自動鉆床的設計
2017-11-17 07:15:18吳加林李曉丹達麗哈
裝備制造技術 2017年9期
吳加林,李曉丹,達麗哈
(遼寧工業大學 機械工程與自動化學院,遼寧 錦州121001)
自動鉆床的設計
吳加林,李曉丹,達麗哈
(遼寧工業大學 機械工程與自動化學院,遼寧 錦州121001)
提出了一種臺式鉆床的改造和設計方法,即將液壓缸作為進給系統的執行元件,通過PLC對主軸電機、液壓系統電磁閥、液壓泵電機以及行程開關的控制來實現臺式鉆床的自動化改進。改進后的自動鉆床可以實現對大批量工件的連續生產,同時改善了被加工零件的質量,不僅生產效率得以提高,解放了工人的勞動力,而且所加工產品零件更受市場歡迎。
自動鉆孔;液壓進給系統;PLC控制:自動裝夾
在如今的生產生活中,機械制造的主要加工設備為金屬切削機床,而在機械制造行業中,產品質量和生產效率又直接受機床的技術性能的影響,所以不斷提高改進機床的各種技術性能可以提高國家的工業生產能力和科學技術水平。鉆床是孔加工機床的一種,可完成鉆孔、擴孔、絞孔、攻絲等工作,目前在我國的機械制造工業中,加工孔類的工作大部分仍由傳統鉆床來實現,而面對大批量生產傳統鉆床便有很多不足之處需要改善,例如:自動化程度較低,導致大批量的生產困難;工人工作效率低,且工作環境惡差;需要較多人力,而且工件在裝夾費時費力,操作不流暢,易出錯;加工出的零件精度不高,被加工產品質量難以保證。
針對以上傳統鉆床在生產中表現出的問題及不足之處,對傳統鉆床進行結構改進是十分必要的。通過對傳統鉆床執行系統的改進和控制系統的設計,實現了自動化生產,提高了生產效率和被加工產品的質量,從而降低勞動強度及工作量。
1 執行系統的方案分析
本文提出了對鉆床液壓進給系統中進給缸的設計思路,即通過使用液壓缸作為執行元件來替換手動進給。根據設計思路,首要分析的是鉆頭切削運動和進給液壓缸執行的進給運動的運動規律。加工工件時,鉆頭部分的運動屬于旋轉切削運動和被直線進給運動,則進給液壓缸在執行進給運動時所完成的主軸進給運動為直線運動。
轉盤部分的運動:轉盤的順時針旋轉,工件從傳送帶送入轉盤的工件孔,通過轉盤的旋轉轉到了2位置,在通過1液壓缸的夾緊來固定工件在鉆孔的過程中不旋轉,加工完成后工件的卸料隨著轉盤的轉動進行完成。
自動鉆床運動規律及轉盤運動規律簡圖如圖1所示。
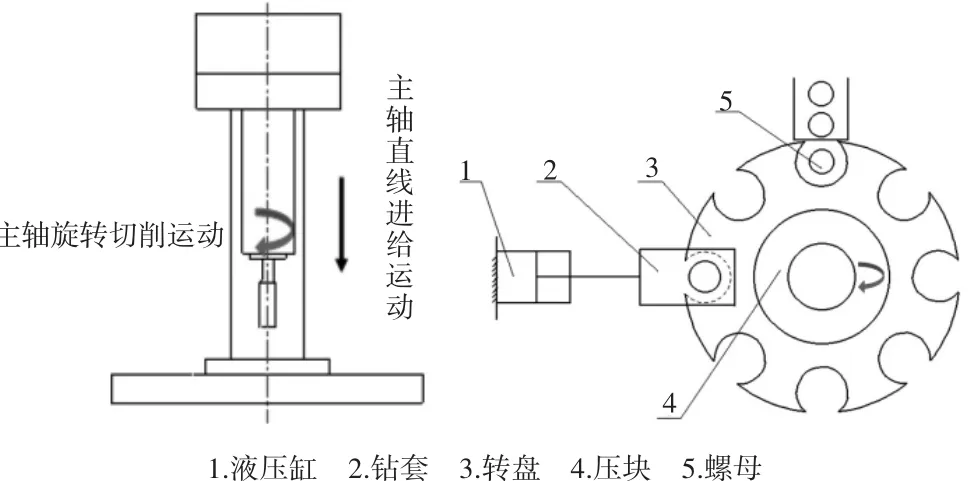
圖1 自動鉆床運動規律及轉盤運動規律簡圖
2 控制系統的設計
自動鉆床進給系統的控制是通過PLC對主軸電機、液壓系統電磁閥、液壓泵電機以及行程開關的控制來實現的[1]。其中關于自動鉆床液壓系統回路的連接應根據鉆床所要完成的具體動作來進行設計。其中液壓缸可選活塞桿為中空桿的雙桿活塞缸,以方便主軸穿過,主軸快速進給和工進時液壓缸進油順序為上進下出,而快退時液壓缸進油順序為下進上出,根據動作可以看出只需一次換向,另外,在工進完成后,主軸需要暫停動作,因此,應選擇具有中位基能的三位四通電磁換向閥。還有不同動作主軸移動速度也不一樣,所以系統應安裝調速裝置。根據系統參數可知,液壓系統運動速度不是太大,負載也不大,因此,調速系統選擇進口節流調整,該調速系統具有較好的低速穩定性和速度負載特性。
對主軸電機和液壓泵電機的控制:首先將控制程序寫入,然后定時器開始定時3 s,3 s后PLC系統達到穩定,在此期間也可方便操作人員對系統進行檢測,定時結束后,控制電機的交流繼電器閉合,主軸電機和液壓泵電機開始工作。
主軸的快速進給控制:安裝工件檢測器,如光電傳感器,當工件到達指定位置后,工件檢測器反饋電信號,PLC傳出指令開始工件的夾緊動作,可通過安裝壓力傳感器檢測工件是否被裝夾牢固,接著反饋電信號,使液壓系統開始工作,通過電磁換向閥,來控制系統接入快進油路,主軸完成快速進給動作[2]。
主軸的工進控制:可通過安裝行程開關來控制進給動作的起停,當主軸快速進給動作完成后,主軸到達指定位置,則行程開關閉合,反饋電信號,液壓系統的電磁換向閥接收信號,使工進油路導通,主軸開始工進動作。
主軸停留動作的控制:工件被鉆頭加工完成后,主軸工進動作結束,控制工進動作的行程開關閉合,計時器計時3 s,液壓系統電磁換向閥接收電信號,主軸停留3 s以進行修磨被加工孔。
主軸快退動作的控制:計時器T3計時3 s結束后,液壓系統電磁換向閥接收電信號,液壓控制系統接入快退油路,主軸開始快退動作。
主軸快退停止動作的控制:控制主軸快退的行程開關閉合,則發出電信號,液壓系統電磁換向閥接收電信號,主軸停止快退動作[3]。
3 結束語
本文所提出的自動鉆床可以實現對大批量零件的自動化生產[4-5],在提高生產效率,解放工人勞動力的同時,還改善了被加工零件的產品質量。另外,本自動化鉆床整體結構簡單,工作時平穩可靠,有推廣和研究價值。
[1]成大先.機械設計手冊·液壓傳動[M].北京:化學工業出版社,2004.
[2]秦曾煌.電工學[M].北京:高等教育出版式社,1999.
[3]許福玲,陳堯明.液壓與氣壓傳動[M].北京:機械工業出版社,2004.
[4]戴 曙.金屬切削機床[M].北京:機械工業出版社,1993.
[5]席偉光.機械設計課程設計[M].北京:高等教育出版社,2003.
Automatic Drilling Machine Design
WU Jia-lin,LI Xiao-dan,DA Li-ha
(College of Mechanical Engineer and Automation,Liaoning University of Technology,Jinzhou Liaoning 121000,China)
This paper proposes a transformation and design method of bench drilling machine,the hydraulic cylinder as actuators of feed system,through the PLC of the spindle motor,solenoid valve,hydraulic system of hydraulic pump motor and travel switch control to realize the automation of bench drilling machine improvement.Improved automatic drilling machine can realize continuous production of large quantities of workpiece,at the same time improve the quality of the processed parts,not only the production efficiency is improved,the liberation of the labor of workers,and the processed products parts are more popular with the market.
automatic drilling;hydraulic feed system;PLC control:automatic clamp.
TG527
A
1672-545X(2017)09-0158-02
2017-06-19
吳加林(1994-),男,江蘇淮安人,本科在讀,研究方向:機械電子工程;李曉丹(1982-),女,遼寧盤錦人,副教授,碩士,研究方向:自動控制。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
動漫界·幼教365(大班)(2021年4期)2021-05-23 21:33:16
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
小學生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
家庭影院技術(2017年9期)2017-09-26 03:41:45
少年博覽·小學低年級(2017年4期)2017-06-09 16:22:28
作文周刊·小學一年級版(2016年28期)2017-06-03 00:28:49