蒸汽水霧中電火花線切割精加工實驗
2017-11-22 08:21:06王彤王俊棋葛軍邱峰
哈爾濱工程大學學報 2017年10期
王彤,王俊棋,葛軍,邱峰
(哈爾濱理工大學 機械動力工程學院, 黑龍江 哈爾濱 150080)
蒸汽水霧中電火花線切割精加工實驗
王彤,王俊棋,葛軍,邱峰
(哈爾濱理工大學 機械動力工程學院, 黑龍江 哈爾濱 150080)
為探討蒸汽水霧中第二次切割的加工參數對表面粗糙度和切割速度的影響規律,并找到滿足多項指標要求下加工參數的優化方案,在往復走絲線切割加工中,采用了一種多介質的多次切割新工藝,第一次切割在乳化液中,第二次切割在蒸汽水霧中。通過單因素實驗分析了加工參數對工藝指標的影響規律,通過正交實驗,利用灰色關聯分析法,將多目標參數優化轉為單一目標灰關聯度的優化。分析得知脈沖寬度和工作臺進給速度對綜合工藝指標影響顯著,經實驗驗證脈沖寬度16 μs,工作臺進給速度2檔,峰值電流4 A,偏移量30 μm,蒸汽水霧量30 ml/min的加工方案更優。
電火花線切割; 精加工; 蒸汽水霧; 單因素實驗; 正交實驗; 多目標優化; 灰色關聯分析法
傳統的電火花型腔加工及電火花線切割加工都是在液體介質中進行的。日本東京農工大學國枝研究室采用薄壁管狀電極,加工時電極旋轉,并使高速氣體從管電極中噴出,實現了氣中電火花型腔加工,具有工具電極損耗小、加工作用力較小、放電間隙較窄、表面變質層較薄等特點[1]。另外,國枝研究室還開展了氣體介質中的單向走絲(低速走絲)線切割實驗,研究表明與傳統的水基介質中電火花線切割加工相比,氣中線切割具有加工表面粗糙度好、直線度精度高、放電間隙窄、加工表面無電解腐蝕、加工過程清潔環保等特點[2-3]。ZHANG等也進行了大量氣中和霧中的電火花型腔加工研究[4-11]。研究者在單向走絲線切割機床上進行了薄板的氣中和水霧中粗加工實驗研究,實驗結果,表明水霧量為5.3 ml/min時,水霧中線切割的加工速度最高值為2.53 mm3/min,氣中的加工速度最高值為0.98 mm3/min,且水霧中的加工速度始終高于氣中加工[9]。顧延賓在往復走絲(高速走絲)電火花線切割機床上進行了氣體介質中的線切割粗加工實驗[12]。劉志東等以氧氣與自來水通過霧化后產生的氣霧作為放電介質,通過與純氧中的放電燒蝕加工及內沖液電火花加工的對比試驗,結果表明氣霧混合介質下的燒蝕加工,材料去除率較純氧氣中燒蝕加工提高近20%,較內沖液電火花加工提高約4.6倍,電極質量相對損耗較內沖液電火花加工降低近65%,且成型精度較高,楞角倒圓半徑較內沖液電火花加工減小約35%[13]。BOOPATHI使用往復走絲線切割機床,在氣霧介質(壓縮空氣和少量去離子水的混合介質)中,對加工參數進行了多目標優化研究[14]。AZHIRI等使用往復走絲線切割機床,在壓縮空氣中對切割速度和表面粗糙度進行了建模分析[15]。王彤等在單向走絲和往復走絲線切割機床上都進行了氣體介質中實驗研究,實驗結果表明,往復走絲氣中線切割加工除了具有氣中單向走絲的精加工的優勢外,其加工速度最高為7.3 mm3/min,而乳化液中的加工速度最高為3.1 mm3/min,與液中相比,氣中的加工速度始終高于液中[16]。在單向走絲線切割機上嘗試采用了多介質的多次切割工藝,實驗結果都表明,采用了氣中精加工的新工藝最終獲得的加工表面的粗糙度、直線度及表面層狀況優于各次切割都采用水基介質的多次切割結果[17]。另外,吳海會等在往復走絲線切割機床上還進行了大量單因素及多因素實驗研究,獲得了精加工時不同介質對表面粗糙度、切割速度和放電點位置分布均勻性的影響規律[18-19]。由于水流量較少的水霧介質基本保持了氣體介質精加工的特點,并適當加強了排屑和散熱能力,所以也適用于線切割精加工。計劃在往復走絲線切割中的第一次切割采用乳化液、第二次切割采用蒸汽水霧。為了優化蒸汽水霧中第二次切割的加工參數,本文進行單因素實驗和正交實驗,并以信噪比分析為基礎,利用灰色關聯分析法,將多目標參數優化問題轉變成為優化單一目標灰關聯度的問題。
1 單因素實驗
實驗采用蘇州三光生產的DK7740B往復走絲電火花線切割機床,工件是六面體模具鋼Cr12MoV,電極絲采用直徑是0.18 mm的鉬絲。采用多次切割實驗設計,即第一次切割在乳化液中進行,采用DX-1型線切割機床工作液;第二次切割在蒸汽水霧中進行,蒸汽水霧是由蒸汽霧化產生的水霧,其霧滴粒徑大于20 μm,水霧中加工時關閉機床上下噴嘴開關,打開水霧裝置,噴管正對著工件待加工表面,距離待加工工件表面5 mm左右時噴霧,在機床加工工件之前將水霧發生裝置打開,待水霧量達到預定要求時開始加工,水霧中線切割加工示意圖如圖1所示。

圖1 水霧加工的示意圖Fig.1 Schematic of water mist processing
選取的第一次切割參數脈沖寬度ti為24 μs,峰值電流Ip為36 A,脈沖間隔比t0為6,工作臺進給速度Vf為6檔,走絲速度是5 m/s,第二次切割時選取的走絲速度Vw也是5 m/s,具體加工參數如表1,具體的實驗結果如圖2所示。

表1 單因素實驗參數
由圖2可知:1)隨著脈沖寬度或峰值電流的增大,單個脈沖放電能量增大,產生的電蝕坑大而深,致使表面粗糙度值增大;由于單個脈沖所帶的能量變大,蝕除量增大,電極絲與工件間的間隙增大,短路發生率降低,切割速度提高。2)隨著偏移量的增大,部分由于第一次粗切時造成的表面不平度會被消除,表面粗糙度值降低;放電間隙變小,短路發生率增加,切割速度降低。3)隨著脈沖間隔比的增加,表面粗糙度略微變差,變化不明顯,單位時間內放電加工的次數減小,切割速度隨之降低。4)隨著水霧量的增加,放電通道內產生的爆炸力增大,表面粗糙度值增大,電極絲振動略微提高,切割速度降低。5)隨著工作臺進給速度的提高,加工不穩定,表面粗糙度變差,切割速度顯著提高。
2 線切割精加工多目標優化
為找到滿足多項指標要求下的水霧介質中加工參數優化方案,本文以信噪比分析為基礎,利用灰色關聯分析法,將多目標參數優化問題轉變成為優化單一目標灰關聯度的問題。
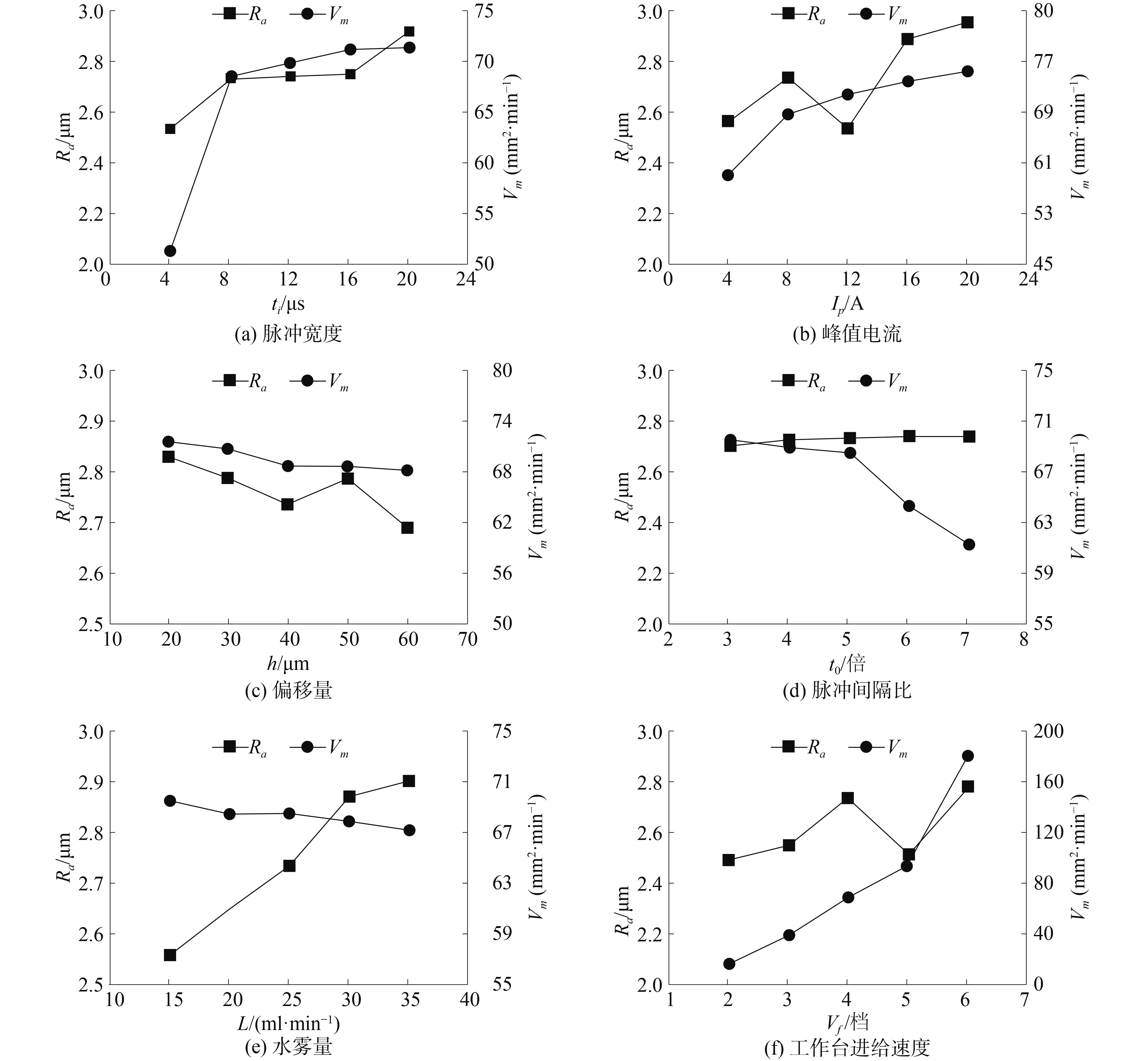
圖2 加工參數對工藝指標的影響Fig.2 Effect of processing parameters on the process indicators
2.1基于信噪比的實驗設計
信噪比(signal-noise ratio,SNR)作為評判工藝參數選取好壞的一種測量方法,可以評價產品的穩定可靠性,優化工藝指標時,根據它的特性來選擇SNR計算公式,若系統響應最大或工藝指標越大越能滿足工藝要求時優化,可以采用望大特性SNR公式,反之采用望小特性。
1) 望小特性的信噪比計算公式為
(1)
2) 望大特性的信噪比計算公式為
(2)
式中:N為樣本數據個數,yi為樣本數據。
選擇L25(56)正交表來設計實驗,具體的實驗因素及水平如表2所示。
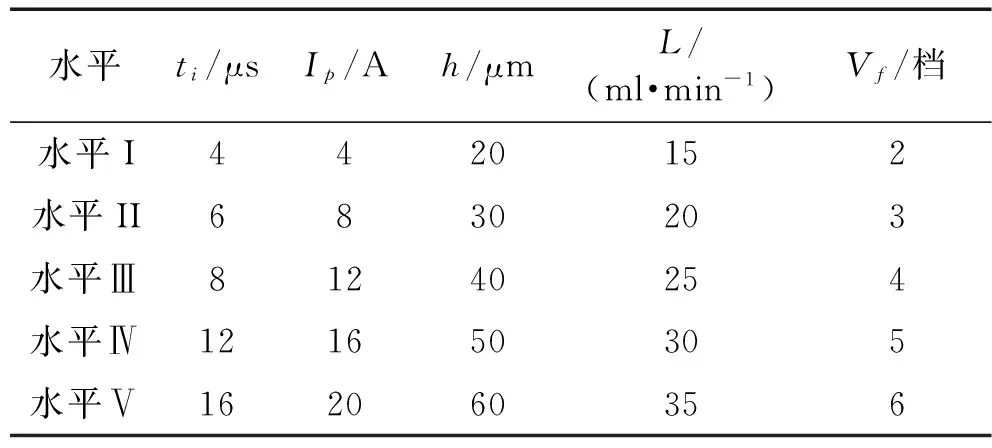
表2 實驗因素與水平
通過信噪比分析方法,將電火花線切割中的各個加工參數以影響因子的形式表現出來,并根據它們的影響規律,就可以進行精準的工藝分析和加工參數優化。本實驗以表面粗糙度Ra(μm)和加工時間T(min)作為工藝指標,線切割加工中對表面粗糙度和加工時間的要求都是越小越好,具有望小特性,按式(1)計算表面粗糙度和加工時間相應的信噪比,其結果見表3。

表3 實驗結果
2.2灰色系統理論多目標加工參數的優化
利用信噪比分析只能得到某一項工藝指標的優化方案,并不能兼顧線切割所有的工藝指標,本文采用灰關聯分析法,即通過灰關聯度來衡量多項指標的完成情況完成多個工藝指標之間的共同優化。
本文的工藝指標包括表面粗糙度和加工時間,兩者都是越小越好,由于表面粗糙度和加工時間量綱不同,難于比較或在比較時難以得到正確的結論,故可用式(3)對表面粗糙度和加工時間進行無量綱化處理:

(3)
式中:yij為第i個工藝指標中的第j次實驗的實驗數據結果,xij為第i個工藝指標中的第j次實驗數據結果的無量綱化處理。
表3中表面粗糙度和加工時間組成的信噪比序列數據進行無量綱化處理如表4所示,灰關聯系數反映無量綱化后的數據結果與理想狀態下的數據關系,因為關聯系數是比較數列與參考數列在各個時刻的關聯程度值,所以它的數不止一個,而信息過于分散不便于進行整體性比較。因此有必要將各個時刻的關聯系數集中為一個值,即求其平均值(灰關聯度)作為比較數列與參考數列間關聯程度的數量表示,加工時間信噪比和表面粗糙度信噪比的灰相關系數及灰關聯度結果見表5所示。
2.3綜合工藝指標下的工藝參數的優化分析
工藝指標的實驗結果越逼近理想值,加工效果越完美,同時關聯度越高。對比表5中的灰關聯度數據,可以知道這25組實驗數據中第22組實驗具有更好的加工效果,說明此次實驗結果最逼近理想值。但它并不能代表水霧介質中電火花線切割的最優實驗參數組合,只能說明某一次實驗是最好的一組實驗參數。只有得到每個可控工藝參數中各個水平所對應的灰關聯度數據,才能獲得水霧介質中線切割加工的因素和水平組成的最優實驗參數組合。本文分別利用極差和方差方法來分析實驗數據,以便對比它們之間的分析結果。

表4 實驗結果無量綱化
1) 極差分析:
各因素與灰關聯度的關系如圖3,其中,脈沖寬度ti和工作臺進給速度Vf對灰關聯度影響較大。
極差分析如表6所示,由極差值大小可得實驗中5個因素對綜合工藝指標的影響大小排序,按照從大到小的順序排列為:脈沖寬度ti、工作臺進給速度Vf、峰值電流Ip、水霧量L、偏移量h。
2) 方差分析:
方差分析見表7所示,表中“*”代表該因素影響顯著, “**”代表該因素對綜合指標的信噪比灰關聯度影響非常顯著,沒有“*”代表該因素影響不顯著.可知偏移量h和水霧量L對綜合指標的信噪比灰關聯度影響不顯著,脈沖寬度ti和工作臺進給速度Vf對綜合指標影響非常顯著,峰值電流Ip對綜合指標的影響顯著。
3) 最優方案確定:
通過極差分析和方差分析得到的5個因素對綜合工藝指標的影響結果趨于一致,按照優化出的實驗方案:脈沖寬度ti為16 μs,工作臺進給速度Vf為2檔,峰值電流Ip為4 A,偏移量h為30 μm,水霧量L為30 ml/min進行驗證實驗,得到表面租糙度Ra是2.108 μm,加工時間T是7.56 min,與表4的實驗結果相比,方案更優。
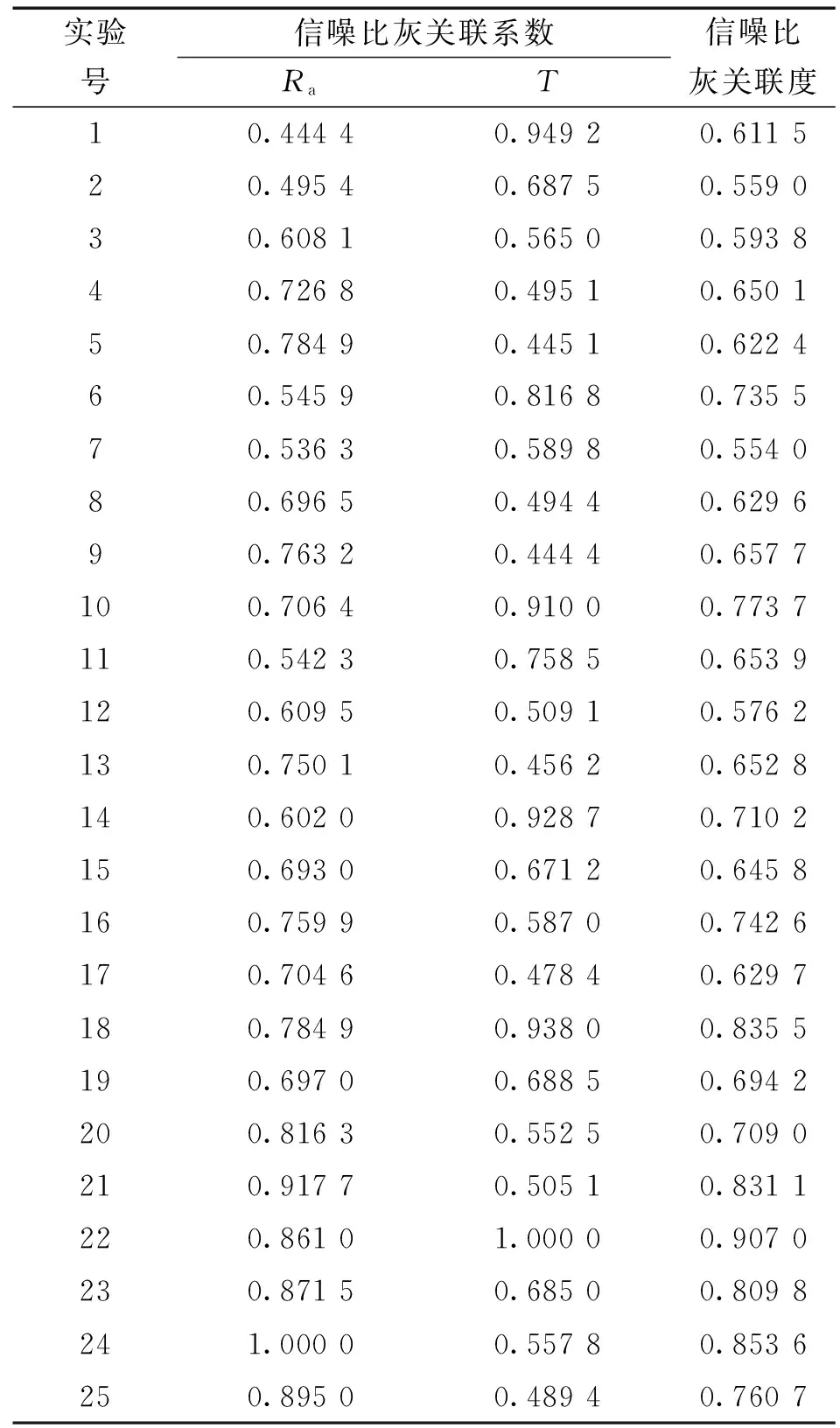
表5 灰相關系數及灰關聯度
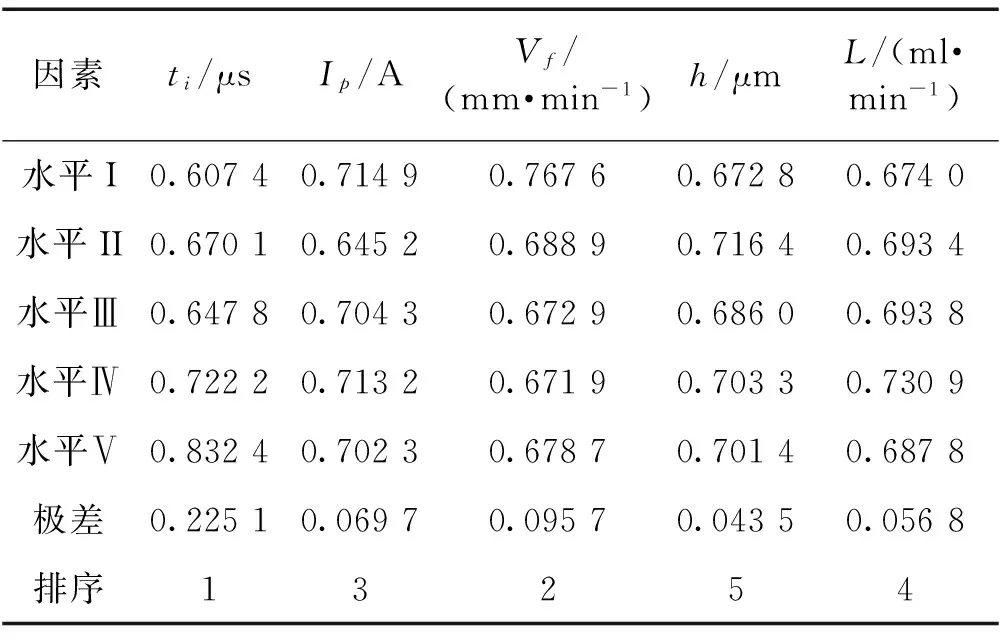
表6 極差分析表
2.4表面微觀形貌分析
在線切割加工工件的過程中,工件的表面形貌將發生一定的變化,這種微觀表面形貌也直觀的體現了工件的加工質量,利用前述優化參數對工件進行二次切割,加工后的工件表面形貌如圖4所示。

圖3 各因素與灰關聯度關系Fig.3 Relationship between each factor and gray relation grade
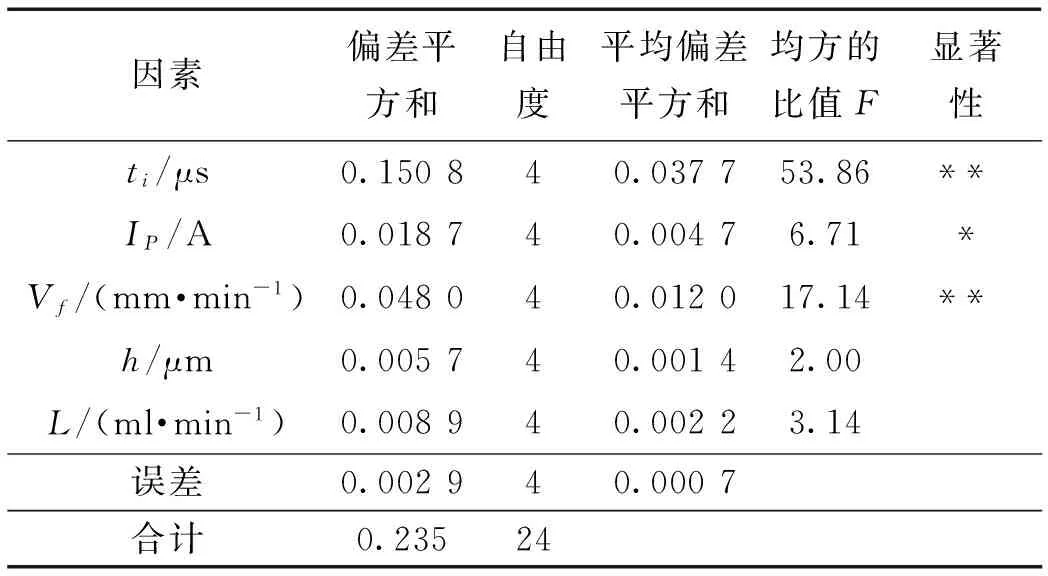
因素偏差平方和自由度平均偏差平方和均方的比值F顯著性ti/μs0.150840.037753.86**IP/A0.018740.00476.71*Vf/(mm·min-1)0.048040.012017.14**h/μm0.005740.00142.00L/(ml·min-1)0.008940.00223.14誤差0.002940.0007合計0.23524
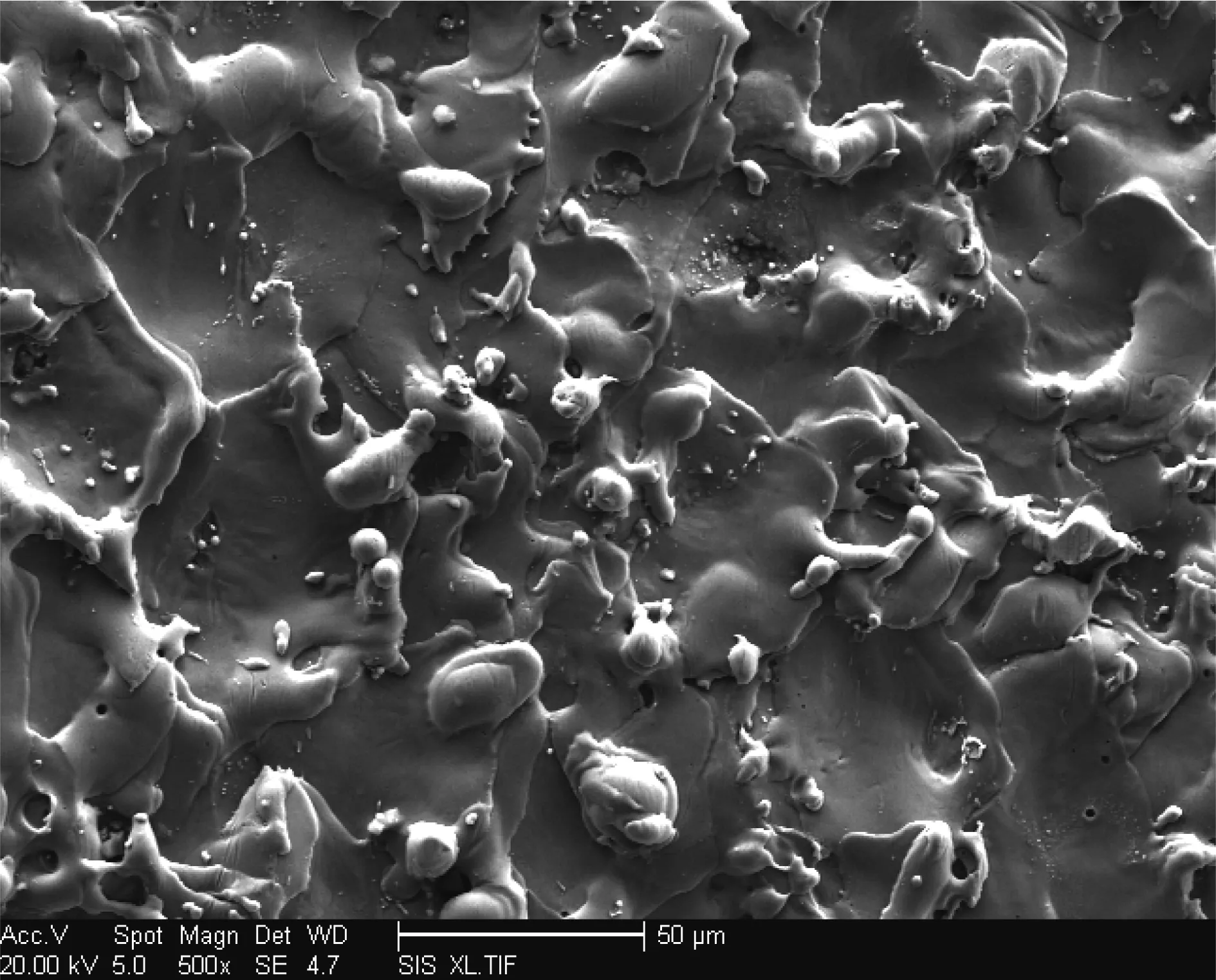
圖4 蒸汽水霧介質中工件表面形貌Fig.4 Surface morphology of workpiece in steam mist
由圖4可知,蒸汽水霧中加工后的工件表面會形成非常多的球狀附著物,由于切割過程中水霧的氣化,適當增強了放電過程中的冷卻效果,帶走了部分的熱量,致使未被拋出的蝕除材料冷凝形成球狀附著物。通過觀察還可以看出,工件表面還有較少的微空洞,由于水霧的存在,放電產生的瞬時高溫使水發生電解反應,造成加工后工件表面產生少量的微空洞。
3 結論
1)分析了加工參數對工藝指標的影響規律;
2)脈沖寬度和工作臺進給速度對綜合工藝指標的影響顯著;
3)二次切割時,選用脈沖寬度16 μs,工作臺進給速度2檔,峰值電流4 A,偏移量30 μm,蒸汽水霧量30 ml/min的加工方案,與其他實驗參數相比,方案更優。
[1] KUNIEDE M, YOSHIDA M. Electrical discharge machining in gas[J]. Annals of the CIRP, 1997, 46(1): 143-146.
[2] KUNIEDE M, FURUDATE C. High precision finish cutting by dry WEDM[J]. Annals of the CIRP, 2001, 50(1): 121-124.
[3] WANG T, KUNIEDA M. Study on dry WEDMed surface[C]//Proceeding of 13th ISEM. Bilbao, Spain, 2001: 505-512.
[4] ZHANG Q H, ZHANG J H, DENG J X, et al. Ultrasonic vibration electrical discharge machining in gas[J]. Journal of materials processing technology, 2002, 129: 135-138.
[5] LI L Q, ZHAO W S, WANG Z L, et al. Discussion of electrical discharge machining in gas[C]//The 31st IEEE International Conference on Plasma Science 2004. Baltimore, USA, 2004: 307-312.
[6] LI L Q, SONG Y J. Study of dry EDM with oxygen-mixed and cryogenic cooling approaches[C]//Proceeding of 17th ISEM. Leuven, Belgium, 2013: 344-350.
[7] GU L, ZHAO W S, LI L. Electrical discharge machining in jetted mist[C]//Proceedings of the 15th International Symposium on Electro machining. Pittsburgh, USA, 2007: 297-300.
[8] KAO C C, TAO J, SHIH A J. Water mist near dry wire and drilling electrical discharge machining and gap distance modeling[C]//Proceedings of the 15th International Symposium on Electro Machining. Pittsburgh, USA, 2007: 281-286.
[9] KAO C C, TAO J, SHIH A J. Near dry electrical discharge machining[J]. International journal of machine tools & manufacture, 2007, 47: 2273-2281.
[10] SKRABALAK G, KOZAK J, ZYBURA M. Optimization of dry EDM milling process[C]//Proceeding of 17th ISEM. Leuven, Belgium, 2013: 332-337.
[11] ROTH R, KUSTER F, WEGENER K. Influence of oxidizing gas on the stability of dry electrical discharge machining process[C]//Proceeding of 17th ISEM. Leuven, Belgium, 2013: 338-343.
[12] 顧延賓. 氣中電火花線切割加工工藝技術研究[D].哈爾濱:哈爾濱工業大學, 2008: 34-35.
GU Yanbing. Study on processing technology of dry-WEDM[D]. Harbin: Harbin Institute of Technology, 2008: 34-35.
[13] 劉志東,凌加健,邱明波.氣霧混合介質對放電燒蝕成形加工的影響[J].哈爾濱工程大學學報, 2015, 36(4): 544-549.
LIU Zhidong, LING Jiajian, QIU Mingbo. Aerosol medium′s influence on the machining by spark-induced combustion[J]. Journal of Harbin Engineering University, 2015, 36(4): 544-549.
[14] BOOPATHI S, SIVAKUMAR K. Study of water assisted dry wire-cut electrical discharge machining[J]. Indian journal of engineering and materials sciences, 2014, 21: 75-82.
[15] AZHIRI R B, TEIMOURI R, BABOLY M G, et al. Application of taguchi, ANFIS and grey relational analysis for studying modeling and optimization of wire edm process while using gaseous media[J]. International journal of advanced manufacturing technology, 2014, 71: 279-295.
[16] 王彤,陳玉全,國枝正典.氣中電火花線切割加工技術研究[J].機械工程學報, 2003, 39(8): 76-80.
WANG Tong, CHEN Yuquan, KUNIEDA M. Study onwire-cut electrical discharge machining in gas[J]. Journal of mechanical engineering, 2003, 39(8): 76-80.
[17] 王彤,高金鵬,王孫菲,等. 氣中電火花線切割精加工Cr12MoV實驗研究[J].硬質合金, 2016, 33(6): 398-403.
WANG Tong, GAO Jinpeng, WANG Sunfei, et al. Experimental research on WEDM finishing of Cr12MoV in gas[J].Cemented carbide, 2016, 33(6): 398-403.
[18] 吳海會,王彤,王俊棋,等. 電火花線切割放電點位置分布均勻性評價[J].電加工與模具, 2016(1): 17-19,27.
WU Haihui, WANG Tong, WANG Junqi, et al. Uniformity evaluation for location distribution of discharge points in WEDM[J]. Electromachining & mould, 2016 (1): 17-19, 27.
[19] 王彤,吳海會,劉福利,等. 基于LabVIEW的電火花線切割放電位置采集系統[J].自動化與儀表, 2017, 32(5): 50-52,61.
WANG Tong, WU Haihui, LIU Fuli, et al. Discharge position acquisition system of WEDM based on LabVIEW[J]. Automation & instrumentation, 2017, 32(5): 50-52, 61.
本文引用格式:王彤,王俊棋,葛軍,等. 蒸汽水霧中電火花線切割精加工實驗[J]. 哈爾濱工程大學學報, 2017, 38(10): 1595-1601.
WANG Tong, WANG Junqi, GE Jun, et al. Experiments on finishing of wire cut electrical discharge machining in steam water mist[J]. Journal of Harbin Engineering University, 2017, 38(10): 1595-1601.
Experimentsonfinishingofwirecutelectricaldischargemachininginsteamwatermist
WANG Tong, WANG Junqi, GE Jun, QIU Feng
(School of Mechanical and Power Engineering, Harbin University of Science and Technology, Harbin 150080, China)
To explore the influence of parameters of second cut in steam mist on surface roughness and cutting speed, as well as to find the optimum processing parameters to meet the requirements of a number of indicators, this study proposed a new procedure called multi-media multiple cutting in high-speed wire cut electrical discharge machining, in which the first cut is processed in emulsified liquid and the second cut is processed in steam water mist. The influence of process parameters on surface roughness and cutting speed was analyzed through a single-factor experiment. Through an orthogonal experiment, the multi-objective optimization problem was transformed into a single-objective optimization problem based on signal-to-noise ratio with the use of gray relational analysis. Results show that pulse duration and worktable feed significantly affect the comprehensive process index. In addition, the experiment shows that a pulse width of 16 μs, a table feed speed of two gears, a peak current of 4 A, an offset of 30 μm, and steam mist amount of 30 ml·min-1improve the processing index.
wire electrical discharge machining (WEDM); finish cut; steam water mist; single factor experiment; orthogonal experiments; multi-objective optimization; gray relational analysis
10.11990/jheu.201605068
http://www.cnki.net/kcms/detail/23.1390.U.20170816.1550.036.html
TG484
A
1006-7043(2017)10-1595-07
2016-05-19. < class="emphasis_bold">網絡出版日期
日期:2017-08-16.
國家自然科學基金項目(50975069).
王彤(1967-),女,教授,博士生導師.
王彤,E-mail:wangtong@hrbust.edu.cn.
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
山東冶金(2019年6期)2020-01-06 07:45:54
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
世界農藥(2019年2期)2019-07-13 05:55:12
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03