特殊工況機械密封試驗研究
2017-11-11 08:15:11李鳳成鄭國運
化工機械 2017年2期
關鍵詞:機械
李 香 劉 杰 李鳳成 鄭國運
(合肥通用機械研究院)
特殊工況機械密封試驗研究
李 香 劉 杰 李鳳成 鄭國運
(合肥通用機械研究院)
對機械密封在機械油不足的工況下進行性能試驗研究,對比分析機械密封摩擦副寬度和密封環端面槽型對密封性能的影響。試驗結果表明:減小密封端面寬度和改變密封環端面開槽均可以有效降低密封腔溫升;端面刻有圓弧深槽的密封能在短時間內滿足機械油不足的工況,但不能長時間適用于此工況;端面刻有月牙深槽的密封既能滿足正常工況運轉要求,又能承受較長時間機械油不足的特殊工況。
機械密封 機械油不足 圓弧深槽 月牙深槽
機械密封作為各類泵、反應合成釜及透平壓縮機等設備的關鍵部件,其性能優劣直接影響主機的性能和安全性。常見機械密封的摩擦副一般處于混合摩擦和液體摩擦狀態[1]。對于某些特殊場合,由于使用環境和結構的限制,機械密封的摩擦副處于邊界摩擦狀態或者干摩擦狀態,造成密封端面摩擦系數增大和磨損加劇的情況,導致密封環燒損或熱應力開裂,從而使密封失效[2]。吳兆山等介紹了一種干摩擦機械密封的設計和計算方法,并進行了相應試驗,試驗結果表明該種機械密封的性能能夠滿足使用要求[3]。因此,通過結構合理設計和摩擦副選材,可以使機械密封長時間在摩擦副潤滑工況較差的場合正常運轉。筆者通過試驗研究的方法,分析幾種機械密封在機械油不足工況下的密封性能,優化機械密封結構和密封端面參數,研發出能在機械油不足工況下長時間運轉的機械密封。
1 機械密封試驗臺及測試密封
1.1 機械密封試驗臺
機械密封試驗臺系統如圖1所示,由試驗臺主體系統和試驗控制系統組成。試驗臺主體系統主要包括交流電機、軸承箱、密封腔體及試驗臺架等硬件設施。控制系統主要由變頻器,壓力、溫度、扭矩及轉速等傳感器和主控制柜組成。
1.2 被測機械密封
以軸徑45mm的機械密封作為試驗對象,機械密封摩擦副材料選用碳化硅對石墨,其結構如圖2a所示,針對油量不足的工況,為了增強潤滑效果,在靠近密封端面的動環座上增加了甩油環,如圖2b所示。將被試機械密封裝入試驗臺進行試驗,試驗主要測試的參數為密封腔溫升和泄漏量。
2 試驗研究
2.1 試驗條件
試驗主要模擬沖洗油中斷,密封腔機械油不足且無循環冷卻的極端工況,密封腔油位約在摩擦副密封環端面1/2處(圖3)。
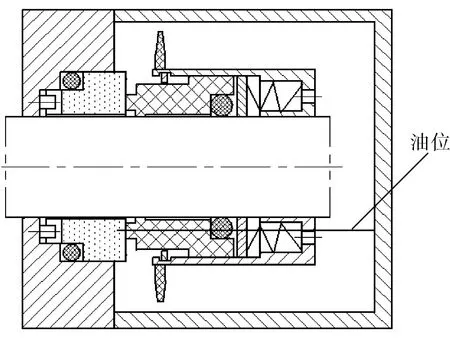
圖3 密封腔油位示意圖
試驗參數如下:
試驗介質 機械油
試驗轉速 3 000r/min
試驗壓力 常壓
彈簧比壓 0.2MPa
2.2 試驗及結果分析
2.2.1 試驗1
正常工況密封介質為機械油,潤滑效果良好,按傳統設計[4],密封環寬度選用3.0mm,摩擦副外徑54.5mm,內徑48.5mm。密封介質不足會導致密封環潤滑效果不足,且由于無循環沖洗,密封端面間摩擦熱和密封攪拌熱使得密封腔溫度不斷升高。傳統的機械密封在這種工況下容易出現嚴重磨損或熱裂等,會導致密封失效,而通過密封環端面開槽可有效改善端面的潤滑狀況。基于此,動環采用不開槽和開槽兩種形式分別進行試驗。型槽機械密封有深槽和淺槽(微米級)兩種,淺槽多用于干氣密封或上游泵送機械密封,密封端面間處于完全非接觸狀態,泄漏量較大,而且淺槽對密封液要求很高,如密封液含有固體顆粒,將會造成密封液在淺槽內的堵塞,引起密封失效[5~7]。因此,淺槽機械密封不適用于此工況,本試驗選用密封端面刻有圓弧深槽的密封環,如圖4所示,槽深1mm。
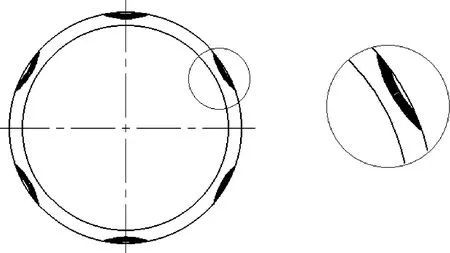
圖4 圓弧深槽密封環
按照試驗條件對兩密封進行試驗,分別運轉1h,兩密封均無滲漏或泄漏現象。圖5表示兩密封運行1h后的密封腔溫升。從圖中可以看出,不開槽密封的密封腔溫升為29.0℃,端面開圓弧深槽密封的密封腔溫升為27.5℃。試驗證明,密封環端面開槽有助于降低密封腔溫升。因密封腔溫升較高,需進一步對該密封環進行優化。
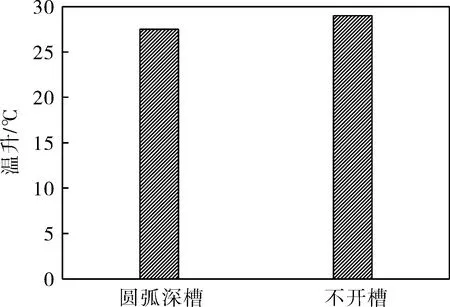
圖5 兩種端面結構的密封環運行1h后的密封腔溫升
2.2.2 試驗2
維持圓弧深槽密封環外徑不變,密封環內徑變為49.0mm,改變彈簧壓縮高度,使彈簧比壓維持在0.2MPa,按照試驗條件重新進行試驗。圖6表示不同內徑運轉1h后的密封腔溫升。從圖中可以看出,密封腔溫升為22.5℃。此時,密封腔溫升比密封環內徑為48.5mm時,降低了5℃。試驗表明,減小密封端面寬度可有效降低密封腔溫升。保持試驗參數不變繼續進行試驗,運轉7h后密封有滲漏,表明深槽圓弧槽密封能在短時間內滿足機械油不足的工況,但不能長時間適用于此工況。
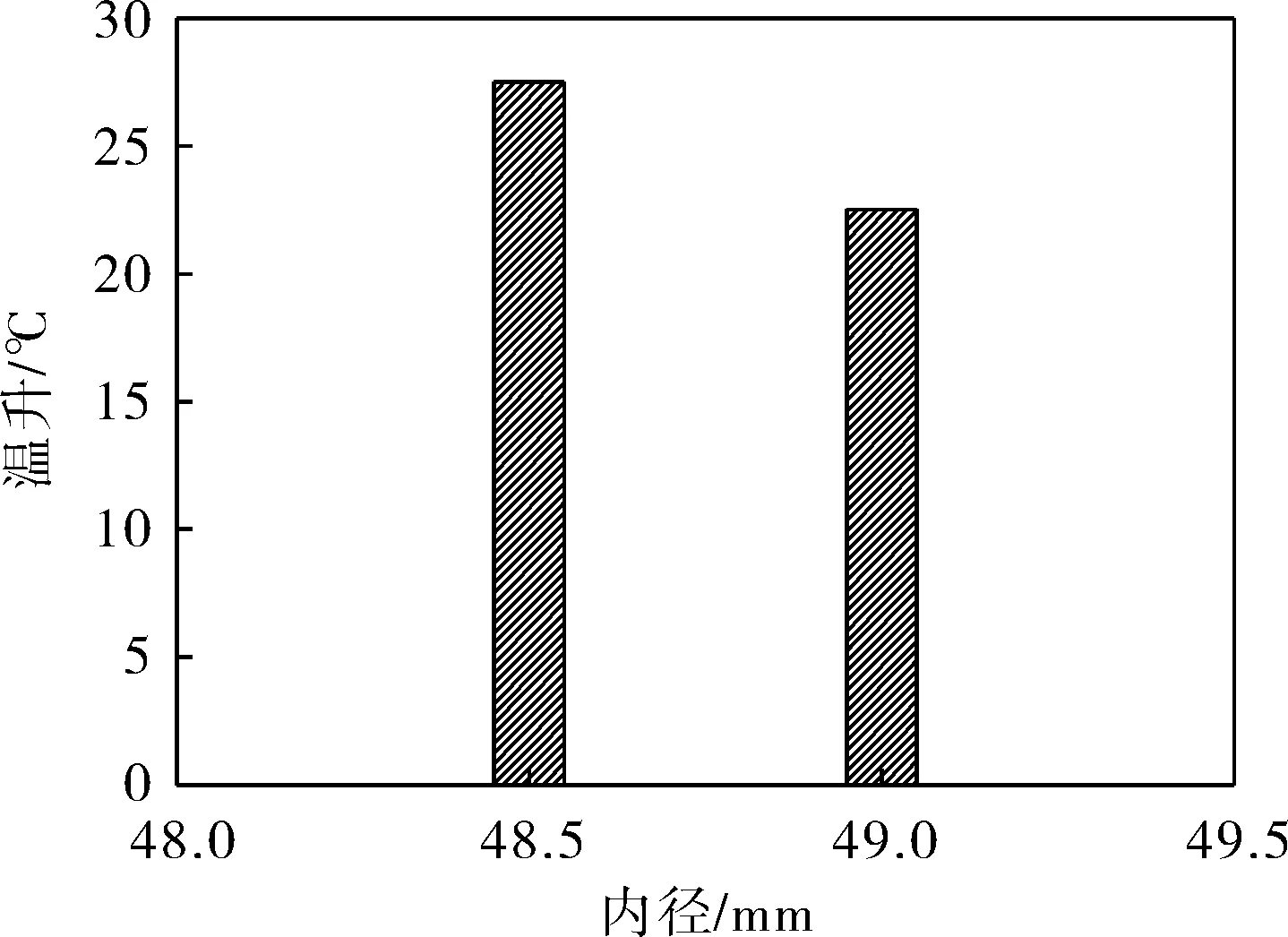
圖6 兩種內徑的密封環運行1h后的密封腔溫升
2.2.3 試驗3
根據試驗2結果,減小密封摩擦副寬度可有效降低密封腔溫升,因此將不開槽密封的摩擦副寬度降為2mm,外徑54.5mm,內徑50.5mm,按試驗條件進行試驗。圖7表示不同端面寬度密封運轉1h后的密封腔溫升。由圖可知,摩擦副寬度2mm的密封腔溫升為24℃,比原摩擦副寬度3mm的密封腔溫度降低了5℃。保持試驗參數不變,運轉10h后密封出現泄漏。

圖7 兩種端面寬度的密封環運行1h后的密封腔溫升
2.2.4 試驗4
維持摩擦副寬度2mm,改變密封環外徑的型槽為月牙深槽,槽深1mm,如圖8所示。按照試驗條件進行試驗,運轉50h無泄漏,試驗表明該密封能長時間滿足潤滑油不足的工況。
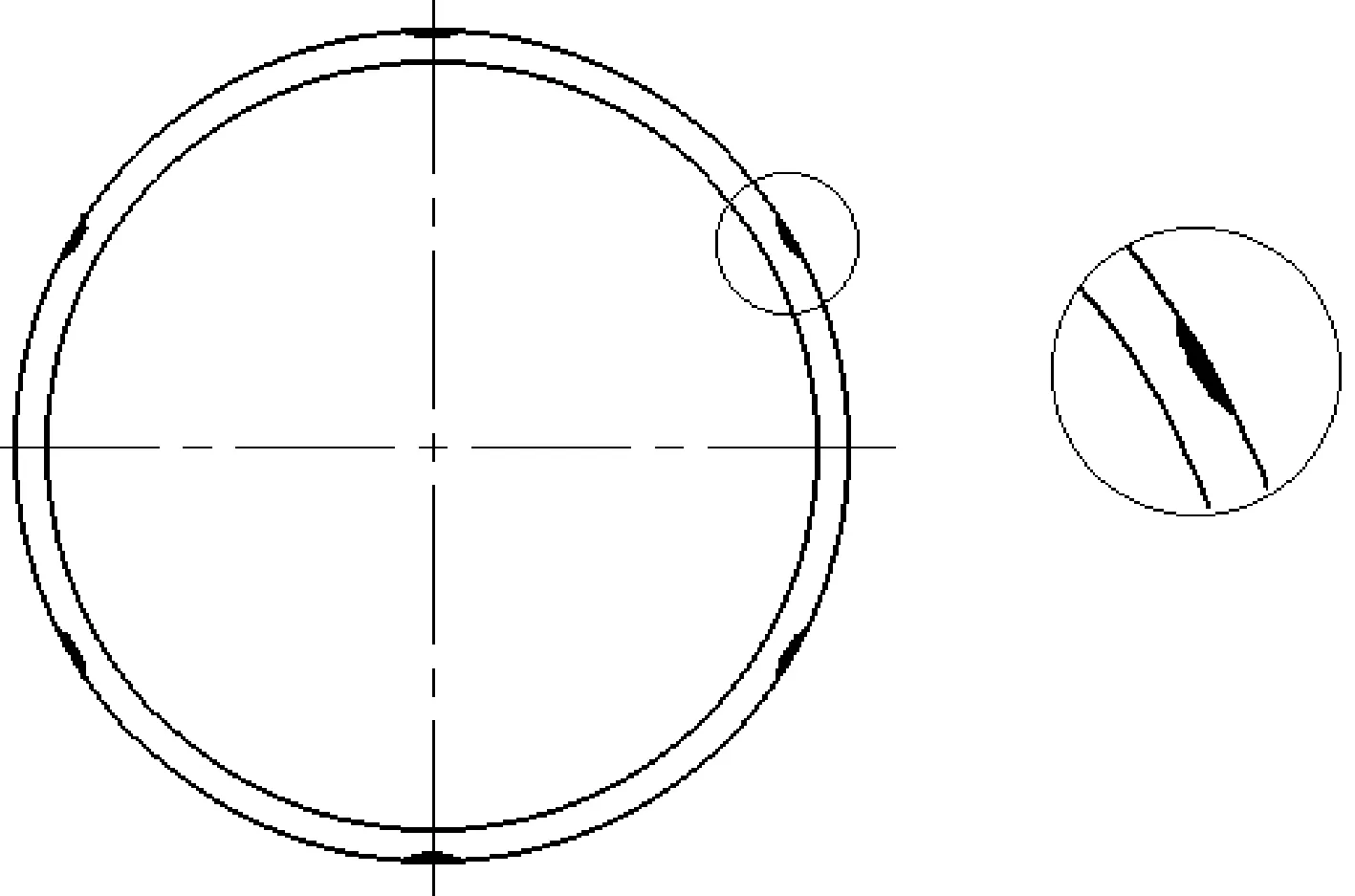
圖8 月牙深槽密封環
降低密封腔內機械油的液位,使密封腔油位低于密封環配合端面,通過動環座上的甩油環甩油對密封進行潤滑,運轉10h無泄漏,拆開密封發現端面完好。重新將密封裝在試驗臺上,密封腔內加滿油,模擬油量充足的正常工況,進行運轉試驗,密封無泄漏情況。試驗證明該月牙深槽密封既能滿足正常工況運轉要求,又能承受較長時間油量不足的特殊工況。
3 結論
3.1 以試驗為手段,研究機械密封在機械油不足的特殊工況下的密封性能,試驗表明,通過減小密封端面寬度和改變密封環端面開槽均可有效降低密封腔溫升;在機械密封結構合理的情況下,深槽圓弧槽密封能短時間滿足機械油不足的工況,但不能長時間適用于此工況,月牙深槽密封既能滿足正常工況運轉要求,又能承受較長時間機械油不足的特殊工況。
3.2 本試驗研究過程,可為類似工況機械密封設計方向提供一種優化方法和方向。筆者只從試驗方面對機械密封極端工況進行了研究,建議下一步從理論方面進行更深入的機理研究。
[1] 顧永泉.機械密封實用技術[M].北京:機械工業出版社,2001:13~30.
[2] Lebeck A O.Principles and Design of Mechanical Face Seals[M].USA:Wiley,1991.
[3] 吳兆山,姚黎明,谷傳文,等.風機用接觸式干運轉機械密封研制[J].流體機械,2006,34(5):18~20.
[4] 陳德才.機械密封設計制造與使用[M].北京:機械工業出版社,1993:26.
[5] 王衍,孫見君,馬晨波,等.深槽淺槽非接觸式機械密封性能比較研究[J].液壓與氣動,2013,(2):8~13.
[6] 郝木明,胡丹梅,楊惠霞.上游泵送機械密封的研究開發與應用[J].流體機械,2001,29(2):13~16.
[7] 陳秀琴,朱維兵,王和順.干氣密封技術研究現狀及發展趨勢[J].液壓與氣動,2008,(2):52~56.
ExperimentalStudyofMechanicalSealunderSpecialWorkingConditions
LI Xiang, LIU Jie, LI Feng-cheng, ZHENG Guo-yun
(HefeiGeneralMachineryResearchInstitute)
Performance test of mechanical seal under the condition of insufficient machine oil was implemented, including comparatively analyzing the influence of seal face width and groove parameters on the sealing performance. Test results show that, decreasing the seal face’s width and changing the groove of seal ring can effectively reduce the sealing cavity’s temperature rise; and the seal with deep arc groove can meet the oil shortage in a short time and that with deep crescent groove can meet both normal condition and the condition short of machine oil for long time.
mechanical seal, short of machine oil,deep arc groove, deep crescent groove
李香(1981-),工程師,從事流體動密封研究,junelixiang@163.com。
TQ055
A
0254-6094(2017)02-0153-04
2016-03-09,
2016-11-16)
猜你喜歡
機械工程材料(2022年10期)2022-11-21 12:08:44
小學科學(學生版)(2021年9期)2021-11-02 05:26:46
電腦報(2020年35期)2020-09-17 13:25:53
當代工人(2020年8期)2020-05-25 09:07:38
電腦報(2019年40期)2019-09-10 07:22:44
建材發展導向(2019年13期)2019-08-24 06:37:40
電子制作(2018年14期)2018-08-21 01:38:14
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
筑路機械與施工機械化(2017年6期)2017-07-10 11:54:50
科技知識動漫(2016年8期)2016-07-29 20:40:09
