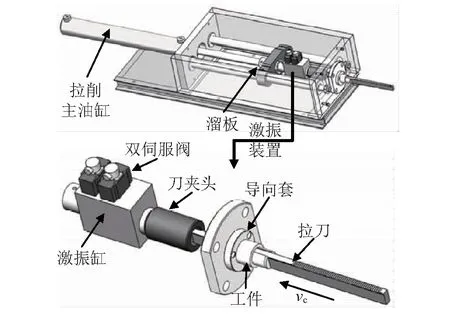
圖1 振動拉削系統示意圖Fig.1 Schematic diagram of vibration broaching system
本文所采用的電液激振裝置,主要由雙伺服閥以及模塊式激振缸等組成。其中,激振缸缸體后端直接與拉床主油缸活塞桿頭部螺紋連接,激振缸活塞桿直接與拉刀夾頭螺紋連接,而刀夾頭與拉刀則通過緊定插銷和緊定螺栓連接。振動拉削系統工作原理為:通過主運動vc和振動運動vt的復合運動形式,將傳統的接近→接觸→拉削過程轉換為接近→接觸→拉削→脫離→再接近的脈沖式拉削過程。
2 激振系統特性分析
如圖1所示的電液激振裝置,將拉刀等負載等效為集中質量體后如圖2所示,根據牛頓動力學方法,電液激振系統的動力學特性可描述為
(1)
式中:M為拉刀的質量,kg;m為刀夾頭,活塞及活塞桿的總質量,kg;C為電液激振系統的總阻尼系數;K為系統的等效彈簧剛度;Fp為液壓油流體激振力,N;Fc為拉削負載力,N;Ff為摩擦力,N;xp為活塞位移,mm。

圖2 電液激振系統簡圖Fig.2 Simplified diagram of electro-hydraulic excite system
2.1流體激振力模型
2.1.1 流量模型
如圖2所示,為了提高伺服閥閥芯換向運動時的輸出流量,激振系統采用了同樣規格的雙伺服閥并聯方式。因此根據文獻[14]所列的單閥模型,再引入伯努利定理[15],則多通道閥口的耦合流量可表示為
(2)
(3)
式中:q1和q2為激振缸有桿腔和無桿腔的流量,mL/min;Cd為閥口流量系數,無量綱;w1和w2為閥口面積梯度,mm; 當采用對稱閥時,w1=w2;xvi為第i個閥的閥芯位移,mm;p1和p2為激振缸有桿腔和無桿腔的壓力,MPa;ρ為液壓油密度,kg/m3。(i=1,2)
2.1.2 輸出力模型
激振缸輸出力Fp與兩腔的壓差直接相關,將式(1),式(2)分別用Taylor級數展開并拉氏變換,再綜合非對稱激振缸兩腔的流量連續性方程,可得激振系統輸出力的復數域表達式為
(4)
式中:Kq是伺服閥的流量增益,Kq=?q/?xv,m2/s;Kp是伺服閥的流量壓力系數,Kp=?q/?p,m3/(s·Pa);βe為液壓油的容積模數,MPa;A1和A2分別為激振缸有桿腔和無桿腔的面積,mm2。
2.2 拉削負載力模型
拉削刀具與普通切削刀具最大的區別在于,拉刀由齒升量替代了進刀量,因此拉削過程實質上是拉刀與工件相對直線運動的過程,如圖3所示。

圖3 拉削負載示意圖Fig.3 Schematic diagram of broaching
拉削力Fc根據大量拉削工程數據可擬合表示為[16]
Fc=λzklilwi
(5)
式中:λ為與刀齒前角等因素有關的修正系數,其值可近似表示為cosα,α為刀齒前角;z為同時參與切削的刀齒個數;kli為刀齒單位切削刃長度上的拉削力,N/mm;lwi為刀齒切削刃長度,mm。
為簡化分析,拉刀上刀齒前角α都相等;當深度切削時,參與切削的刀齒切削刃長度lw也相同;刀齒單位切削刃長度上的拉削力也可用經驗公式表示
(6)
式中:σb為工件材料的屈服強度,MPa;hi為刀齒齒升量,可用平均齒升量計算,mm。
2.3 激振系統傳遞函數
由于伺服閥的頻響快于系統中的其他元件,忽略其動態特性對系統的影響,將其視作慣性環節。因此,綜合式(1)、式(4)、式(5),可得激振系統的傳遞函數為
(7)
(8)
式中:Kx為閥芯位移綜合增益系數,mm/V;U為控制電壓,V;T為時間常數。
FL(s)=Fc(s)+Ff(s),Kp1=(1-η)Kp,

G2(s)=2G1(s)+A1(η-1)
2.4 系統響應函數
激振系統自身的穩定性可根據式(7)和(8)所示的傳遞函數,通過Bode圖求解剪切頻率進行判別。但激振系統在周期激勵信號及外界負載作用下的穩定性,則只能通過其動態響應特性決定。
由式(7)和式(8)所示,其時域響應表達式為

(9)

(10)
式中:



3 試驗結果與討論
本文分別通過MATLAB仿真計算和振動拉削平臺實驗,對比分析振動拉削激振系統輸出波形的穩定性。其中仿真計算主要基于系統傳遞函數式(7)、式(8)和時域響應函數式(9)、式(10),求解開環系統Bode曲線和在脈沖階躍信號下的響應幅頻曲線;而實測實驗則以如圖4所示的電液激振拉削實驗平臺為基礎,基于三檔激振頻率(10 Hz,20 Hz和50 Hz)以及拉削負載自身的時變屬性,從實測數據上分析系統輸出幅值穩定特性。
實驗系統所用激振閥為Rexroth伺服閥4WSE2EM6,在7 MPa壓差下的額定流量為25 L/min,該型伺服閥集成了控制電氣元件,供電電壓為±15 V,控制信號為電壓±10 V;控制器為SIMENS S7-300PLC,包含了IO模塊及四通道DA模塊,其中DA模塊與伺服閥信號連接,采用定時中斷的方式發送閥芯周期控制信號。激振缸工作壓力數據通過2個PTH503壓力傳感器(量程為0~15 MPa,綜合精度0.5% FS,輸出信號4~20 mA,頻率響應5 ms)從無桿腔和有桿腔采樣獲得;激振缸位移數據通過HLG103AC5激光位移傳感器(量程±4 mm,分辨率0.5 μm,線性度±0.1% FS,輸出信號4~20 mA) 從激振缸活塞桿獲得。實驗相關參數如表1和表2所示,實驗結果如圖5~圖10所示,其中圖6所示為振動拉削過程激振缸輸出全程實測結果,系統激勵信號為方波信號
(11)
如圖6所示,拉削過程可區分為空載段(0-2 s),拉削段(2-6 s)和過載段(6-8 s)。特別在過載段,由于拉削負載力突變,使活塞逐漸偏置一端,逐步抑制了激振性能。
圖4 實驗系統示意圖Fig.4 Schematic diagram of experimental system表1 雙閥激振系統主要參數表Tab.1 Main parameters of dual-valve excitation system

參數數值閥電壓位移增益Kv/(mm·V-1)0.1閥流量增益Kq/(m2·s-1)0.083閥流量壓力系數Kp/(m3·(s·Pa)-1)1.92×10-12閥口面積梯度w/mm5.65閥流量系數Cd0.6時間常數T/ms2系統壓力pp/MPa7液壓油密度ρ/(kg·m-3)900非對稱比例系數η0.609液壓油容積模數βe/MPa700黏性阻尼系數C/(N·s·m-1)300系統摩擦力Ff/N200激振缸行程Ls/mm10激振缸無桿腔面積A1/mm25026.54激振缸有桿腔面積A2/mm23063.05折算到活塞的總質量M/kg10拉刀規格/mm3600×16×40平均齒升量hi/mm0.04刀齒前角α0/(°)15刀齒間距p/mm6拉刀質量m/kg10加工鍵槽尺寸/mm339×16×1.7工件材料45鋼

表2 刀齒拉削寬度參數表Tab.2 Parameters of broaching width of cutters
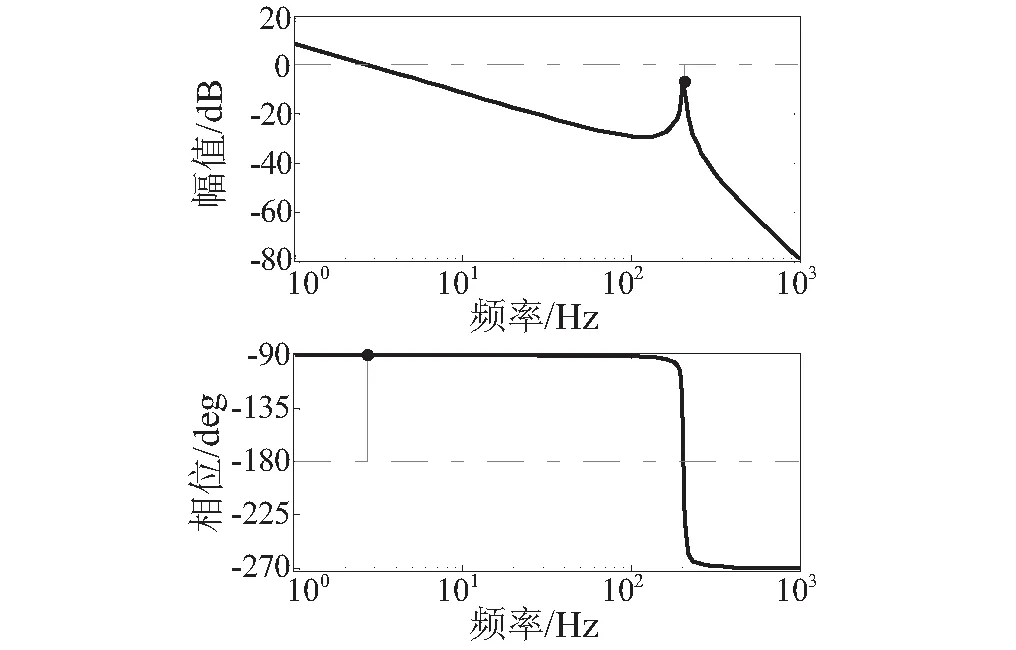
圖5 傳遞函數Bode圖Fig.5 Transfer function Bode diagram

圖6 激振缸輸出實測結果圖(全程)Fig.6 Output of excitation cylinder(whole process)
3.1 激振系統自體穩定性

(12)
3.2 激振頻率下的穩定性
圖7所示為空載仿真響應曲線,系統激勵信號模擬了振動拉削的三種主要工作頻率,即周期Te分別為20 ms,50 ms和100 ms的單周期方波信號,
(13)
如圖7所示,隨著輸入信號頻率遞增,系統響應幅值遞減,與初始位置的偏移量也發生遞減,幅值波動正反向的非對稱性也發生了變化。因此為了獲取較好的振動拉削效果,需平衡好激振頻率與輸出幅值的關系,此外提高激振頻率,可使系統在正反向切換時響應更加平滑,使輸出波形更容易穩定。
圖8所示為空載段激振缸輸出力和輸出位移的實測結果。如圖6和圖8所示,與仿真結果類似,激振頻率明顯影響了系統輸出幅值和振動平衡位置,在穩定階段10 Hz時位移平均幅值為0.654 mm,平衡位置為0.208 mm,20 Hz時分別為0.312 mm和0.102 mm,50 Hz時分別為0.147 mm和0.013 mm。輸出力曲線也出現了同樣的趨勢,其原因在于,激振缸的容腔壓力變化相對輸入流量是一慣性環節,因此隨著激勵信號頻率提高,閥芯切換節奏相對加快,導致壓力增量不足,系統輸出幅值發生衰減。這一特性使得為了獲取更好的輸出波形,需提高激振系統的油源壓力。

圖7 基于輸入頻率的響應曲線Fig.7 Response curve based on input frequency
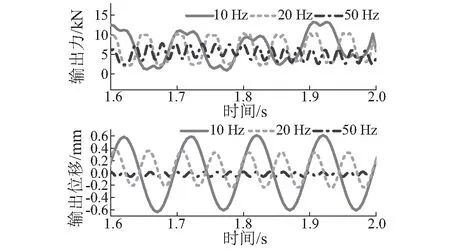
圖8 激振缸輸出實測結果圖(空載段)Fig.8 Output of excitation cylinder (the range without load)
3.3 拉削負載下的穩定性
圖9所示為系統模型在外部載荷擾動下的仿真響應曲線,其輸入信號為在時刻t=0.1 s時,幅值從10變化為0的下降沿信號。如圖所示,隨著外部負載增大,輸出響應幅值也增大,也會使波形振蕩次數發生變化。而且當激勵信號降為0時,系統輸出波形會發生明顯的偏移,載荷越大,偏移越明顯。因此,為了獲取較好的振動波形,需嚴謹核算拉削力幅值,并基于該幅值對激振缸平衡位置進行在線補償。
根據式(6)所示的拉削力表達式及表2所示的拉削尺寸特征,可得出在振動拉削過程中,拉削負載力為遞增值。因此,如圖6和圖10所示,隨著拉削力增大,激振系統輸出波形的“毛刺”也在增多,波形也越不穩定,當拉削負載力超過激振缸所能提供的最大驅動力后,激振缸出現了嚴重的偏移,此時激振系統內部雖仍有壓力波動變化,但外部已無輸出位移。其原因在于,拉削力作為外因,其阻礙了激振缸容腔體積的變化,降低了激振缸瞬時速度,使得有桿腔壓力升高,降低了正向周期中兩腔的壓差,也使輸出力和輸出位移波形變得不穩定。因此,受文獻[6-7,17]的啟發,為了獲取較好的振動波形,可在油路中增加蓄能裝置,“過濾”壓力“毛刺”,該處理措施主要增大了系統的阻尼,可吸收及補償能量,減少振蕩次數;或者通過增加大流量的直通開關閥,平衡激振缸兩腔的壓力配比,該措施主要是為了補償激振缸兩腔的流量,維持激振缸活塞的平衡位置。

圖9 基于負載力的響應曲線Fig.9 Response curve based on broaching force
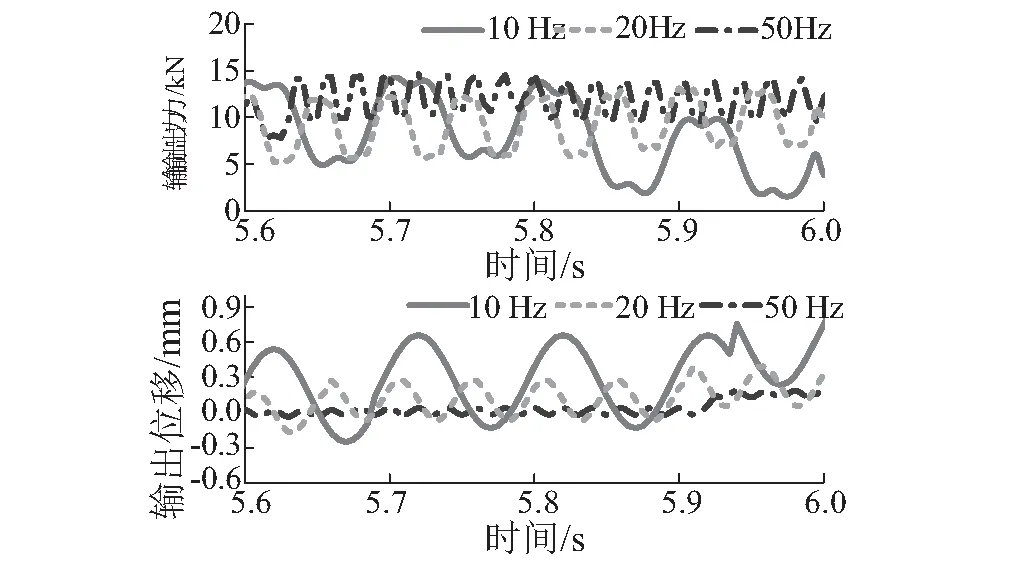
圖10 激振缸輸出實測結果圖(拉削段)Fig.10 Output of excitation cylinder (broaching)
4 結 論
(1) 本文綜合考慮了雙閥激振系統的流量耦合線性模型和拉削負載力模型,推導了振動拉削電液激振系統的傳遞函數和時域響應函數,基于理論仿真計算和實際系統測試,研究了振動拉削過程中激振系統輸出波形的穩定性。
(2) 仿真與試驗結果表明,激振缸的缸徑D與行程Ls的比值要越大越好,但增大極限響應頻率ω0也會使幅頻曲線上移,剪切頻率ωc增大,影響了空載條件下的系統穩定性。而激勵信號的頻率會影響輸出波形的平衡位置及波動幅值,激勵信號頻率越高,輸出波形越容易調節;拉削負載力主要影響了輸出波形的振蕩次數,負載力越大,輸出波形越不穩定。
(3) 為了有效改善拉削過程中激振輸出幅值的不穩定性,可適當提高激勵信號的頻率,為了彌補由此帶來的幅值衰減,需提高激振系統的油源壓力。此外,為了獲取較好的振動波形,可在油路中增加蓄能裝置或者大流量的直通開關閥,平衡激振缸兩腔的壓力配比。
(4) 本文針對振動加工過程中激振輸出波形穩定性問題,所提出的分析方法及解決方案可滿足低頻振動加工領域工程實際需要。
[1] 隈部淳一郎. 精密加工振動切削基礎與應用[M]. 北京:機械工業出版社,1985.
[2] 余洋,石博強,侯友山. 結構剛度對液壓伺服系統穩定性影響分析[J]. 農業工程學報,2011,27:32-35.
YU Yang, SHI Boqiang, HOU Youshan. Analysis on stability of hydraulic servo systems affected by structure stiffness[J]. Transactions of the CSAE,2011,27: 32-35.
[3] 姜萬錄,朱勇,鄭直,等.電液伺服系統非線性振動機理及試驗研究[J]. 機械工程學報,2015,51(4): 175-184.
JIANG Wanlu,ZHU Yong,ZHENG Zhi,et al. Nonlinear vibration mechanism of electro-hydraulic servo system and its experimental verification[J]. Journal of Mechanical Engineering,2015,51(4): 175-184.
[4] 葛振亮,侯友山,姜勇. 工程車輛全液壓轉向系統管路特性分析[J]. 振動與沖擊,2011,30(3): 60-63.
GE Zhenliang, HOU Youshan, JIANG Yong. Dynamic characteristics analysis of hydraulic pipes in fully hydraulic steering system of engineering vehicles[J]. Journal of Vibration and Shock,2011,30(3): 60-63.
[5] 金智林,郭立書,施瑞康,等. 汽車電控液壓制動系統動態性能分析及試驗研究[J]. 機械工程學報,2012,48(12): 127-132.
JIN Zhilin, GUO Lishu, SHI Ruikang, et al. Experimental study on dynamic characteristics of electro hydraulic brake system for vehicle[J]. Journal of Mechanical Engineering,2012,48(12): 127-132.
[6] 滕韜,夏毅敏,楊務滋,等. 盾構刀盤驅動液壓系統壓力沖擊吸收特性分析[J]. 浙江大學學報(工學版),2011,45(5): 864-868.
TENG Tao, XIA Yimin, YANG Wuzi, et al. Characteristics analysis of pressure impact absorption for shield cutter head drive hydraulic system[J]. Journal of Zhejiang University(Engineering Science) ,2011,45(5): 864-868.
[7] 李錦,黃長征. 盾構機液壓推進系統穩定性研究[J]. 液壓與氣動,2014(3): 54-57.
LI Jin, HUANG Changzheng. Study on stability of hydraulic propulsion system for shiled tunneling machine[J]. Chinese Hydraulics & Pneumatics,2014(3): 54-57.
[8] 王愛國. 全液壓矯直機液壓伺服非線性系統穩定性研究[J]. 太原科技大學學報,2014,35(6): 443-447.
WANG Aiguo. Research on the stability of nonlinear systems in hydraulic leveler of hydraulic servo system[J]. Journal of Taiyuan University of Science and Technology,2014,35(6): 443-447.
[9] AMIRANTE R,DISTASO E,TAMBURRANO P. Experimental and numerical analysis of cavitation in hydraulic proportional directional valves[J]. Energy Conversion and Management,2014,87: 208-219.
[10] YANG Z S,HE Z B,LI D W,et al. Hydraulic amplifier design and its application to direct drive valve based on magnetostrictive actuator[J]. Sensors and Actuators A:Physical,2014,216: 52-63.
[11] ZHAO J B,WANG J Z,WANG S K. Fractional order control to the electro-hydraulic system in insulator fatigue test device[J]. Mechatronics,2013,23: 828-839.
[12] SHEN G,ZHU Z C,ZHANG L,et al. Adaptive feed-forward compensation for hybrid control with acceleration time waveform replication on electro-hydraulic shaking table[J]. Control Engineering Practice,2013,21: 1128-1142.
[13] SIBIELAK M. Optimal controller for vibration isolation system with controlled hydraulic damper by piezoelectric stack[J]. Mechanical System and Signal Processing,2013,36: 118-126.
[14] 梅里特 H E. 液壓控制系統[M]. 北京:科學出版社,1976.
[15] 羅惕乾. 流體力學[M]. 3版.北京:機械工業出版社,2014.
[16] 袁哲俊,劉華明. 金屬切削刀具設計手冊[M]. 北京:機械工業出版社,2008.
[17] 成大先. 機械設計手冊:單行本,液壓控制[M]. 5版.北京:化學工業出版社,2010.
Anexperimentandanalysisonoutputwaveformstabilityofadual-valveexcitationsystemduringvibrationbroaching
MENG Zhen1, NI Jing1, WU Chuanyu2
(1. School of Mechanical Engineering,Hangzhou Dianzi University,Hangzhou 310018,China;2. School of Mechanical Engineering and Automation,Zhejiang Sci-Tech University,Hangzhou 310018,China)
In order to investigate the output amplitude stability of an excitation system during vibration broaching, a transfer function of a dual-valve excitation system was established by considering the flow coupled linear model and the broaching force model. And the time domain response function of output force and displacement was obtained based on the transfer function. Then, the simulated results of aforementioned function were calculated by MATLAB, including Bode diagram and the response curve of time domain. Finally, the experimental data were compared with simulation results, which were obtained from the novel vibration broaching platform. The results show that the frequency of the excitation signal affects the balance position and the amplitude of the output waveform. The higher the frequency of the signal is, the easier the output waveform can be adjusted. The oscillation frequency of the output waveform is mainly affected by the broaching force. The greater the force was, the more unstable the output waveform was. Therefore, to make the output waveform more stable, the ratio of vibration cylinder bore and stroke should be improved, which can increase the response frequency. On the other hand, the energy storage device and flow type valve should be added, which can balance the pressure ratio of vibration cylinder cavity.
vibration broaching; electrical-hydraulic excitation; Bode diagram; waveform stability
國家自然科學基金資助項目(51375129);浙江理工大學521人才培養計劃資助
2016-05-10 修改稿收到日期: 2016-07-19
蒙臻 男,博士,1986年生
武傳宇 男,博士,教授,博士生導師,1976年生
E-mail: cywu@zstu.edu.cn
TH137;TG57
A
10.13465/j.cnki.jvs.2017.20.014
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
工業設計(2022年8期)2022-09-09 07:43:20
鴨綠江(2021年35期)2021-04-19 12:24:18
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
天天愛科學(2020年6期)2020-09-10 07:22:44
電子制作(2018年11期)2018-08-04 03:25:42
數學物理學報(2017年6期)2018-01-22 02:26:40
家庭影院技術(2017年9期)2017-09-26 03:41:45
