基于自由鍛的大型連桿體胎模鍛工藝設計
2017-11-17 02:48:41李偉陽康海鵬朱保亮李大喬寶雞石油機械有限責任公司熱工分公司
鍛造與沖壓 2017年21期
文/李偉陽,康海鵬,朱保亮,李大喬·寶雞石油機械有限責任公司熱工分公司
基于自由鍛的大型連桿體胎模鍛工藝設計
文/李偉陽,康海鵬,朱保亮,李大喬·寶雞石油機械有限責任公司熱工分公司
本文針對特殊的大型連桿體,在不適合模鍛的情況下,設計出一種自由鍛結合胎模鍛的鍛造工藝,利用胎模鍛出連桿體的桿部和球形頭部,再自由鍛鍛出連桿體頭部,使整個連桿體外形接近零件,避免鍛件流線機加工時被切斷,設備和模具投入小、鍛件重量輕、機加工余量少,鍛件力學性能更優越。
背景介紹
連桿體在傳遞力的過程中,承受著很高的周期性沖擊力、慣性力和彎曲力,這就要求連桿體具有高的強度、韌性和疲勞性能。由于模鍛成形接近最終產品幾何形狀和尺寸精度,同時可以改善其組織,獲得更高的力學性能,所以在連桿體生產中占據主導地位。模鍛連桿體具有大批量、小規格的特點,對于某些大尺寸連桿體需要投入大型的模鍛設備和模具才能完成。
本文針對小批量、結構簡單、尺寸大的連桿體,設計出一種在自由鍛基礎上結合胎模鍛的鍛造工藝,可以鍛造出接近零件外形的連桿體毛坯,減少鍛件重量和機加工余量,滿足設備模具的較小投入,具有顯著的經濟效益。
零件結構和工藝性分析
圖1為連桿體零件示意圖,總長1298mm,厚度150mm,重量270kg,材料42CrMo。分析其結構:可以分為大方形頭部,圓形桿部和拍扁的球形小頭部。與傳統連桿體相比,桿部沒有工字凹槽,有利于胎模成形,大頭部重量大,結構簡單,適用于自由鍛成形,小頭外圓部為球形,可以通過球形模摔球后拍扁成形。
鍛造工藝設計
鍛造過程如下:
下料→加熱→粗拔長桿部臺階→加熱→分料模分料→桿部摔模拔長桿部→拍扁鍛方大頭部→加熱→模鍛球形小頭→拍扁球形小頭→精整→正火。
根據鍛件重量和尺寸,確定在3t電液錘上鍛造,整個鍛造過程分3火次完成,分料時由于桿部直徑相對較小(φ145mm),重量小,為了能更準確地分料,用分料模來限制金屬流動,然后桿部在桿部摔模內成形,保證了桿部的尺寸和表面質量。
大頭部重量大,約占整個鍛件的2/3左右,外形簡單,寬度大于厚度的2倍以上,根據圓形截面變扁方截面公式:φ=(2B+H)/3(其中φ為拍扁前圓鋼的直徑,B為拍扁后方坯的寬度,H為拍扁后方坯的厚度),采用自由鍛拍扁鍛方,頭部留自然圓弧成形。
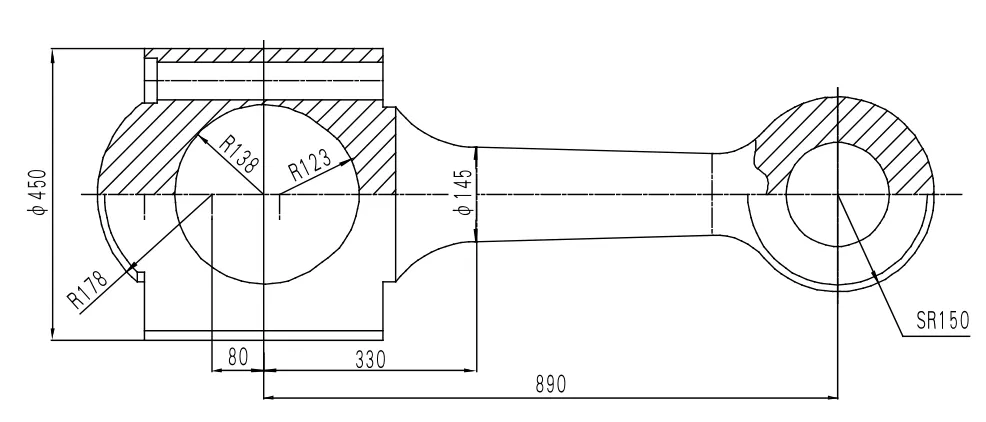
圖1 連桿體零件示意圖
小頭部由球形拍扁而成,根據球體拍扁經驗公式:Sφ=b+2(D-b)/3(其中Sφ為拍扁前球體直徑,b為球體拍扁后的厚度,D為球體拍扁后的最大直徑),求得球體拍扁前的球徑,再根據體積不變原理得到摔球前圓柱形坯料的直徑和長度。
大小頭部的孔壁相對來說較薄,沖孔時容易沖偏或使鍛件變形走樣,故孔不沖出。
胎模設計
圖2、圖3、圖4分別為分料模,桿部摔模和球形摔模。
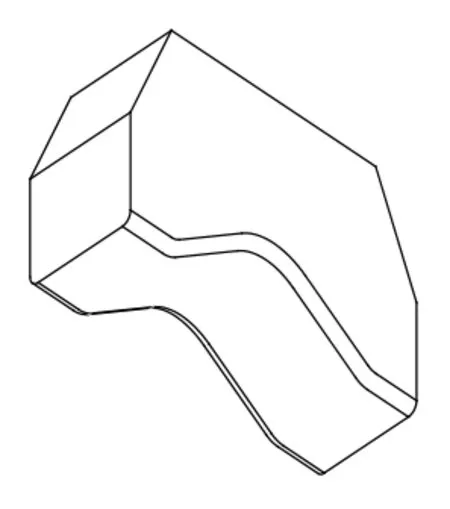
圖2 分料模
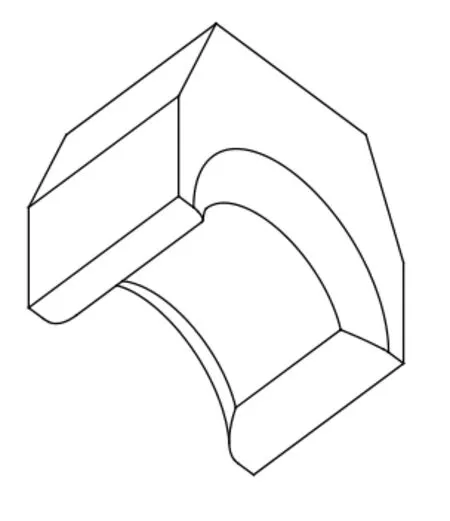
圖3 桿部摔模
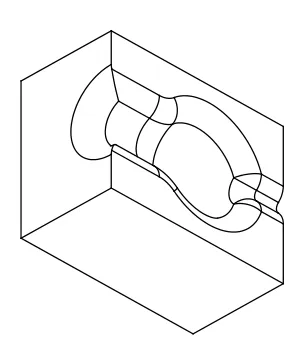
圖4 球形摔模
整個鍛造過程要使用以上三件模具各一對,用分料模分料后在錘上胎模鍛完成桿部和小頭部,自由鍛大頭部。
分料模由兩個互成120°的斜面構成,上下分料模合模后的內孔高度即為粗拔長桿部臺階的直徑,根據體積不變原理確定分料模寬度。
桿部摔模內腔為橢圓形,在摔桿的過程中,要不斷的轉動鍛件,以便桿部變形均勻,橢圓形內腔易于鍛件轉動,利于金屬變形流動,不夾料,不會產生折疊,摔模兩端有R50mm的大圓弧倒角,以便桿部和兩頭自然過渡。
球形摔模在球頭頂部開有溢流孔,其作用在于摔球過程中便于金屬向摔模后部流動,減小變形阻力,防止坯料咬死,使金屬更好的充滿球形模型腔。
發現的問題和工藝改進方向
根據現場生產反饋,在圓形坯料拍扁鍛方時,坯料的變形方向主要集中在圓形坯料的中間部分,變形的不均勻會使拍扁后的坯料中間寬度大于兩頭,有時甚至使兩頭達不到工藝尺寸要求,所以按圓截面變扁方截面公式時,應在計算得出的直徑數據上加放20~30mm左右為宜,也要注意在拍扁鍛方過程中盡量使中間和兩頭變形均勻。
現場生產中發現,頭部在摔球模內摔球時,球體后部金屬流動阻力非常大,有時金屬難以從溢流孔中擠出,甚至形成嚴重的折疊、夾層。所以在摔球模內摔球前,用氧氣乙炔將柱形坯料的一頭環切去一部分,使坯料頭部形成錐形,這樣有利于金屬在模具內流動,并從溢流孔流出,更好的充滿型腔。
結論
本文詳細介紹了自由鍛的大型連桿體胎模鍛工藝設計,得出以下幾個結論:
⑴這種基于自由鍛基礎上的胎模鍛大型連桿體工藝,可以鍛造出符合設計圖紙要求的連桿體鍛件,如圖5、圖6所示。

圖5 實體鍛件

圖6 實體零件
⑵連桿體鍛件內部流線符合鍛件外形,力學性能優越,機加工余量較自由鍛小,鍛件重量輕。
⑶該工藝設備和模具投入小,模具簡單,易操作和維護,經濟效益好。
