變曲率ICM聚碳酸酯制品殘余應力分布
2017-11-22 10:20:53蔣晶侯建華王市偉王小峰孫書豪張康康李倩
化工學報 2017年11期
關鍵詞:工藝
蔣晶,侯建華,王市偉,王小峰,孫書豪,張康康,李倩
(1鄭州大學化工與能源學院,河南 鄭州 450001;2鄭州大學力學與工程科學學院,河南 鄭州 450001;3微納成型技術國家級國際聯合研究中心,河南 鄭州 450001)
變曲率ICM聚碳酸酯制品殘余應力分布
蔣晶1,3,侯建華2,3,王市偉2,3,王小峰2,3,孫書豪2,3,張康康2,3,李倩2,3
(1鄭州大學化工與能源學院,河南 鄭州 450001;2鄭州大學力學與工程科學學院,河南 鄭州 450001;3微納成型技術國家級國際聯合研究中心,河南 鄭州 450001)
結合注射壓縮成型(injection compression molding,ICM)工藝特點,運用平面偏振和數值仿真方法,對變曲率聚碳酸酯 ICM 制品殘余應力的分布進行分析,研究不同壓縮工藝下殘余應力分布特點以及隨曲率變化的規律。結果發現:除了澆口和末端小部分區域外,光彈應力條紋環繞制品形狀分布;順序式ICM殘余應力條紋有較規整的對稱分布結構,同步式 ICM充填末端區域殘余應力在厚度方向與傳統注塑成型區別較為明顯,呈現“壓-拉”兩層應力分布狀態;同一平面內,變曲率ICM制品厚度方向殘余應力隨曲率的減小而遞減。除平板制品外,其余四類不同曲率制品的平均殘余應力與對應曲率均呈反比例變化關系。研究對優化變曲率透明聚合物制品的設計有一定指導意義。
聚合物;注射壓縮成型;數值模擬;殘余應力;黏度;變曲率
引 言
注射壓縮成型(injection compression molding,ICM)作為傳統注射成型的一種高級形式,可以較好地解決傳統注塑中熔體較長流動和不均勻溫度變化產生的殘余流動應力和熱應力[1-3]。由于在合模過程中型腔沒有完全閉合,產品有效充填空間變大,從而使得整個注塑過程中型腔壓力較傳統注塑有較大幅度降低。注射末段添加了壓縮過程,有利于控制熔體表面壓力分布,大大減小制品內部殘余應力[4]。
國內外學者已對ICM工藝與殘余應力關系開展研究,Young[5]通過工藝參數的調控,建立了光學元件制品體積收縮與殘余應力的對應關系。Guan等[6]通過測量模具表面應變的方法監測型腔壓力,討論工藝參數對制品收縮性能的影響。陳宇宏等[7]通過研究制品翹曲變形量及殘余應力對透明制品光學指標的影響,建立了成型工藝-光學性能的宏觀定性關系。謝春穩等[8]基于有限元法和White-Metzner 黏彈性本構方程模擬了ICM三維流動特性,分析了工藝條件對殘余應力及光學性能的影響規律。蔣晶等[9]前期基于單因素實驗方法,研究了熔體溫度、模具溫度、壓縮距離、延遲時間和壓縮力對ICM制品殘余應力和低溫拉伸性能的影響規律。
聚碳酸酯(PC)作為一種優良的熱塑性工程塑料,具有良好的力學和光學性能,但PC分子鏈剛性較大,成型加工時分子鏈難以完全松弛而產生較大殘余應力,影響產品使用性能[10-11]。目前,PC的ICM技術已經開始替代PMMA、有機玻璃材料的常規注塑成型,在變曲率透明件(汽車天窗、航空透明件等)領域廣泛應用,分析此類制品殘余應力分布特點,對減小殘余應力、優化制品光學性能有重要的工程應用價值[12-13]。以往關于殘余應力的研究大多基于平板類制品,鮮有針對變曲率制品研究的報道,本文基于成型熱歷史及分子鏈內部運動狀態,結合仿真分析和ICM實驗手段,對比分析了ICM 工藝過程中制品內部殘余應力變化特點及曲率大小對殘余應力的影響,為變曲率光學制品結構設計提供指導。
1 數值仿真分析
1.1 基本假設和邊界條件
ICM 包含注射填充和壓縮填充兩個獨立的階段,每個階段均滿足黏性流體力學基本方程。考慮到本文分析的ICM制品屬于薄壁制品,需要對ICM過程進行簡化[14]:① 熔體充填流動為擴展層流,z向速度分量為0,且?p/?z=0;② 熔體為不可壓縮且不含熱源;③ 充填過程中熔體比熱容和傳熱系數為常數;④ 忽略熔體前沿附近噴泉流動和慣性做功的影響;⑤ 壓縮過程為恒速。
邊界條件:① 厚度方向上(z向),熔體在型腔的流動關于中面對稱,壁面間無滑移;② 流動平面上(x,y平面),流率給定邊界入口處m=Me(t),其中Me(t)為入口質量流率;入口處溫度邊界條件為假設溫度均勻且等于熔體溫度設置;型腔邊界上滿足無滲透邊界條件。
1.2 數學模型
在 Moldflow中假設材料在注塑過程中溫度和模量的關系表現為簡單熱流變黏彈性材料的特性,一般用式(1)中的線性黏彈性性模型來描述注塑成型過程中材料應力、應變關系和應力松弛[15]

式中,Cijkl是材料力學性能張量形式,以模量和泊松比來描述;βij表示材料熱性能張量,分析中體現為材料熱膨脹系數,相關數據軟件材料庫中已給出;ξ(t)為溫度的時間度量;αT為時-溫等效轉化因子。該模型可以用來描述材料從熔融態到玻璃態的熱殘余應力和流動殘余應力,使用該模型基于以下假設[16]:① 熔體停止流動前無應力產生;② 中性層法線方向上σ13=σ23=0,且厚度方向上正應力σ33保持恒定;③ 計算中忽略模具本身的彈性變形和制品在模具型腔內的翹曲變形;④ 制品頂出后近似為彈性固體。
1.3 物理模型
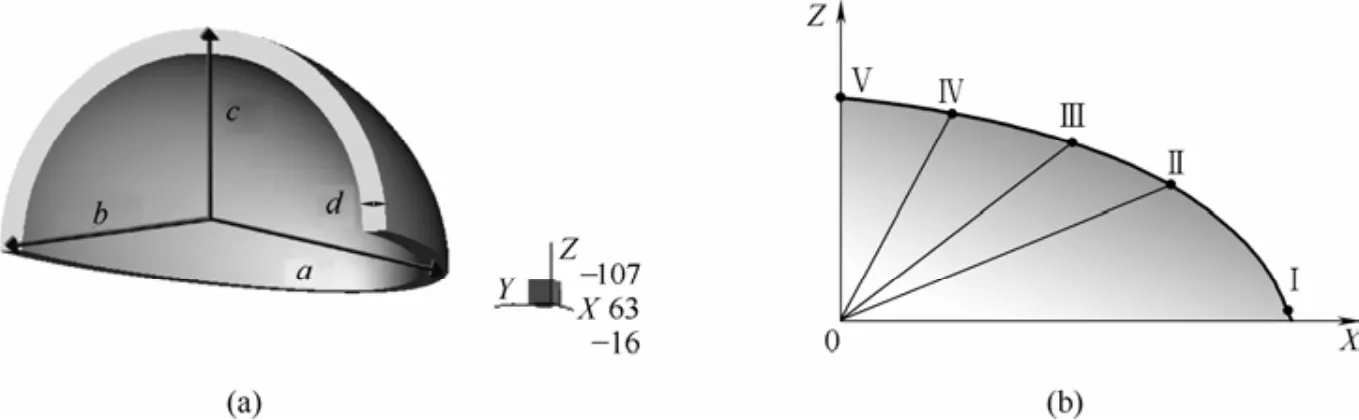
圖1 變曲率制品模型和表面特征點Fig.1 Curvature representation of model and measured points sketch view

表1 5類不同曲率制品及尺寸Table 1 Five simplified model with different curvatures and their dimensions
如圖1和表1所示,以1/4橢球體創建不同高徑比(c/a)的變曲率ICM模型B,C,D,另構建兩類等曲率制品A和E(其中A為平板,E為1/4圓球體)進行對比。5類模型澆注系統設計相同,建模中A~D長半軸a=100 mm,E半徑r=65 mm,壁厚d=4 mm,保證5類模型體積不變(V=50 cm3)。澆注系統采用“熱流道+冷流道”混合澆注系統,熱流道選用單噴嘴閥式澆口,防止注射壓縮過程中熔體“回流”。仿真分析采用中面網格,前處理采用Hypermesh 11.0軟件進行網格劃分和均一化處理[17](網格邊長1.2 mm)。
1.4 特征點及分析方法
按照距離澆口的遠近,選取圖1(b)所示XZ平面內制品表面輪廓線上的5點進行分析,計算特征點處曲率[18]如表2所示
運用Autodesk Moldflow Insight 2016軟件,采用層分離方法計算相同工藝條件下(表3)制品模內熱殘余應力沿厚度方向的分布情況。沿流動方向選取不同特征點,結合脫模后制品應力自平衡及自身力矩平衡,脫模后的殘余應力為模內殘余應力與厚度方向各層模內殘余應力平均值的差值[19-20]。

表2 模型特征點處曲率計算結果Table 2 Curvature calculated value of feature points
2 實驗部分
2.1 實驗原料
實驗原料選用臺灣 CHIMEI光學級 PC-110(MFR=10 g/10 min, 300℃,1.2 kg,與仿真分析材料Lexan EXL1414T有相似物性指標),120℃條件下真空干燥4 h后使用。
2.2 模具及成型設備
采用自行研制的整體壓縮式注射壓縮成型模具,成型設備采用具有獨立二次鎖模功能JSW-140D全電動注塑機,可實現順序式(ICM-seq)和同步式注射壓縮成型(ICM-sim)。模具結構與注塑機如圖2所示,實驗樣品采用C類變曲率制品。
2.3 測試與表征
采用正交平面偏振光法進行殘余應力定性表征,ZLY-350中型應力儀。
3 結果與討論
3.1 變曲率制品殘余應力的分布特點
一般來說,殘余雙折射效應的存在會影響制品的光學性能,有研究報道 92.3%的殘余雙折射是由于熔體在型腔中的流動誘導形成的[21]。因此研究ICM 中熔體在充填和壓縮流動過程中流動誘導應力及其在成型過程中的應力松弛行為至關重要,但成型過程中該應力大小無法直接定量表征出。基于應力光彈法則描述,光彈應力條紋與流動過程中的第一法向應力差密切相關[22],因此,光彈法往往間接用于評價流動誘導產生的殘余應力[23]。

表3 主要成型工藝參數Table 3 Main molding process parameter

圖2 ICM實驗用模具和注塑設備Fig.2 ICM mold design and injection machine
圖3模擬結果為制品在成型過程中在第1主方向(聚合物取向方向)上型腔內的殘余應力云圖,與光彈應力條紋對比結果發現,殘余應力分布有相似的趨勢:首先,澆口和末端拐角處應力云圖分布較密,殘余應力較大,分布趨勢沿著熔體流動方向;在中間區域,應力條紋級數較低,殘余應力較低,分布從制品邊緣到中間區域應力條紋等級逐漸降低(對于光彈結果,等差線條紋按照綠藍紫紅黃黑的顏色變化)并非按照熔體流動方向分布,而是近似沿著垂直于流動方向上發生應力條紋等級的改變。其次,制品所有區域內,殘余應力沿著中心軸線方向呈規則的幾何對稱分布。本文成型制品的殘余應力既沒有按照流動方向分布,也沒有完全環繞產品,而是兩種分布狀態并存,且在大部分區域應力條紋環繞產品形狀分布,這意味著受到ICM工藝特點影響,被凍結在制品中的殘余應力主要以熱應力為主。在注射充填階段,模板間隙的存在使得實際型腔厚度變大,注塑壓力變小,熔體可以在較低的注射速率下充填,剪切應力較小,高分子熔體內部分子鏈的取向應力較小。此外,壓縮保壓階段,熔體是在均勻的壓縮力作用下充滿型腔的,壓縮力與傳統的保壓壓力相比較小,流動應力較小,所以被凍結而殘留的流動應力也較小。殘余應力的分布形態與成型制品的相對厚度有關[24],根據式(3)

式中,dr為相對厚度;d為制品厚度;l和w分別為制品長度和寬度。計算出該模型的相對厚度為0.053。制品尺度介于薄壁和厚壁之間,殘余應力分布呈現兩種狀態并存,較好地印證了模擬和實驗的結果。

圖3 變曲率ICM制品光彈應力云圖數值模擬與實驗對比結果Fig.3 Compared results of residual stress fringe for ICM part by numerical simulation and plane polarization experiment
3.2 注射壓縮成型工藝對變曲率制品殘余應力分布的影響
注射壓縮成型的壓縮工藝包括順序式注射壓縮(ICM-seq)與同步式注射壓縮成型(ICM-sim)兩種。圖4所示為兩種注塑壓縮方式下制品的光彈應力條紋分布。可見澆口和末端充填區域應力條紋均較為密集,殘余應力較大。制品中部充填區域以黑色和黃色應力條紋為主,顯示為低應力分布狀態。但兩者應力條紋分布趨勢不相同[25]:ICM-seq工藝下殘余應力幾乎環繞產品形狀分布,且沿中心軸向呈幾何對稱,ICM-sim工藝下應力條紋分布更加無序。造成這種差異的原因可能與兩種注射壓縮方式下熔體充填所受的截然不同的熱歷史有關,ICM-seq在V/P轉換點過后,經過短暫延遲時間進入模板壓縮保壓(伴隨短暫螺桿保壓),和傳統注射成型相似,熔體充填階段僅受到剪切作用;ICM-sim在預注射部分型腔后即啟用壓縮模式,熔體此時在注塑機螺桿充填剪切應力和模板壓縮充填拉伸應力共同作用下充滿型腔[26]。

圖4 不同壓縮方式下ICM制品光彈應力條紋分布結果Fig.4 Distribution of stress fringe under different type of ICM
本文選取經歷不同熱機歷史的兩個觀測點為研究對象,借助仿真分析手段研究相同工藝條件下,不同注射壓縮方式對變曲率制品殘余應力的影響,結果如圖5所示。
在兩個觀測點上,殘余應力在厚度方向均為“拋物線”形狀,最大殘余應力出現在表層或次表層。與傳統注塑成型相似,ICM-seq成型方式中殘余應力始終呈現“拉-壓-拉”的 3層分布[27];但在P1點,ICM-sim成型方式中殘余應力在厚度方向卻呈現“壓-拉”的兩層應力狀態。出現這種情況的原因和熔體在充填過程中經歷的熱、壓歷史有關。P1在ICM-seq成型方式中僅受熔體壓縮保壓過程的補縮作用,熔體流動方式為拉伸流動;ICM-sim成型方式中,預充填過程延長,壓縮時機提前,P1處于螺桿轉速控制和模板壓縮熔體狀態下的充填過程中,經歷剪切流動和拉伸流動速度場的耦合作用,殘余應力狀態發生了變化。結合ICM-sim成型工藝特點,圖6給出了P1點厚度方向殘余應力演化規律與成型時間點的示意圖。相比于P1點,P2始終在預充填過程中,僅經歷剪切流動作用,殘余應力變化趨勢保持一致。
根據材料自由淬火理論,殘余應力的演化做如下假設[19]。
(1)熔體溫度T>Tg,聚合物熔體表現為理想流體狀態,忽略應力偏張量,殘余應力σ= -PhI。
(2)T= t0: 注塑機螺桿充填結束。熔體尚未充填到P1點,處于無應力狀態區域。
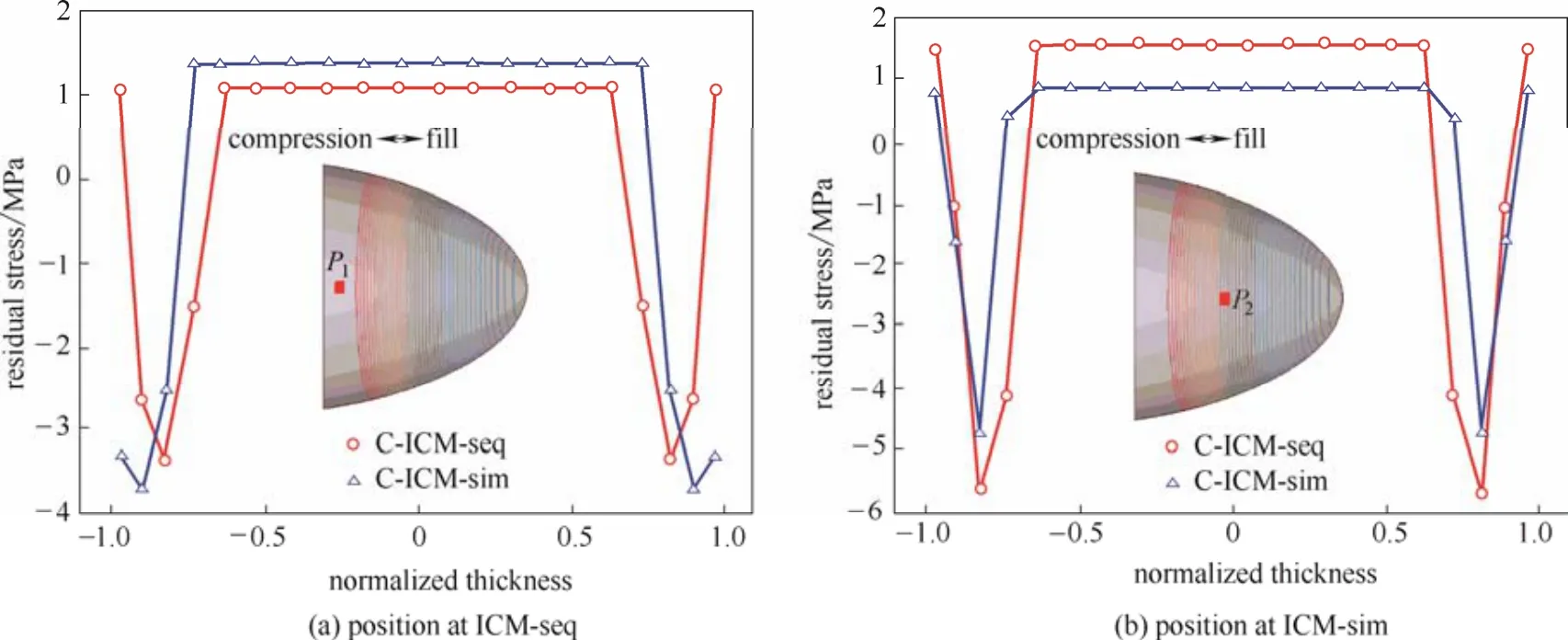
圖5 不同注射壓縮方式下變曲率ICM制品殘余應力分布Fig.5 Distribution of residual stress during different type of ICM
(3)T= t1: 熔體在螺桿充填帶來的剪切流動和模板壓縮產生的拉伸流動共同作用下充滿型腔。表層熔體由于受到模板擠壓,與模壁貼合更緊密,熔體固化層逐漸變厚,產生一定壓應力。芯層熔體受到較大的螺桿注射壓應力和模板壓縮熔體的壓應力共同作用。
(4)T= t2: 模板壓縮過程完成,注射機噴嘴關閉。芯層熔體處于無螺桿保壓的自由淬火狀態,表層熔體受到最大模板壓縮力F作用,固化層進一步變厚。
(5)T= t3m: 冷卻過程中的某一時刻。型腔壓力和鎖模力逐漸降低,芯層熔體即將冷凝時刻,熔體壓縮動作結束,表層進一步冷卻收縮,應力減小。
(6)T= t4: 制品完全冷卻,即將開模取出。芯層產生一定拉應力以使得整個制品達到新的應力平衡狀態。

圖6 P1點在ICM-sim成型周期內殘余應力演化示意圖Fig.6 Evolution diagram of residual stress during ICM-sim molding cycle for P1 point
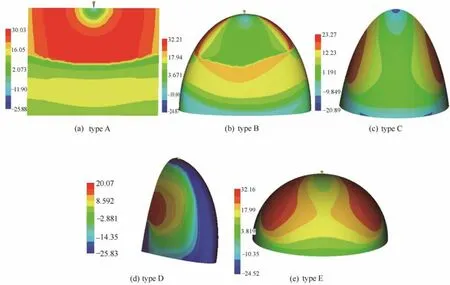
圖7 相同成型工藝下5類變曲率制品殘余應力分布模擬結果Fig.7 Simulation results of residual stress for different types of part (constant curvature A,E and variant curvature B,C,D)/MPa

圖8 不同曲率ICM制品特征點處最大殘余應力與應力松弛時間計算結果Fig. 8 Maximum residual stress and relaxation time on measured points for ICM part
從以上分析可以得出,壓縮方式、壓縮工藝不同,模板對聚合物熔體的實際壓縮效果不同,型腔內制品的保壓效果也不相同,導致制品殘余應力發生變化。
3.3 不同曲率制品殘余應力對比分析
前文基于變曲率C類型制品對比分析了殘余應力模擬結果與光彈應力條紋,有著較好的一致性,為了對比分析不同曲率制品的殘余應力變化特點,針對5類制品分別在相同成型工藝條件下展開數值模擬。由圖7給出的殘余應力數值模擬定性結果不難發現:所有制品應力分布均呈現在澆口附近區域應力條紋環繞產品形狀分布,充填末端區域應力條紋沿著流動方向分布,且應力條紋沿著中心軸線方向呈規則的幾何對稱分布,中心區域為低應力區域。
在同種工藝條件下,定曲率(A,E)和變曲率(B,C,D)厚度方向最大殘余應力的計算結果發現:圖8(a)中,定曲率制品最大殘余應力呈現“兩端低,中間高”的非線性分布,與傳統IM方式殘余應力“兩端高,中間低”的分布特點[28]不同。造成這種差異的原因在于兩種成型方法的保壓方式不同,而熔體的保壓過程正是影響殘余應力變化的主要因素之一[29]。制品中間區域分子鏈段應力松弛時間(熔融溫度降低到玻璃化轉變溫度所用時間)較短,分子鏈沒有充分的時間松弛,“凍結”在內部應力較多,殘余應力較大。圖8(b)中,隨著距離澆口越遠,最大殘余應力呈逐漸減小的變化,對應位置的分子鏈段的應力松弛時間呈逐漸升高的趨勢,可見變曲率ICM制品最大殘余應力隨著曲面曲率的減小而變小。

圖9 變曲率制品表面剖面Fig. 9 Diagram of any point in variable curvature surface
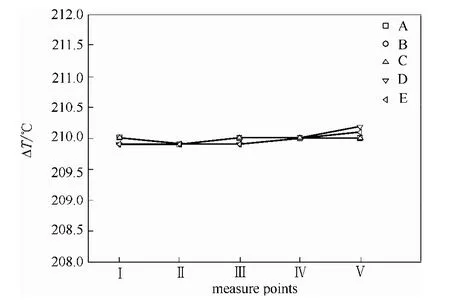
圖10 5類產品在不同測試點處表面的溫度梯度模擬結果Fig.10 Simulation results of temperature gradient on surface of five points
圖9表示XOZ平面內制品剖面,基于極限理論思想[30],沿著熔體流動方向表面任意處截面積可表示為

制品厚度d0不變,表面任意處截面積Sk與曲率變化角θ呈正比。從圖10中不難發現,5類制品表面測試點上表面,ICM過程中熔體前沿最高溫度與模具溫度的差值不大(最大溫差為0.3℃),近似認為這些位置上溫度梯度相同。因此,表面截面積越大,內部分子鏈段的應力松弛越充分,松弛時間越長,制品殘余應力越小。
圖11對比了5類制品平均殘余應力與平均曲率的關系。除了無曲率的A,對于其他4類制品,XOZ平面內制品平均殘余應力隨著曲率的減小而逐漸變大,此結果對于優化變曲率透明注塑制品的設計有一定參考意義。

圖11 ICM制品曲率與殘余應力對應關系Fig.11 Relationship between residual stress and part curvatures
4 結 論
本文基于不同曲率的注射壓縮PC制品,數值模擬與成型實驗相結合,針對不同壓縮工藝以及不同曲率位置的熱殘余應力開展系統研究,獲得結論如下。
(1)仿真分析與應力光彈試驗結果較吻合:澆口和末端區域應力條紋分布與熔體流動方向一致,大部分中間區域應力條紋環繞制品形狀分布,揭示了 ICM 中殘余應力形態與成型塑件相對厚度之間的關系。
(2)ICM制品殘余應力受成型方式和熱機歷史的影響,并且應力分布呈現出與傳統注塑成型完全不同的狀態。ICM-seq成型方式下應力條紋分布幾何規整性較好,而 ICM-sim成型方式下則呈現出無序性。CAE模擬結果顯示在剪切流動和模板壓縮熔體產生的拉伸流動共同作用下,制品殘余應力沿厚度方向呈現“壓-拉”的兩層應力分布狀態,區別于傳統注塑成型過程中“拉-壓-拉”3層分布狀態。
(3)同一平面內,變曲率ICM制品厚度方向最大殘余應力隨曲率的減小而逐漸遞減。除了平板制品外,其他4類制品在同一平面內制品殘余應力與對應曲率均呈反比例變化關系。
[1] ISAYEV A I, CROUTHAMEL D L. residual stress development in the injection molding of polymers[J]. Polymer-plastics Technology and Engineering, 1984, 22(2): 177-232.
[2] WU C H, CHEN W S. Injection molding and injection compression molding of three-beam grating of DVD pickup lens[J]. Sensors &Actuators A Physical, 2006, 125(2): 367-375.
[3] MASATO D, SORGATO M, LUCCHETTA G. Characterization of the micro injection-compression molding process for the replication of high aspect ratio micro-structured surfaces[J]. Microsystem Technologies, 2016: 1-10.
[4] NAGATO K. Injection compression molding of replica molds for nanoimprint lithography[J]. Polymers, 2014, 6(3): 604-612.
[5] YOUNG W B. Effect of process parameters on injection compression molding of pickup lens[J]. Applied Mathematical Modelling,2005,29(10): 955-971.
[6] GUAN W S, HUANG H X, WU Z. Manipulation and online monitoring of micro-replication quality during injection-compression molding[J]. Journal of Micromechanics & Microengineering, 2012,22(11): 115003.
[7] 陳宇宏, 袁淵, 劉小艷, 等. 注射成型和注射壓縮成型透明件的光學性能對比與分析[J]. 航空材料學報, 2011,31(2): 55-60.CHEN Y H, YUAN Y, LIU X Y,et al. Comparison on optical properties of injection molded and injection compression molded transparencies[J]. Journal of Aeronautical Materials, 2011, 31(2):55-60.
[8] 謝春穩, 王克儉. 變厚度透鏡注射壓縮成型的三維數值模擬[J].高分子材料科學與工程, 2013, 29(9): 169-174.XIE C W, WANG K J. 3D numerical simulation of injection compression molding optical lens with variable thickness[J]. Polymer Materials Science & Engineering, 2013, 29(9): 169-174.
[9] 蔣晶, 王小峰, 侯建華, 等. 注射壓縮成型聚碳酸酯制品的低溫拉伸力學性能[J]. 化工學報, 2015, 66(10): 4268-4274.JIANG J, WANG X F, HOU J H,et al. Tensile properties of ICM polycarbonate part under low temperature[J]. CIESC Journal, 2015,66(10): 4268-4274.
[10] LIU Z Q, CUNHA A M, YI X. Key properties to understand the performance of polycarbonate reprocessed by injection molding[J].Journal of Applied Polymer Science, 2015, 77: 1393-1400.
[11] LANG J L, WANG T, GE Y,et al. Residual stress analysis in cross section of injection-molded polycarbonate[J]. Acta Polymerica Sinica,2016, (6): 1-9.
[12] WANG C Y, WANG P J. Analysis of optical properties in injection-molded and compression-molded optical lenses.[J]. Applied Optics, 2014, 53(11): 2523-31.
[13] 孔玲佩, 肖作良, 段友順, 等. 聚碳酸酯注塑工藝條件研究[J]. 工程塑料應用, 2015, (5): 54-57.KONG L P, XIAO Z L, DUAN Y S,et al. Study on injection molding technology of polycarbonate[J].Engineering Plastics Application,2015, (5): 54-57.
[14] 韓珍. ICM成型充填過程數值模擬[D]. 鄭州: 鄭州大學, 2007.HAN Z. Numerieal simulation of the filling stage of injection compression molding[D]. Zhengzhou: Zhengzhou University, 2007.
[15] KABANEMI K K, CROCHET M J. Thermoviscoelastic calculation of residual stresses and residual shape[J]. International Polymer Processing Journal of the Polymer Processing Society, 2013, 7(1):60-70.
[16] 奚國棟, 周華民, 李德群. 注塑工藝參數對制品殘余應力和收縮的影響[J]. 化工學報, 2007, 58(1): 248-254.XI G D, ZHOU H M, LI D Q. Effect of processing conditions on residual stress and shrinkage in injection molding[J]. Journal of Chemical Industry and Engineering(China), 2007, 58(1): 248-254.
[17] 陳己明, 彭響方, 賴鵬. 基于 Midplane網格單元 Hypermesh與Moldflow的網格前處理[J]. 塑料科技, 2007, 35(3): 66-69.CHEN J M, PENG X F, LAI P. Mesh preprocessing between hypermesh and moldflow based on midplane[J]. Plastics Science and Technology, 2007, 35(3): 66-69.
[18] 鄭利凱. 平面曲線曲率計算公式的探討[J]. 河北北方學院學報(自然科學版), 2012, 28(5): 20-21.ZHENG L K. On calculation formula of plane curve curvature[J].Journal of Hebei North University(Natural Science Edition), 2012,28(5): 20-21.
[19] ZOETELIEF W F, DOUVEN L F A, HOUSZ A J. Residual thermal stresses in injection molded products[J]. Polymer Engineering &Science, 1996, 36(14): 1886-1896.
[20] 劉恒. 注塑成型制品殘余應力和模后收縮的數值模擬[D]. 鄭州:鄭州大學, 2011.LIU H. Numerical simulation of residual stress and shrinkage after ejection for injection molded parts[D]. Zhengzhou: Zhengzhou University, 2011.
[21] WANG P J, LAI H E. Study of residual birefringence in injection molded lenses[J]. Annual Technical Conference-ANTEC, Conference Proceedings, 2007, (4): 2480-2484.
[22] GUENETTE R, FORTIN M. FORTIN, M. A new mixed finite element method for computing viscoelastic flows [J]. Journal of Non-Newtonian Fluid Mechanics, 1995, 60(1): 27-52.
[23] CAO W, MIN Z, ZHANG S X,et al. Numerical simulation for flow-induced stress in injection/compression molding[J]. Polymer Engineering & Science, 2016, 56(3): 287-298.
[24] 徐文莉. 透明注塑件殘余應力與光學性能的研究[D]. 鄭州: 鄭州大學, 2006.XU W L. Research on residual stress and optical performance of transparent injection molded parts[D]. Zhengzhou: Zhengzhou University, 2006.
[25] NUGAY I I, CAKMAK M. Instrumented film-insert injection compression molding for lens encapsulation of liquid crystal displays[J]. Displays, 2015, 38: 20-31.
[26] GUAN W S, HUANG H X, WANG B. Poiseuille/squeeze flow-induced crystallization in microinjection- compression molded isotactic polypropylene[J]. Journal of Polymer Science, Part B:Polymer Physics, 2013, 51(5): 358-367.
[27] JANSEN K M B, TITOMANLIO G. Effect of pressure history on shrinkage and residual stress-injection molding with constrained shrinkage[J]. Polymer Engineering & Science, 1996, 36(15):2029-2040.
[28] POSTAWA P, KWIATKOWSKI D. Residual stress distribution in injection molded parts[J]. Journal of Achievements in Materials &Manufacturing Engineering, 2006, 18(1/2): 349-356.
[29] KATMER S, KARATAS C. Effect of injection molding conditions on residual stress in HDPE and PP parts[J]. Journal of the Faculty of Engineering & Architecture of Gazi University, 2015, 30(3): 319-327.
[30] HEYDE C C, HALL P. Index-martingale limit theory and its application[J]. Martingale Limit Theory & Its Application, 1980:301-308.
date:2017-03-16.
Prof. LI Qian, qianli@zzu.edu.cn
supported by the National Natural Science Foundation of China(11372286,51603192), the International Science & Technology Cooperation Program of China(2015DFA30550) and the Key Research Projects of Henan Higher Education Institutions(17A430032).
Distribution of residual stress in ICM polycarbonate parts with variable curvature
JIANG Jing1,3, HOU Jianhua2,3, WANG Shiwei2,3, WANG Xiaofeng2,3, SUN Shuhao2,3,ZHANG Kangkang2,3, LI Qian2,3
(1School of Chemical Engineering and Energy,Zhengzhou University,Zhengzhou450001,Henan,China;2School of Mechanics and Engineering Science,Zhengzhou University,Zhengzhou450001,Henan,China;3National Centre for International Joint Research of Micro-Nano Moulding Technology,Zhengzhou450001,Henan,China)
Based on generating mechanism and mathematical model of residual stress in traditional injection process, plane polarization and numerical simulation method were used to research residual stress distribution of ICM(injection compression molding)products with variety curvature qualitatively and quantificationally. The investigation has shown that residual stress distributions followed the shape of part except gate and end of part region. Well geometric asymmetry of stress fringe were detected in ICM-seq molding, while two layers of stress distribution states at end of part were found in ICM-sim molding. The phenomenon was different from tradition injection molding. Within the same plane, maximum residual stress values were reduced as the decrease of curvature. Meanwhile, inversely proportional relationships between average residual stress and part curvature were obtained for all different type of part (except for plate shape). It makes sense for optimizing design of optical products with variable curvature.
polymers; injection compression molding; numerical simulation; residual stress; viscosity; variable curvature
TQ 320.66
A
0438—1157(2017)11—4367—09
10.11949/j.issn.0438-1157.20170256
2017-03-16收到初稿,2017-07-04收到修改稿。
聯系人:李倩。
蔣晶(1983—),男,博士后。
國家自然科學基金項目(11372286,51603192);科技部國際科技合作項目(2015DFA30550); 河南省高等學校重點科研項目(17A430032)。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52