CCS水電站壓力鋼管環(huán)型焊縫全位置焊接技術(shù)介紹
2017-11-04 05:26:45張興元賈棟林
水電站機電技術(shù) 2017年10期
張興元,賈棟林
(中國水利水電第十四工程局有限公司機電安裝事業(yè)部,云南 昆明 650032)
CCS水電站壓力鋼管環(huán)型焊縫全位置焊接技術(shù)介紹
張興元,賈棟林
(中國水利水電第十四工程局有限公司機電安裝事業(yè)部,云南 昆明 650032)
厄瓜多爾科卡科多辛克雷水電站(簡稱CCS電站)是中國公司在國際項目實施規(guī)模最大、技術(shù)難度最高的EPC水電站工程。該電站引水壓力鋼管主管內(nèi)徑5.2 m,支管內(nèi)徑2.6 m;鋼管最大靜水壓力6.18 MPa,設計內(nèi)水壓力(含水錘壓力)6.83 MPa,HD值為3 551 m2。本文對引水壓力鋼管運用的環(huán)型焊縫現(xiàn)場全位置焊接技術(shù)進行總結(jié)介紹,為同類工程提供了良好的參考借鑒作用。
水電站壓力鋼管;環(huán)型焊縫全位置焊接技術(shù)
1 前言
CCS電站共布置有8臺187.5 MW發(fā)電機組,引水發(fā)電系統(tǒng)內(nèi)以一管四機形式布置兩條引水壓力管道。壓力鋼管全程為地下埋管,外包混凝土襯圈及圍巖。鋼管采用獨立受力的方式進行設計,壓力鋼管主管內(nèi)徑5.2 m,支管內(nèi)徑2.6 m,主支管通過三級岔管進行連接。鋼管最大靜水壓力6.18 MPa,設計內(nèi)水壓力(含水錘壓力)6.83 MPa,HD值為3 551m2。
壓力鋼管全部采用60 kg/mm2的SUMITEN610F高強度鋼板制造。其中主管總長約785 m,鋼板厚度均為72 mm,安裝焊縫長度合計2 244 m;支管總長約320 m,內(nèi)徑2.60 m,鋼板厚度有38 mm和48 mm兩種規(guī)格,安裝焊縫長度合計758 m;岔管部分鋼板厚度從38 mm至88 mm一共8種規(guī)格,安裝焊縫長度合計508 m。
由于壓力鋼管安裝工作處于整個項目進度計劃的直線工期上,鋼管安裝工作必須如期完成,施工進度可控是整個工程按期完成的關(guān)鍵;加之,大厚度高強度鋼焊接工藝復雜,焊接過程中極易產(chǎn)生焊接缺陷,超出標準要求的焊接缺陷必須進行焊縫修復返工,從而增加額外的工作量與施工時間。如何解決焊縫返工對施工進度的影響,唯一的辦法就是保證優(yōu)良的焊接質(zhì)量,提高焊縫的一次檢測合格率,以降低焊縫返工修復率。
中國水電第十四工程局有限公司機電安裝事業(yè)部在CCS水電站引水壓力鋼管安裝中開展科技創(chuàng)新,通過技術(shù)工藝優(yōu)化,結(jié)合現(xiàn)場焊接的實際,從焊接工藝設計及人員焊接操作方便兩方面出發(fā),采取工藝措施,在安裝焊縫焊接中取得了較高的一次焊接合格率,最大程度的降低了因超標焊接缺陷而導致的缺陷修復返工,為施工工期進度可控提供了可靠的技術(shù)保障。同時,在施工過程中為焊接人員最大可能的改善了焊接條件。
2 施工工藝流程(見圖1)
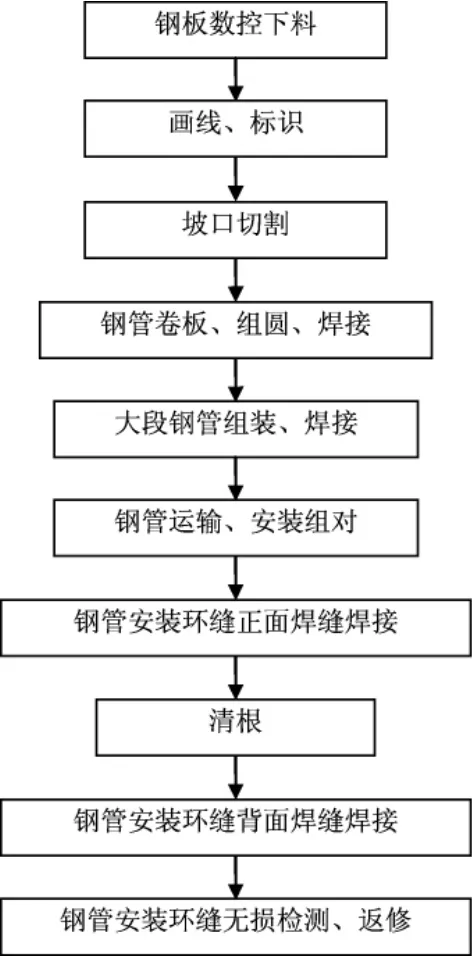
圖1 施工工藝流程
3 施工工藝及技術(shù)要點
3.1 鋼板數(shù)控下料
鋼管采用數(shù)控切割機進行下料,按鋼管排版圖使用CAD繪制出展開圖,然后將CAD展開圖轉(zhuǎn)化成數(shù)控切割機的下料程序語言進行鋼管瓦塊垂直斷面的切割工作。
技術(shù)要點:1)確保CAD繪制的展開圖尺寸準確;2)切割中針對鋼板厚度大的情況,選用對應大型號的割嘴及相應氧氣、乙炔氣體壓力。避免出現(xiàn)大于0.5 mm的割痕甚至切割凹槽;3)對切割產(chǎn)生的氧化渣清除后,進行切割尺寸檢查。
3.2 畫線、標識
在切割直邊后的瓦塊上畫出鋼管X、Y軸線及坡口切割線;畫線后用鋼印和油漆標識出瓦塊編號、水流方向、±X和±Y軸線、坡口角度縱縫對接號等標識。
技術(shù)要點:1)確保畫線的準確性與偏差,畫線后對照排版圖檢查畫線準確性與偏差,偏差滿足規(guī)范要求,不大于0.5 mm;2)標識按排版圖要求標記在指定位置,要求做到清晰可見;3)以環(huán)型焊縫水平X軸線為界,將X軸線上下兩部份的焊接坡口設計成對稱形式。其中,X軸線以下部份正面焊縫坡口開設在鋼管內(nèi)側(cè),背面焊縫坡口開設在鋼管外側(cè);X軸線以上部份則相反,正面焊縫坡口開設在鋼管外側(cè),背面焊縫坡口開設在鋼管內(nèi)側(cè);4)坡口角度采用規(guī)范推薦的60°;正面焊縫坡口深度為鋼板厚度數(shù)值的3/5;背面焊縫坡口深度為鋼板厚度數(shù)值的2/5。
3.3 坡口切割
采用氧乙炔半自動切割機進行坡口切割。
技術(shù)要點:1)切割前對照排版圖檢查瓦塊編號、水流方向及坡口形狀、切割尺寸;2)選用對應大型號的割嘴及相應氧氣、乙炔氣體壓力。避免出現(xiàn)大于0.5 mm的割痕甚至切割凹槽;3)注意X軸線處坡口翻轉(zhuǎn)位置(X軸線兩側(cè)各100 mm區(qū)域)過渡的處理;4)采用反切割的方式(按圖2所示1、2的順序進行,先切下部坡口面)進行切割,以消除割渣對切割過程的不利影響;5)對切割過程中的凹槽嚴格按焊接工藝要求進行補焊打磨處理;6)對切割后的坡口面進行打磨處理,消除因火焰切割產(chǎn)生的碳化淬硬層。
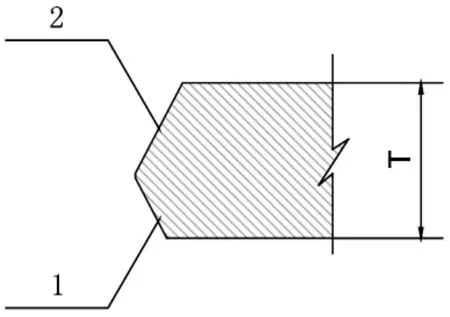
圖2 焊縫坡口切割順序示意圖
3.4 鋼管卷板、組圓、焊接
采用W150 mm×3 200 mm卷板機進行瓦塊卷制后,在預設的拼裝平臺上進行鋼管組圓,各組圓指標檢查合格后進行鋼管縱縫埋弧自動焊工序。
技術(shù)要點:1)卷板采取少量進輥的方式,避免出現(xiàn)過卷與欠卷情況出現(xiàn);2)鋼管組圓所用的平臺需做調(diào)平加固處理,保證平臺與鋼管接觸部位在使用過程中的平整度在2 mm范圍內(nèi),且不產(chǎn)生變形;3)組圓過程中要認真核對相應的管節(jié)編號與水流方向,避免出現(xiàn)組裝錯誤;4)組圓過程中的定位焊及焊接過程嚴格按焊接工藝規(guī)程執(zhí)行;5)縱縫焊接清根過程中需使用碳弧氣刨將定位焊縫清除干凈,并作打磨處理。
3.5 大段鋼管組裝、焊接
縱縫焊接完成的單節(jié)管在80 t滾輪架上進行大段組對后,進行制造環(huán)縫的焊接工作。
技術(shù)要點:1)大段組裝過程中要認真核對相應的管節(jié)編號與水流方向,保證管節(jié)編號及水流方向正確;2)大段組對過程中以任一X、Y軸線標識為對齊基準,標識對齊偏差不得大于5 mm;3)組裝過程中的定位焊及焊接過程嚴格按焊接工藝規(guī)程執(zhí)行;4)環(huán)縫焊接清根過程中需使用碳弧氣刨將定位焊縫清除干凈,并作打磨處理。
3.6 鋼管運輸、安裝組對
根據(jù)安裝工作進度,采用75 t拖板車將對應的大段鋼管運輸至洞內(nèi)預定卸車位置,卸車拖運至安裝位置進行安裝組對。
技術(shù)要點:1)裝車前須按-X軸線在底部,水流方向朝車頭,管段編號準確的原則進行裝車運輸;2)安裝組對過程中以任一X軸線標識為對齊基準,標識對齊偏差不得大于5 mm;3)安裝組對過程中在保證鋼管管口中心坐標符合要求的前提下,控制坡口間隙在技術(shù)要求范圍內(nèi),局部間隙最大不應超過10 mm;4)安裝組對過程中的定位焊及焊接過程嚴格按焊接工藝規(guī)程執(zhí)行;5)定位焊縫要求 焊接在背面坡口內(nèi);6)安裝環(huán)縫焊接清根過程中需使用碳弧氣刨將定位焊縫清除干凈,并作打磨處理。
3.7 鋼管安裝環(huán)縫正面焊縫焊接
根據(jù)工藝要求采用6名焊工采用均勻?qū)ΨQ的方式進行手工電弧焊接接(具體如圖3所示)。
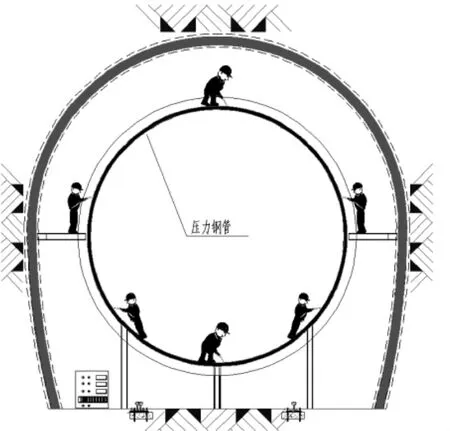
圖3 鋼管焊接示意圖
技術(shù)要點:1)焊接前做好洞內(nèi)巖層的滴滲水處理工作;2)焊接過程嚴格按焊接工藝規(guī)程執(zhí)行;3)合理排班,保證焊工有充足的體力與精力投入焊接工作,避免因人員技能原因出現(xiàn)焊接缺陷。
3.8 清根
正面焊縫焊接完成后,采用碳弧氣刨對背面焊縫坡口根部進行清根工作。
技術(shù)要點:1)選用尺寸合適的碳棒尺寸,在兼顧效率的同時避免出現(xiàn)因碳棒尺寸過大出現(xiàn)過度清理情況;2)坡口內(nèi)定位焊縫需清除干凈;3)碳弧氣刨清根后,需使用角磨機對坡口內(nèi)與兩側(cè)的碳化物進行清理,并對坡口進行修理打磨,直至坡口面呈現(xiàn)金屬光澤。
3.9 鋼管安裝環(huán)縫背面焊縫焊接
根據(jù)工藝要求采用6名焊工采用均勻?qū)ΨQ的方式進行手工電弧焊焊接。
技術(shù)要點:1)焊接前做好洞內(nèi)巖層的滴滲水處理工作;2)焊接過程嚴格按焊接工藝規(guī)程執(zhí)行;3)合理排班,保證焊工有充足的體力與精力投入焊接工作,避免因人員技能原因出現(xiàn)焊接缺陷;4)注意結(jié)合焊接記錄對焊縫檢測結(jié)果進行統(tǒng)計分析工作,及時調(diào)整仰焊位置焊接合格率低的焊接人員。
3.10鋼管安裝環(huán)縫無損檢測、返修
安裝焊縫焊接完成對焊縫表面及兩側(cè)的凹坑補焊,藥皮、飛濺進行清理,外觀檢查合格后,在規(guī)定的時間進行焊縫內(nèi)部質(zhì)量的無損檢測,之后根據(jù)無損檢測結(jié)果對缺陷部位進行返修直至合格。
技術(shù)要點:1)在清理焊縫兩側(cè)飛濺等異物過程中,對無損檢測要求的寬度范圍區(qū)域進行表面修整,以滿足檢測要求;2)無損檢測前、后需對檢測儀器按規(guī)定進行校準;3)焊縫返修嚴格按返修工藝要求進行。
4 結(jié)論
通過環(huán)型焊縫現(xiàn)場全位置焊接技術(shù),解決了背面清根困難及仰焊位置工作量大的不利情況,有效減少了焊接缺陷產(chǎn)生的客觀因素,為提供質(zhì)量優(yōu)良的焊接產(chǎn)品,保證工程施工進度提供可靠技術(shù)保障。本項目安裝焊縫一次焊接合格率最終總體達到98.2%的優(yōu)秀水平。
TV547.6
B
1672-5387(2017)10-0026-03
10.13599/j.cnki.11-5130.2017.10.009
2017-07-21
張興元(1973-),男,工程師,從事水利水電工程施工及技術(shù)質(zhì)量管理工作。
猜你喜歡
中學生數(shù)理化·七年級數(shù)學人教版(2023年3期)2023-03-21 00:44:54
保健醫(yī)苑(2022年5期)2022-06-10 07:47:26
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
學校教育研究(2020年13期)2020-07-07 09:31:30
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24