流延裝備主冷輥內部流動數值模擬研究①
2017-11-13 06:35:04殷術貴張華偉吳智恒張春華
化工機械 2017年4期
殷術貴 張華偉 吳智恒 張春華 陳 勇
(1.廣東省智能制造研究所;2.廣東仕誠塑料機械有限公司)
流延裝備主冷輥內部流動數值模擬研究①
殷術貴1張華偉1吳智恒1張春華2陳 勇2
(1.廣東省智能制造研究所;2.廣東仕誠塑料機械有限公司)
借助流體力學仿真軟件對多個工況下的流延裝備主冷輥內部冷卻水流動性能進行仿真研究,結果表明:冷卻水進入主冷輥后在進水側水箱內形成了多個大的回流區;在冷卻水流出導流葉片后的出水側匯聚成一個大的環流,局部阻力較大,冷卻水流出困難,進出口總壓損失達到83%以上,此外主冷輥旋轉方向對總壓損失影響明顯。根據仿真結果提出在主冷輥兩側水箱分別添加導流葉片的改進方案,可以為主冷輥結構優化設計提供指導。
流延膜 主冷輥 流體力學 數值模擬 局部損失
流延是一種先進的塑料膜成型工藝,流延裝備是塑料膜流延生產的母機,現代流延膜生產將熱熔后的塑料熔體從擠出機模頭中擠出,熔融樹脂經機頭流延到表面光潔的冷卻輥上迅速冷卻成薄膜。我國從20世紀80年代中期開始引進國外單層流延膜生產線,寬只有1.0~1.5m;90年代后從德國、日本、意大利及美國等國引進了多層流延膜生產線,寬2.0~2.5m;2000年以來流延技術突飛猛進,寬幅4.0~4.5m,國產設備得到快速發展[1,2]。
流延膜的冷卻成型過程主要發生在流延輥上,流延輥冷卻效果直接影響到流延膜的質量和產量,為了獲得高質量的薄膜,需要在流延膜的冷卻機理、流延輥的工作原理、內部流道的結構方面進行研究。李鋼等對雙向回流式流延輥的換熱過程進行了數值模擬研究,研究了流道結構、尺寸等參數對流延輥換熱能力的影響[3,4]。李曉偉等對熟料薄膜的傳熱過程進行了數值模擬,得到了流延輥內壁溫度分布和塑料薄膜溫度隨時間變化曲線[5]。吳哲浩和麻向軍對平行流道流延輥的冷卻過程進行數值模擬,得到了不同流延膜厚度和流延輥轉速條件下流延膜的溫度場[6]。董野建立了流延輥換熱仿真過程中的理論模型,研究流延輥的結構尺寸、冷卻水的流量對流延輥質量的影響規律[7]。上述研究工作中,主要對流延膜、流延輥之間的傳熱進行了研究,而對流延輥內部流動規律研究較少。筆者借助Fluent軟件對5.1m寬幅流延膜主冷輥內部冷卻水流動性能進行仿真研究,分析主冷輥內部流動規律,根據分析結果對主冷輥結構提出優化方案。
1 主冷輥結構特點
主冷輥是直徑較大的鋼輥,表面經特殊的鈍化處理(鍍硬鉻),內部中空設有內套,內套上焊有平直或螺旋形的導流片,鋼輥、內套、導流片之間的空間形成流道,冷卻水在流道內循環流動。
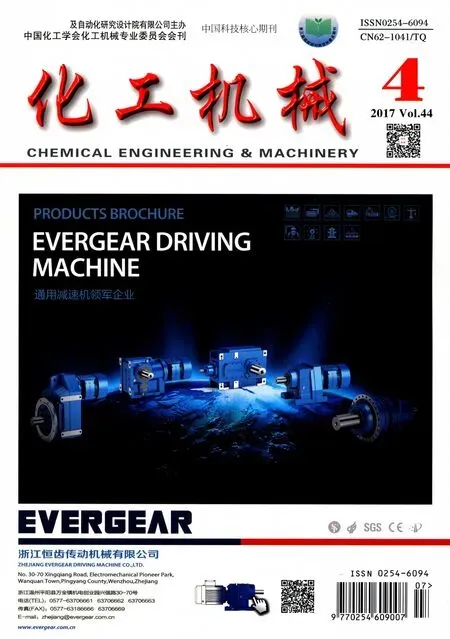
按流道布局分,主冷輥主要有平行流道和螺旋流道兩種。平行流道結構簡單,冷卻水水流阻力小,但冷卻水與主冷輥的接觸面積小,輥面溫度場的均勻性差。螺旋式的流道采用螺紋導流片,冷卻水與主冷輥接觸面積大,輥面溫度場較均勻,但冷卻水水流阻力較大。按冷卻水的流動方向,主冷輥有單向流動和雙向流動兩種結構。單向流道結構要保證主冷輥表面溫度均勻性,需加大冷卻水的流動速度。圖1為單向螺旋主冷輥結構。
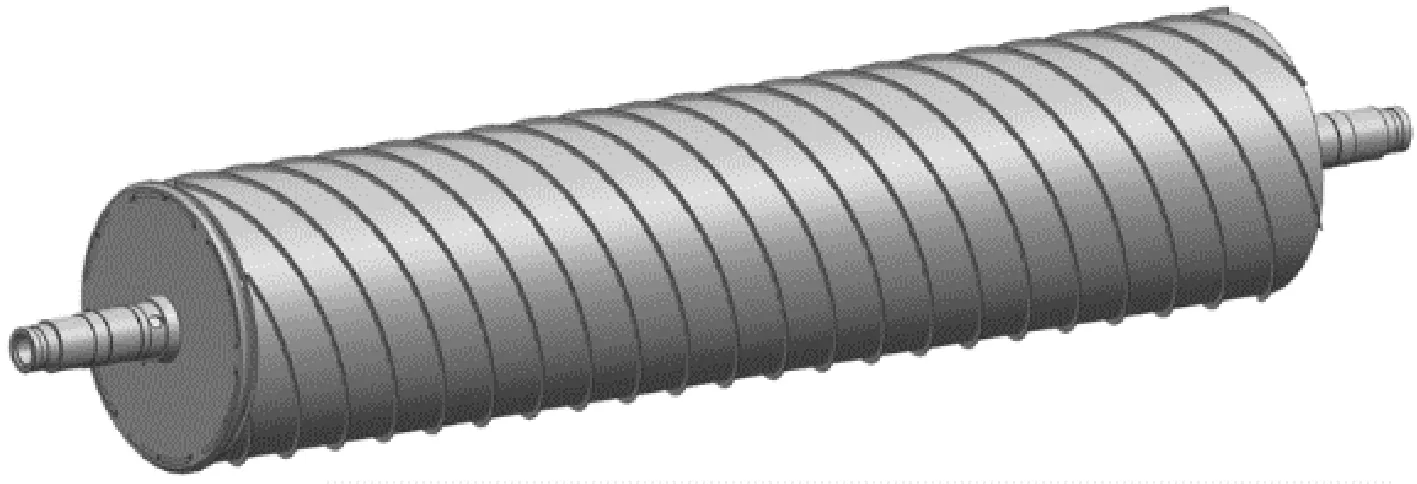
圖1 單向螺旋主冷輥結構
2 流體管道局部阻力分析
2.1 局部阻力的產生
流體經過局部閥件、管件時,會發生多種情況的局部阻力損失。層流的局部損失是各流層之間的粘性切應力引起的,幾何邊界條件的改變,流層進行重新調整,流體質點產生劇烈變形,加強了各流層的相對運動,因而產生了局部的能量損失。
對于湍流而言,情況比層流復雜且難以分析,總的來說漩渦區的形成和二次流是產生局部損失的主要原因[8,9]。
2.1.1 形成漩渦區
流體在通過突擴管、突縮管、彎管及三通管等局部管件時,因慣性主流與壁面分離形成漩渦區產生局部損失,如圖2a~d所示;在漸擴管內,沿程減速增壓,主流與邊壁脫離形成漩渦區,如圖2e所示;在漸縮管內,沿程增速減壓,當收縮角較大時也會產生一個漩渦區,如圖2f所示。由以上分析可以看出,流速大小和方向的改變,局部損失總是和漩渦區有關,漩渦區是局部損失形成的主要原因。

圖2 幾種典型局部阻力流態示意圖
2.1.2 形成二次流
在流體流經彎管時,不僅會發生分離,形成漩渦區,而且還會產生與主流方向正交的二次流,產生能量損失,如圖3所示。

圖3 彎管二次流形態示意圖
2.2 減小局部阻力的方法
在各種管路設計中,應盡量減小局部損失,盡量避免流通有效斷面發生突化,在有效斷面有較大改變之處常常采用錐形過渡,在精度要求較高的管路中應采用光滑的流線型壁面。常見減小局部損失的方法有:過流斷面的幾何尺寸適當增大;盡可能減少管路上的局部裝置;調整局部管件突變界面的光滑程度[10]。
3 主冷輥流動數值仿真模型
3.1 幾何模型與網格劃分
主冷輥內部流道幾何模型如圖4所示,主冷輥結構為單向螺旋流道結構,輥筒直徑1.2m,輥面寬幅5.1m。冷卻水從左側流入經6個分支管進入主冷輥左側水箱,隨后由導流片的引導向右側流出。主冷輥內部流道全部采用六面體網格劃分,網格數為374萬,如圖5所示。
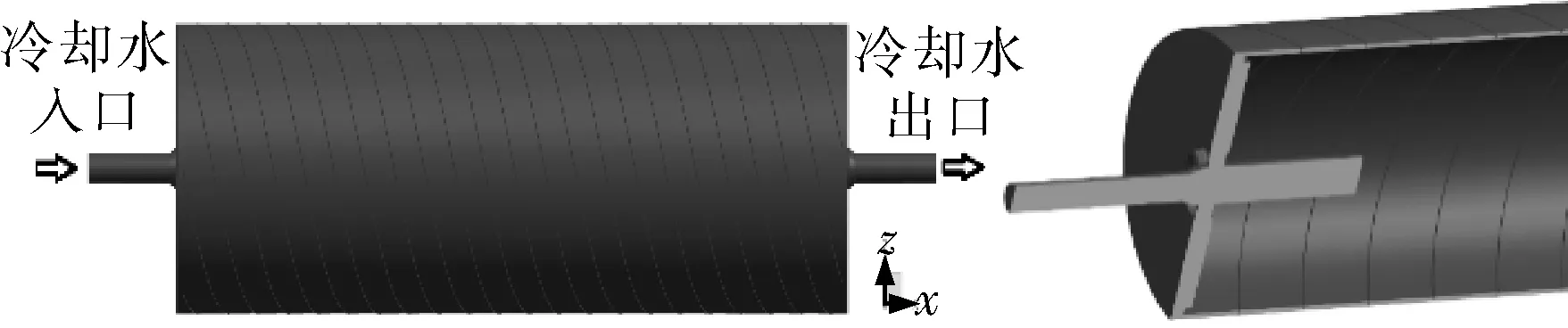
圖4 主冷輥內部流道模型
圖5 主冷輥內部流道網格劃分
3.2 操作參數
筆者進行了5組工況研究(表1),冷卻水由左側(x負軸)流入,右側(x正軸)流出。編號前面的數字表示入口壓力,后面的數字表示主冷輥旋轉量,如工況代碼L0.3_R0中L0.3表示入口壓力0.3MPa,R0表示滾筒旋轉量為0rad/s,旋轉方向為x軸負向,為基準工況。其中工況L0.3_R(X)0.5旋轉方向為x正軸。
表1 仿真模擬參數
4 主冷輥內部流動仿真結果
4.1 基準工況流線分布
圖6為基準工況L0.3_R0流線分布圖,可以看出,冷卻水從入口流入后通過6個孔流入輥筒左側,然后經6組導流葉片的引導呈順時針螺旋線向x軸正方向流動;在輥筒右側,6組冷卻水流出導流葉片后匯聚成一個大的環流,呈逆時針螺旋流動,從流線可以看出,從出口流出的冷卻水亦呈逆時針螺旋流動。總的來看,冷卻水由左側導流葉片流入輥筒后,整體都是旋轉流動。

圖6 主冷輥內部流線分布
4.2 基準工況速度、矢量圖分布
圖7為基準工況L0.3_R0左右兩側水箱截面速度云圖和矢量圖分布,由左側云圖和矢量圖可以看出,冷卻水流入輥筒左側水箱后分成6組主流向外流動,快抵達外圓時,主流開始朝向導流入口處流動,因此可以發現6組主流末端各自都有轉折。此外,主流以外的流體流到外圓后受到壁面的阻擋而往回流動,形成了明顯的回流。由右側云圖和矢量圖可以看出,冷卻水流出導流葉片后在右側水箱匯聚成一個大的環流,環流外圍速度小,中間速度大。從右側云圖和量圖可以看出,冷卻水斜著從小管流出,流體流出困難,阻力較大。
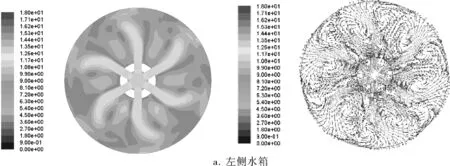
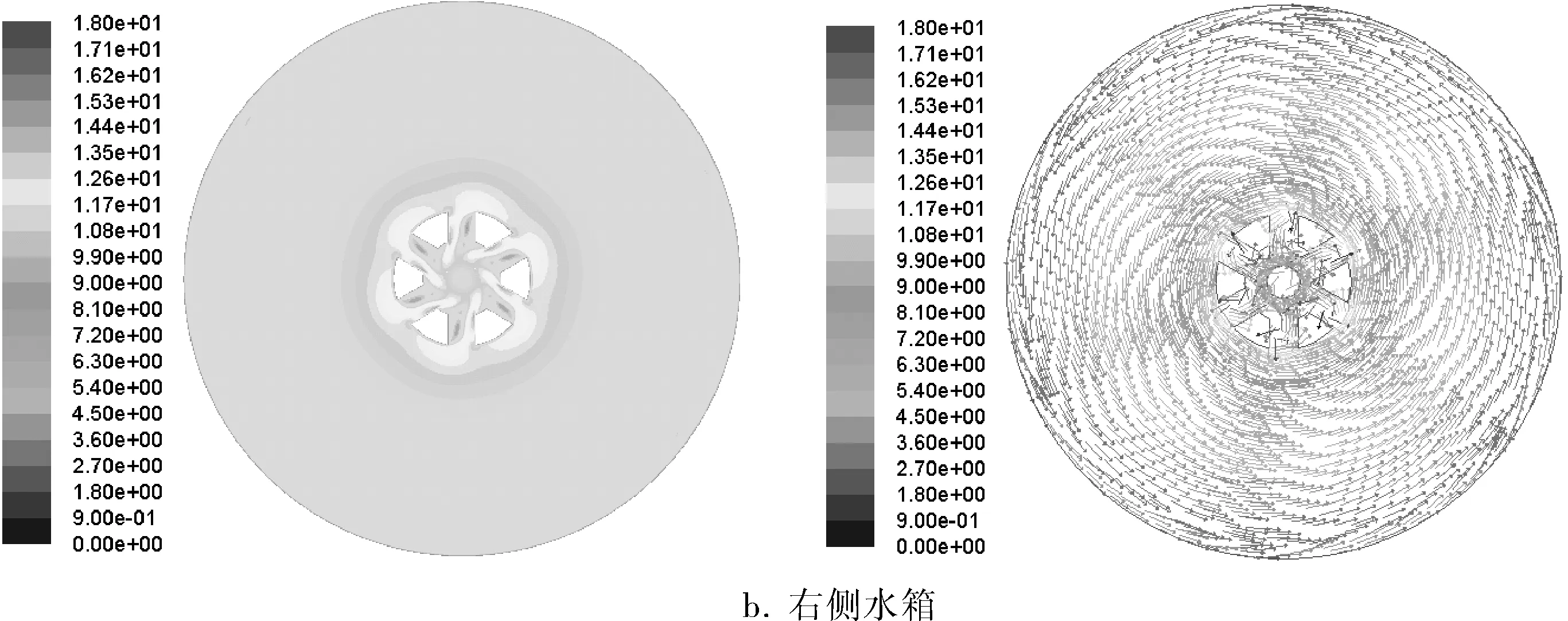
圖7 主冷輥左右兩側水箱截面速度云圖和矢量圖
4.3 不同截面處壓力分布
圖8為基準工況L0.3_R0在距離中心不同位置處截面的動壓分布,可以看出,不同截面倒流葉片內的動壓分布不同,即流速不一樣,靠近入口處動壓分布差異越明顯。
圖8 距離主冷輥中心不同位置處截面動壓分布
在入口總壓為0.3MPa的情況下,基準工況L0.3_R0下的入口流速為8.55m/s,入口流量347.5t/h,出口總壓0.046MPa,總壓損失0.254MPa,總壓損失比達到了84.5%。
4.4 不同工況參數下仿真結果對比
表2為不同工況下的仿真結果對比,可以看出,現有結構下進出口總壓損失達83%以上,壓力損失較大;當入口壓力增大時,輥筒內的速度增加,壓力損失百分比變化不大;主冷輥旋轉且與主流方向相反時,流體流速增加,壓力損失降低;主冷輥旋轉且與主流方向相同時,流體速度降低,壓力損失增大。
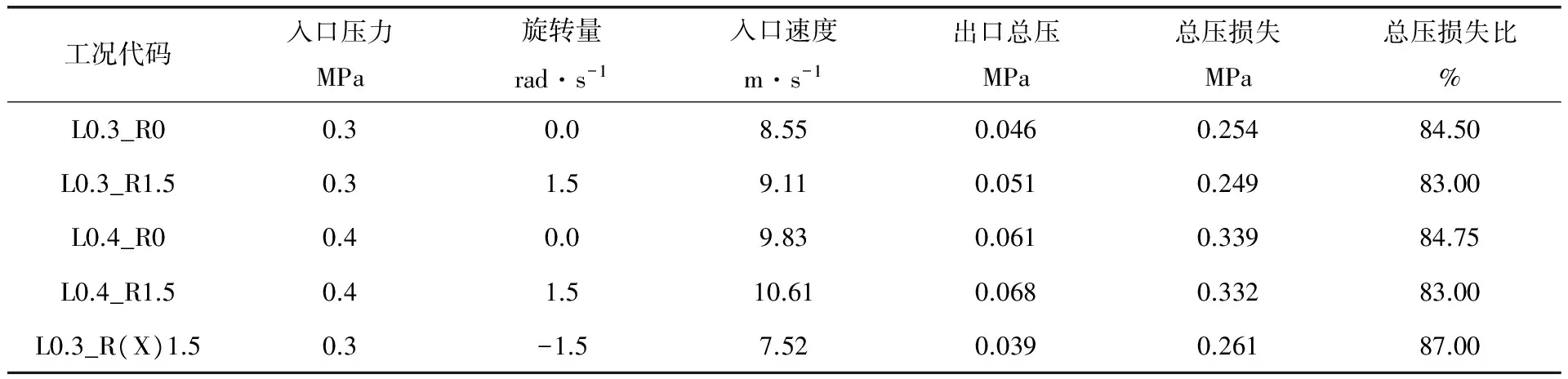
表2 不同工況下仿真結果對比
5 結論
5.1 冷卻水進入水箱后,在水箱內部形成了6個較大回流區和多個小的回流區;冷卻水流出導流葉片后匯聚成一個大的環流,環流外圍速度小,中心位置速度大;右側出水口流出的冷卻水亦呈螺旋流動流出;回流區的產生和大的環流會導致流動阻力的增大。
5.2 冷卻水由左側導流葉片流入輥筒后,整體沿著導流片呈旋轉狀向前流動,各個導流片內的流體流動不均勻,尤其在距離左側入口較近處更明顯。
5.3 現有結構情況下,進出口總壓損失達到83%以上,壓力損失較大,主冷輥旋轉方向對總壓損失影響明顯,流體域旋轉方向與主流方向一致時,壓力損失增大,主冷輥旋轉與主流方向相反時,流體損失減小。
5.4 根據仿真結果,為了降低主冷輥內部流動局部阻力,建議從左右兩側水箱入手,分別在兩端水箱內添加新的導流葉片,左側水箱添加導流葉片起到降低漩渦流的同時,又讓進入各個導流葉片的冷卻水流量更加均勻;右側水箱添加導流葉片可以快速引導冷卻水流出輥筒,降低局部阻力。此外,滾筒旋轉方向應與主流方向相反。
[1] 吳夢旦.流延膜及其設備[J].輕工機械,2001,19(3):2~5.
[2] 陶宏.國際視野下的中國流延膜應用與新發展[J].國外塑料,2009,27(1):52~58.
[3] 李鋼,孫宇,董野.基于Fluent仿真的流延輥流道設計研究[J].塑料,2008,37(6):35~38.
[4] 李福森,王栓虎,李欣興,等.塑料薄膜與流延輥換熱過程的模擬分析[J].機電工程,2010,27(8):56~59.
[5] 李曉偉,孟繼安,徐鳳英,等.流延法生產塑料薄膜傳熱過程數值模擬[J].塑料科技,2007,35(2):60~63.
[6] 吳哲浩,麻向軍.基于CFD的流延膜冷卻效率研究[J].工程塑料應用,2015,43(1):64~68.
[7] 董野.流延成形中流延輥的溫度控制技術研究[D].南京:南京理工大學,2007.
[8] 賀五洲,李玉柱.工程流體力學[M].北京:清華大學出版社,2006:187~196.
[9] 趙月.基于CFD的管道局部阻力的數值模擬[D].大慶:東北石油大學,2011.
[10] 楊莜蘅,張國忠.輸油管道設計與管理[M].北京:中國石油大學出版社,1996:15~16.
NumericalSimulationResearchonFlowinMainChillRollerofCastingFilmEquipment
YIN Shu-gui1,ZHANG Hua-wei1,WU Zhi-heng1,ZHANG Chun-hua2,CHEN Yong2
(1.GuangdongInstituteofIntelligentManufacturing;2.GuangdongSimchengPlasticMachineCo.,Ltd.)
Having the fluid dynamics simulation software adopted to simulate internal flow characteristics at multiple conditions in the main chill roller shows that,the chill water into the main chill roller can create several large recirculation zones at the inlet side of the tank;and at the tank’s outlet side,the cooling water outflowing guide vanes can converge into a large circulation;and the big local resistance makes the outflow of cooling water difficult and the total import &export pressure loss stays above 83% and rotation direction of the main chill roller significantly affects the total pressure loss.Adding guide vanes to both sides of the main chill roller’s water tank was proposed to provide the guidance for optimal design of the main chill roller.
casting film,main chill roller,hydromechanics,numerical simulation,local loss
廣東省科技計劃項目(2014A040401062,2015A030401072,2015B010111001,2016GDASPT-0106)
殷術貴(1986-),工程師,從事機械、熱工等設備的CFD數值模擬工作。
聯系人吳智恒(1970-),教授級高級工程師,從事機電一體化工作,wuzhiheng23@163.com。
TQ022.1
A
0254-6094(2017)04-0447-05
2016-10-31)
(Continued from Page 416)
mined by the bending moment and the torque,the stress was calculated and compared with the allowable fatigue strength of the spindle made of certain materials and at certain temperature so as to determine feasibility of the wall thickness assumed,in this way,the strength calculation and check of the rotating spindle bearing a certain internal pressure is completed.
Keywordsdrying equipment,rotating spindle,fatigue fracture,damage by internal pressure,strength check,calculating wall thickness