低溫甲醇洗吸收塔制造技術(shù)*
2017-11-13 06:57:02劉小峰康治政吳祖藩
化工機(jī)械 2017年4期
劉小峰 康治政 吳祖藩
(1.上海電氣核電設(shè)備有限公司;2.上海森松壓力容器有限公司)
低溫甲醇洗吸收塔制造技術(shù)*
劉小峰1康治政2吳祖藩2
(1.上海電氣核電設(shè)備有限公司;2.上海森松壓力容器有限公司)
介紹了大型低溫壓力容器設(shè)備的分段預(yù)制、檢驗(yàn)和現(xiàn)場(chǎng)合攏的方法,探討09MnNiDR材料在制作、焊接、探傷及檢驗(yàn)等各環(huán)節(jié)中的注意事項(xiàng),并闡述了如何借用塔器標(biāo)準(zhǔn)中地腳螺栓的計(jì)算模型,來(lái)計(jì)算加固工裝的方法。
吸收塔 09MnNiDR 焊接 探傷工裝
在煤化工行業(yè)中,低溫甲醇洗技術(shù)以優(yōu)異的酸性氣體選擇性、吸收性以及運(yùn)行穩(wěn)定性等特點(diǎn)得到廣泛應(yīng)用。吸收塔為低溫甲醇洗裝置重要設(shè)備之一,塔體主材選用09MnNiDR,設(shè)備要求在-60℃的低溫下工作。因此,對(duì)塔器材料、結(jié)構(gòu)設(shè)計(jì)、制造工藝和檢驗(yàn)驗(yàn)收都有嚴(yán)格的要求。標(biāo)準(zhǔn)主要探討低溫甲醇洗吸收塔在制造過(guò)程中的技術(shù)要點(diǎn)。
1 設(shè)備主要技術(shù)參數(shù)和材料驗(yàn)收
甲醇吸收塔為Ⅲ類壓力容器,受壓元件材料09MnNiDR,其技術(shù)參數(shù)為:
塔板類型 浮閥塔
工作介質(zhì) WGH/WMR
外形尺寸 2 800mm×83 210mm
塔體壁厚 75mm
保溫層厚 70mm
全容積 463.3m3
設(shè)備凈重 510t
設(shè)計(jì)溫度 80/-60℃
最高工作溫度 80℃
立式水壓試驗(yàn) 7.75MPa
設(shè)計(jì)壓力 6.2MPa
焊縫系數(shù) 1.0
熱處理要求 焊后熱處理
無(wú)損檢測(cè) 100%RT/TOFD/MT
該材料為-70℃級(jí)低溫壓力容器用鋼,具有低溫高韌性的特點(diǎn)。為確保材料滿足項(xiàng)目要求,筆者對(duì)材料進(jìn)行了復(fù)驗(yàn),材料的化學(xué)成分(表1)、力學(xué)性能及沖擊功(表2)等各項(xiàng)指標(biāo)均滿足標(biāo)準(zhǔn)與訂貨要求。

表1 化學(xué)成分 wt%

表2 力學(xué)和沖擊性能
2 吸收塔制造工藝
受運(yùn)輸、起吊等因素的制約,設(shè)備的組裝分兩個(gè)階段完成[1]。第一階段在車間完成,第二階段在現(xiàn)場(chǎng)完成。為減少現(xiàn)場(chǎng)工作量,通過(guò)組織相關(guān)專業(yè)人員探討,將設(shè)備分為兩大段制作,分兩段運(yùn)至現(xiàn)場(chǎng),并在現(xiàn)場(chǎng)立式組裝合攏。
2.1 原材料要求
該塔體壁厚較厚,最低設(shè)計(jì)溫度為-60℃,用于濕H2S工況,設(shè)計(jì)壓力為6.2MPa。為保證材料在低溫下的沖擊韌性,同時(shí)保證材料焊接后熱影響區(qū)的沖擊韌性,對(duì)材料的供貨狀態(tài)要求為正火加回火。同時(shí)對(duì)材料的化學(xué)成分、晶粒度及碳當(dāng)量等都做了進(jìn)一步的控制。材料需要逐張進(jìn)行UT檢測(cè),確保中間沒(méi)有分層。
2.2 筒體卷制
筒體采用冷卷,筒節(jié)卷制時(shí),由于筒節(jié)壁厚較厚,直徑偏小,故筒節(jié)卷制后的纖維伸長(zhǎng)量不能忽略,經(jīng)現(xiàn)場(chǎng)試驗(yàn),該筒節(jié)卷制后的伸長(zhǎng)量在8mm左右,故每節(jié)筒節(jié)在卷制前,展開(kāi)周長(zhǎng)方向先切掉8mm,以保證卷制后筒體的直徑在公差范圍之內(nèi)。另外,因筒體較厚,筒體的環(huán)縫坡口在平板狀態(tài)下加工好后再卷,有可能會(huì)出現(xiàn)“喇叭口”。但如果卷制后再加工環(huán)縫坡口,又會(huì)大幅增加加工費(fèi)用。為此,正式制作之前,先對(duì)其中一塊板進(jìn)行了對(duì)比卷制試驗(yàn),測(cè)量了其卷制后端部與筒體中間的直徑變化,經(jīng)試驗(yàn),該板的喇叭口傾向較小,環(huán)縫坡口完全可以在平板狀態(tài)下加工。
2.3 封頭成型
因厚度較厚,封頭采用熱沖壓,沖壓過(guò)程中要控制好壓制溫度,在900℃以上進(jìn)行壓制,封頭加熱過(guò)程中要隨爐帶封頭母材試板。封頭成型后需要做恢復(fù)性能熱處理。母材試板隨封頭一起進(jìn)行熱處理,熱處理后對(duì)母材試板進(jìn)行理化試驗(yàn)。保證材料在經(jīng)過(guò)熱成形與熱處理后的性能仍能滿足標(biāo)準(zhǔn)要求。
2.4 設(shè)備焊接與探傷
在產(chǎn)品焊接之前,需通過(guò)工藝評(píng)定和焊接試驗(yàn)確定合理的焊接參數(shù)。設(shè)備縱環(huán)縫采用SAW,焊材H09MnNiDR,φ4.0mm焊絲加SJ208DR 焊劑。接管或內(nèi)件與主體的焊縫采用SMAW,采用E5015-C1L(W707DR),φ3.2mm或φ4.0mm焊條。
焊接前,要將焊縫坡口及其周邊清理干凈,不得有氧化皮、油污及雜質(zhì)等。并對(duì)坡口表面進(jìn)行100%MT檢測(cè),確保坡口表面無(wú)裂紋及其他缺陷。焊前對(duì)焊接部位及其周邊150mm范圍內(nèi)預(yù)熱到100~115℃左右,焊前用測(cè)溫槍對(duì)待焊表面進(jìn)行測(cè)溫,預(yù)熱溫度達(dá)到要求時(shí),方可進(jìn)行焊接。焊材在使用前必須烘焙干,施焊過(guò)程中,焊條存放在專用的焊條保溫桶中。
焊接嚴(yán)格按照WPS要求執(zhí)行,焊接過(guò)程中嚴(yán)格控制焊接工藝參數(shù),包括焊接線能量、電流、電壓、焊速及焊縫厚度等。控制層間溫度在100~150℃之間。
A、B類焊縫焊后進(jìn)行100%RT+20%UT+100%MT檢測(cè),D類焊縫需進(jìn)行100%UT+100%MT檢測(cè),內(nèi)件與主體的焊縫進(jìn)行100%MT或100%PT檢測(cè)。
2.5 內(nèi)件組裝焊接
塔盤支撐圈等內(nèi)件劃線組裝時(shí),要使用同一劃線基準(zhǔn),減少劃線累積誤差;劃線的記號(hào)筆盡量細(xì),避免劃線產(chǎn)生誤差;劃線時(shí)每隔幾層塔盤支撐圈,考慮一定的焊接收縮量,保證焊接后,塔盤支撐圈與基準(zhǔn)線的距離在公差范圍內(nèi)。
原則上先裝焊接管,再焊接塔盤支撐圈,然后裝焊煙囪等其余內(nèi)件。為控制塔盤支撐圈焊接后的平整度,在支撐圈焊接過(guò)程中要采用對(duì)稱焊,減少焊接變形。焊后檢查支撐圈平整度,對(duì)超差部位進(jìn)行局部整形。
2.6 熱處理
因主體板材較厚(75mm),為確保焊縫質(zhì)量,要求進(jìn)行焊后熱處理,工藝為(200~250)℃×3h。設(shè)備總長(zhǎng)達(dá)83m,受熱處理爐限制,該設(shè)備分4段制作,每段進(jìn)行爐內(nèi)熱處理。各段組焊后的環(huán)縫進(jìn)行局部電加熱處理。
熱處理保溫溫度為575±15℃,盡量靠近上限但不超過(guò)590℃。保溫時(shí)間為210min。熱處理曲線如圖1所示。

圖1 熱處理工藝曲線
按熱處理工藝要求在工件和母材試板上裝熱電偶,控制熱處理過(guò)程中工件的溫度。為防止熱處理過(guò)程中設(shè)備變形,進(jìn)爐熱處理前,要在設(shè)備敞口處和大開(kāi)孔處加支撐工裝。
2.7 車間內(nèi)水壓試驗(yàn)
為減少在業(yè)主現(xiàn)場(chǎng)的工組量,該吸收塔在車間內(nèi)先進(jìn)行水壓試驗(yàn),試驗(yàn)合格后,將設(shè)備在合攏縫處切開(kāi),并對(duì)其余部位進(jìn)行了噴砂油漆等工作。
2.8 分段位置的選擇
現(xiàn)場(chǎng)分段位置的選擇,要綜合運(yùn)輸、制造及起吊等各方面因素。因設(shè)備壁厚較厚,現(xiàn)場(chǎng)焊接的環(huán)縫為雙面坡口,需要在設(shè)備內(nèi)部焊接,這就要求現(xiàn)場(chǎng)在設(shè)備的內(nèi)外都要搭臨時(shí)平臺(tái),便于環(huán)縫的現(xiàn)場(chǎng)焊接。現(xiàn)場(chǎng)合攏環(huán)縫的位置不宜設(shè)置在塔盤支撐圈附近,在滿足運(yùn)輸、現(xiàn)場(chǎng)起吊的前提下,可將現(xiàn)場(chǎng)合攏焊縫設(shè)置在填料區(qū)域,如果內(nèi)部有煙囪等內(nèi)件,則分段位置可設(shè)置在煙囪底部支撐附近,內(nèi)部平臺(tái)可借助煙囪底部來(lái)搭,省去在內(nèi)部搭臨時(shí)焊接平臺(tái)。
3 現(xiàn)場(chǎng)施工
最后一條環(huán)縫需要在現(xiàn)場(chǎng)立式焊接,焊后需對(duì)焊縫進(jìn)行探傷和熱處理,且設(shè)備需要在現(xiàn)場(chǎng)進(jìn)行水壓試驗(yàn)。現(xiàn)場(chǎng)組裝時(shí)采用定位銷進(jìn)行定位,并在4個(gè)方位標(biāo)記出醒目的安裝標(biāo)記線,方便現(xiàn)場(chǎng)的測(cè)量和找正。
3.1 現(xiàn)場(chǎng)熱處理固定工裝設(shè)計(jì)與計(jì)算
合攏環(huán)縫在現(xiàn)場(chǎng)焊接后需要進(jìn)行焊后熱處理,熱處理溫度為575℃。環(huán)縫在熱處理時(shí),需要同時(shí)承載上段自重和風(fēng)載,為防止熱處理過(guò)程中設(shè)備失穩(wěn),在焊縫兩側(cè)焊接了加固工裝,在筒體圓周上均布8塊工裝板。加固工裝安裝及尺寸示意圖如圖2、3所示。
3.2 穩(wěn)定性計(jì)算
假定塔體上段筒體的重量和風(fēng)載都由這8塊支撐板來(lái)承載,將8塊支撐板等效為8個(gè)地腳螺栓,參照NB/T 47041-2014中計(jì)算地腳螺栓的方法進(jìn)行穩(wěn)定性計(jì)算[2]。
上段筒體重量按250t來(lái)計(jì)算,得G=250×104N,筒體橫截面積A=1/4π(D2-d2) =677404mm2,則由于重力作用引起的軸向壓縮應(yīng)力σg=G/A=3.69MPa。
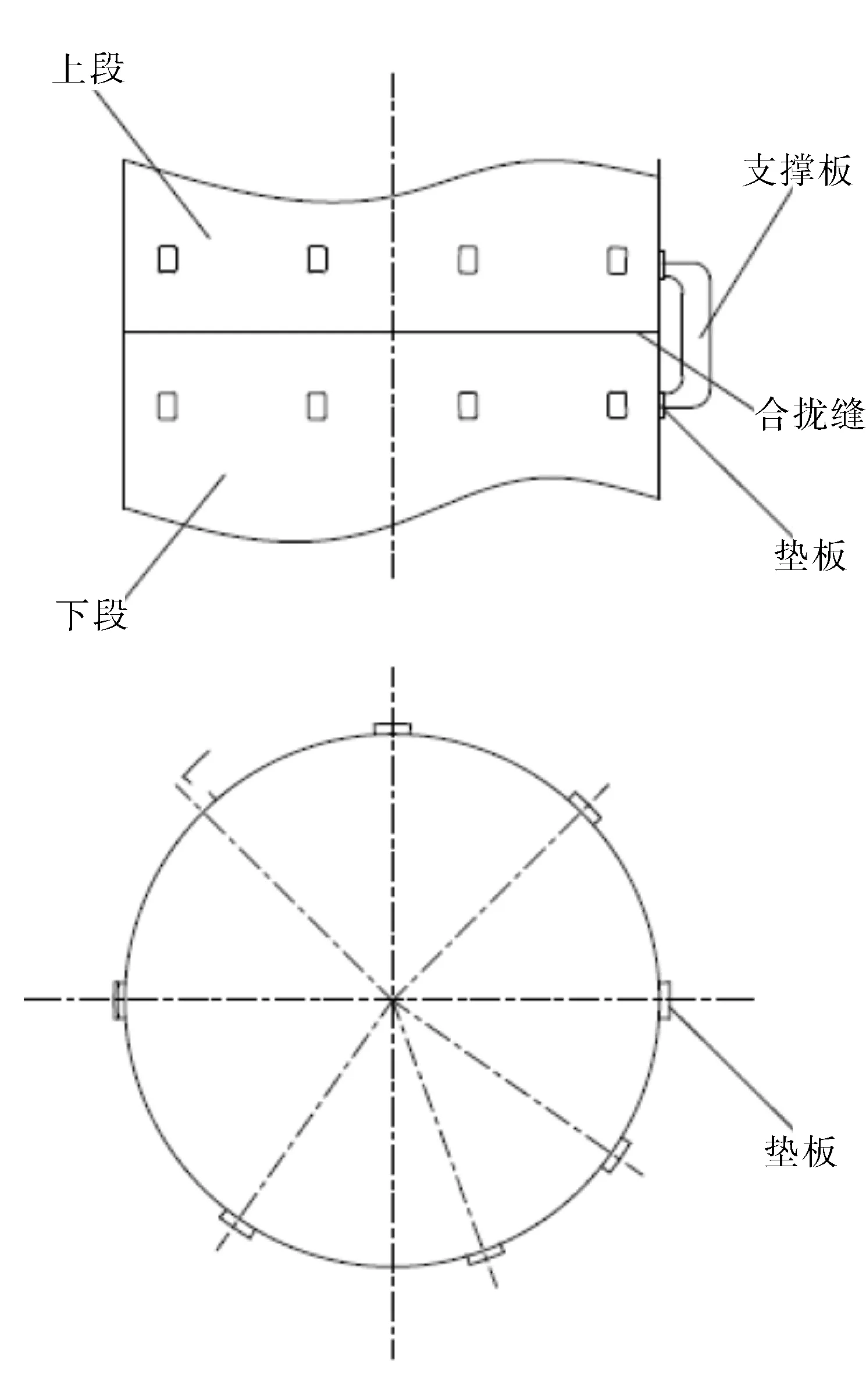
圖2 熱處理加固工裝示意圖
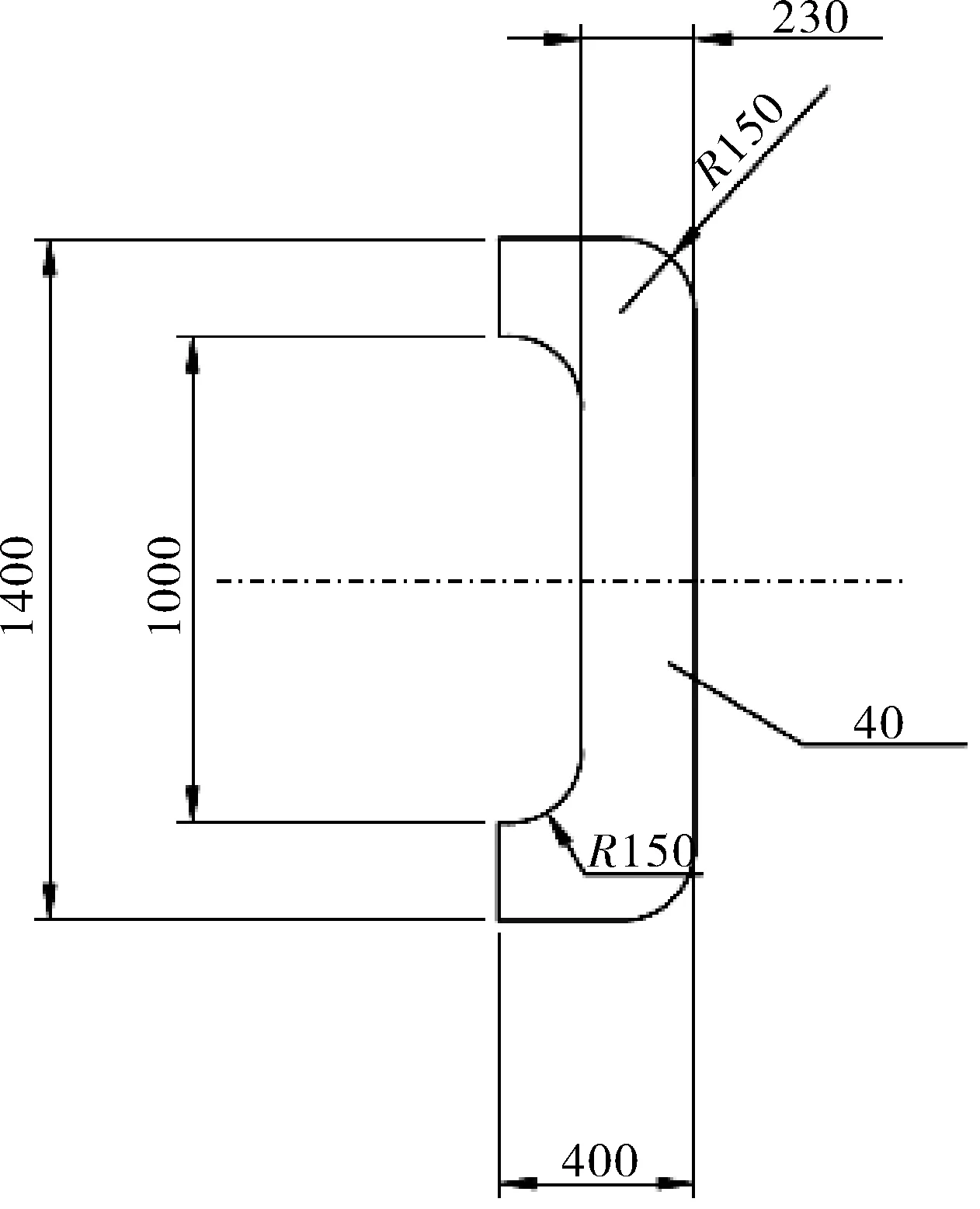
圖3 加固工裝尺寸
依據(jù)圖紙數(shù)據(jù)表確定基本風(fēng)壓為400Pa,設(shè)備迎風(fēng)面積按筒體外徑與筒體長(zhǎng)度的乘積計(jì)算值為2.95m2。將設(shè)備受風(fēng)載的情況簡(jiǎn)化為一端固定的懸臂梁受均布載荷q的模型考慮,q=400×2.95=1180N/m。在合攏焊縫處產(chǎn)生的彎矩MW=-q/2×L2=944kN·m(上段塔體的筒體長(zhǎng)度為36.76m,加上封頭后總長(zhǎng)約為37.50m,保守考慮,計(jì)算時(shí)L值取40.00m)。
在合攏焊縫處截面抗彎模數(shù)W=π/32(D4-d4)/D=0.475m3,風(fēng)載下該截面的最大應(yīng)力σw=M/W=1.98MPa。將兩個(gè)壓縮應(yīng)力疊加,則最大的壓縮應(yīng)力σmax=σw+σg=5.67MPa。
支撐板材料采用Q345R,支撐板的尺寸參照?qǐng)D3,常溫下Q345R的許用應(yīng)力 [σ]2=180MPa,彈性模量E為200GPa。

參照NB/T 47041-2014第7.13.2節(jié)計(jì)算出每塊支撐板所需的最小橫截面積A1=σmax×A/(n[σ]cr)=5.67×677404/(8×66.89)=7177.6mm2。實(shí)際每塊支撐板的橫截面積A2=230×40=9200mm2,可以看出A2>A1,即實(shí)際面積大于所需最小面積。
由于工裝支撐缺乏精確的計(jì)算模型,且計(jì)算時(shí)沒(méi)考慮設(shè)備的偏心載荷,設(shè)備本體材料在575℃下的許用應(yīng)力值也無(wú)法查到。故現(xiàn)場(chǎng)在設(shè)備熱處理期間,為保證施工安全,還需要用導(dǎo)鏈將設(shè)備與周圍框架固定,增加設(shè)備在熱處理過(guò)程中的穩(wěn)定性。
3.3 探傷
現(xiàn)場(chǎng)環(huán)縫采用100%TOFD+100%UT+100%MT檢測(cè),確保焊縫及其表面無(wú)裂紋、氣孔等缺陷。本次部分焊縫采用TOFD探傷,TOFD不產(chǎn)生輻照且靈敏,對(duì)焊縫質(zhì)量、焊縫表面及其周邊提出了較高的要求。
3.4 現(xiàn)場(chǎng)水壓試驗(yàn)
現(xiàn)場(chǎng)制作完成后,需在現(xiàn)場(chǎng)進(jìn)行立式水壓試驗(yàn)。水壓試驗(yàn)前,首先要確認(rèn)地基是否能夠承受設(shè)備滿水時(shí)的載荷;另外,要考慮設(shè)備現(xiàn)場(chǎng)水源地問(wèn)題。試驗(yàn)時(shí)觀察設(shè)備在充水過(guò)程中地基的沉降數(shù)據(jù),以確保試驗(yàn)過(guò)程的安全。
4 結(jié)束語(yǔ)
該吸收塔的制造難度大,制作周期長(zhǎng),不僅需要在工廠制作,還需要在現(xiàn)場(chǎng)施工。為確保最終塔體質(zhì)量,每個(gè)環(huán)節(jié)都需要按照本文所述方法嚴(yán)格控制,做好充分的技術(shù)準(zhǔn)備。
[1] 王生麟.低溫塔設(shè)備的設(shè)計(jì)與制造分析[J].山東工業(yè)技術(shù),2014,(22):3~4.
[2] NB/T 47041-2014,塔式容器[S].北京:中國(guó)標(biāo)準(zhǔn)出版社,2014.
劉小峰(1981-),工程師,從事壓力容器設(shè)計(jì)及制造工作,liuxf3@shanghai-electric.com。
TQ053.5
B
0254-6094(2017)04-0452-04
2016-10-26,
2016-12-12)
猜你喜歡
中國(guó)特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(shù)(2021年2期)2021-04-20 12:37:26
農(nóng)村實(shí)用技術(shù)(2021年1期)2021-02-27 08:26:18
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
電子制作(2018年11期)2018-08-04 03:26:08
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24