
鋁合金薄壁環(huán)形件研磨方法研究
2017-11-30 00:44:55李健袁昊烏日古門欒家建
中國新技術(shù)新產(chǎn)品 2017年24期
關(guān)鍵詞:機(jī)械制造
李健+袁昊+烏日古門+欒家建
摘 要:本文以鋁合金薄壁環(huán)形件研磨工藝為研究對象,詳細(xì)分析了零件研磨過程中常見問題,針對各項問題進(jìn)行了深入研究。最終制定了零件研磨平面度控制的方法與手段,為后續(xù)類似零件的工藝制定及現(xiàn)場實施提供了理論依據(jù)與實踐指導(dǎo)。
關(guān)鍵詞:機(jī)械制造;鋁合金;薄壁環(huán)形件;研磨
中圖分類號:TG506 文獻(xiàn)標(biāo)識碼:A
0.引言
鋁合金薄壁環(huán)形件因其本身材料性能優(yōu)良、零件結(jié)構(gòu)簡單、重量輕、強(qiáng)度高等特點,被廣泛應(yīng)用于航空航天領(lǐng)域。然而由于其相對剛度較低,故加工工藝性差。采用常規(guī)方法加工后的零件易產(chǎn)生翹曲變形,需要后續(xù)手工打磨或校正等補(bǔ)充工序。而操作者借助研磨機(jī)手工研磨(后文簡稱:研磨)作為鋁合金薄壁環(huán)形件軸向基準(zhǔn)修整及端面平面度控制的一種手段,其操作簡便、加工精度高、工藝周期短而被廣泛應(yīng)用在各生產(chǎn)廠的生產(chǎn)實踐當(dāng)中。
然而到目前為止,研磨的具體操作方法、壓緊力的大小、加工的時間、下屑量的控制等主要工作指標(biāo)各生產(chǎn)廠也不盡相同。因此,對鋁合金薄壁環(huán)形件研磨方法的研究就顯得極其重要。
1.研磨中常見問題及分析
研磨通常情況下由鉗工來完成加工,操作者首先將煤油與金剛砂的混合物涂覆在轉(zhuǎn)動的研磨盤上;待混合物延展均勻后將零件平穩(wěn)地放置在旋轉(zhuǎn)的研磨盤上,雙手壓緊零件,并沿著研磨盤旋轉(zhuǎn)方向做圓周運(yùn)動進(jìn)行研磨。待一定時間后研磨完畢,取下零件并進(jìn)行清洗及測量。測量時若發(fā)現(xiàn)零件的研磨狀態(tài)未能達(dá)到圖紙規(guī)定的技術(shù)要求,則需重新研磨,直至滿足圖紙要求。
研磨時零件常出現(xiàn)的問題有:
(1)零件局部點凹陷:使用平臺塞尺法檢查零件研磨質(zhì)量時,發(fā)現(xiàn)零件存在有規(guī)律的局部點凹陷,圖紙規(guī)定的塞尺可以通過零件與平臺的接合面;
(2)零件研磨面與其他表面的平行度較差:使用三坐標(biāo)等方法檢查零件研磨質(zhì)量時,發(fā)現(xiàn)零件存在較明顯的傾斜現(xiàn)象,研磨后的表面與其他基準(zhǔn)面間的平行度超差;
(3)部分零件研磨不到位,出現(xiàn)欠研磨現(xiàn)象:使用著色法檢查零件研磨質(zhì)量時,發(fā)現(xiàn)部分零件著色面積不達(dá)標(biāo)。
經(jīng)過現(xiàn)場大量驗證與分析發(fā)現(xiàn),造成以上問題的主要原因有:零件在研磨的過程中,受到的壓緊力不均勻,有壓緊的部位研磨量大,無壓緊的部位研磨量小。每個零件的具體研磨時間往往為操作者的經(jīng)驗值,該經(jīng)驗值雖然能滿足大部分零件的研磨要求,但對個別研磨前狀態(tài)較差的零件,沒能起到足夠的校正作用,因而導(dǎo)致該類零件出現(xiàn)欠研磨現(xiàn)象。
2.優(yōu)化方案的制定
通過上述分析可知,造成研磨后的零件質(zhì)量不穩(wěn)定的因素歸納起來主要有以下3點:
(1)零件研磨過程中所受的壓緊力分布不均;
(2)每個零件在研磨時所受的壓緊力大小不固定;
(3)每個零件的研磨時間不固定。
1.優(yōu)化研磨壓緊工裝
本試驗新工裝設(shè)計時采用了6點壓緊結(jié)構(gòu),該結(jié)構(gòu)在工裝自重的作用下將壓緊力均勻地施加在各個腳點上,進(jìn)而實現(xiàn)了零件的均勻受力,該工裝在砝碼的重力作用下,將壓緊力均勻施加在4個腳點上。由于是點受力,即便零件上端面平面度狀態(tài)不好,也不影響研磨時零件的均勻受力。
2.優(yōu)化研磨壓緊力
壓緊力的大小可以通過放置在夾具上的砝碼數(shù)量來進(jìn)行調(diào)整。針對相同零件,在相同的研磨時間下,調(diào)節(jié)工裝上砝碼的數(shù)量,觀察不同壓緊力下零件的研磨質(zhì)量,從而得到最優(yōu)壓緊力。
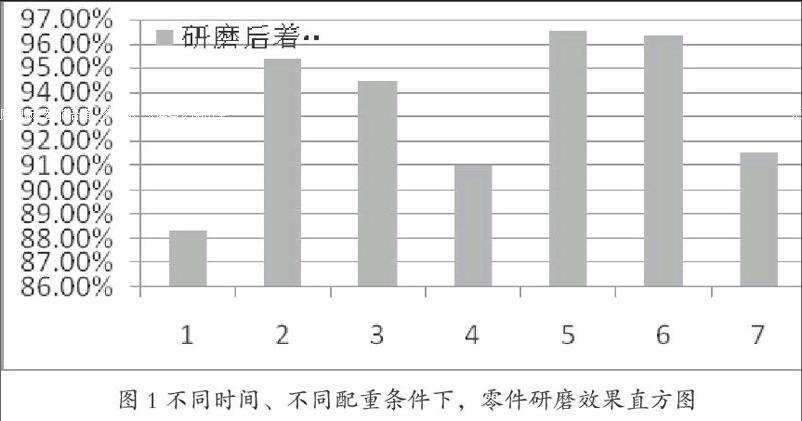
3.優(yōu)化研磨時間
與優(yōu)化壓緊力的方法相似,針對相同零件,在相同的壓緊力下,調(diào)整零件的研磨時間,觀察不同時間下零件的研磨質(zhì)量,從而得到最優(yōu)研磨時間,如圖1所示。
4.優(yōu)化方案的實施
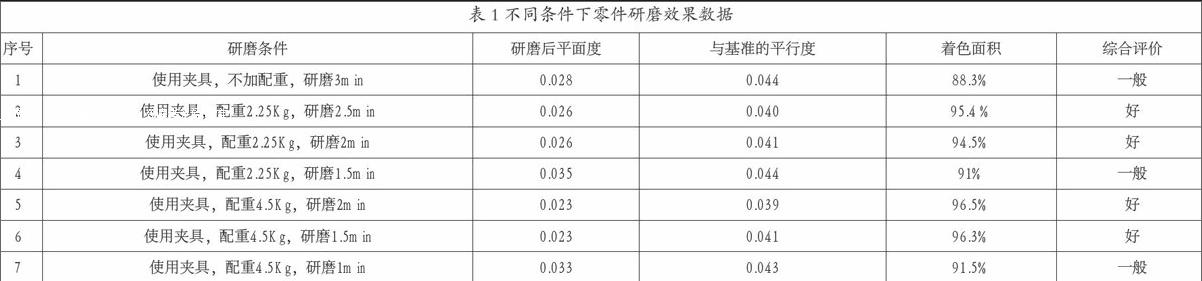
此次試驗所使用的壓緊工裝自重1.5kg,試驗時以不加配重、增加2.25kg砝碼、4.5kg砝碼三組重量數(shù)據(jù),以30s為時間間隔進(jìn)行多條件研磨對比試驗。每種條件下研磨10個零件,研磨后記錄零件的平面度、與基準(zhǔn)面的平行度以及著色面積,取其平均值作為該條件下的研磨結(jié)論,進(jìn)而給出研磨質(zhì)量的綜合評價。
通過上述幾組數(shù)據(jù)對比分析發(fā)現(xiàn):
(1)由于零件受到均勻壓緊力,研磨后的平面與基準(zhǔn)面間的平行度能夠保證在一個合理范圍內(nèi);
(2)壓緊力相同時,隨著研磨時間的增加,零件研磨質(zhì)量越好,研磨狀態(tài)越穩(wěn)定;
(3)研磨時間相同時,隨著壓緊力的增大,零件研磨質(zhì)量越好,研磨狀態(tài)越穩(wěn)定。
由于目前研磨操作還依然依靠操作者手工來完成,在得到較好研磨狀態(tài)的同時,還要綜合考慮零件的加工效率及操作者的勞動強(qiáng)度等因素。
綜合以上原因,針對此次試驗所使用的零件得出:該零件在使用夾具、配重2.25kg、研磨時間2.5min的情況下零件的研磨狀態(tài)最為理想。為進(jìn)一步驗證該結(jié)論,現(xiàn)場選取30件零件在該條件下進(jìn)行研磨,其研磨效果均能滿足圖紙技術(shù)要求。
結(jié)語
鋁合金薄壁環(huán)形件研磨過程中雖然會面臨諸多問題,但通過合理地優(yōu)化壓緊工裝,選取適當(dāng)?shù)膲壕o力及研磨時間,就能夠有效地控制零件的研磨質(zhì)量。同時,利用此次對比試驗的方法,也能為其他結(jié)構(gòu)件的研磨提供驗證思路,確定不同零件的最優(yōu)研磨條件,為今后研磨工藝的發(fā)展奠定基礎(chǔ)。
參考文獻(xiàn)
[1王金鳳.薄壁鋁合金的高速切削工藝研究[J].切削技術(shù),2006(10):21-24.
[2]何永利,段虹,王仲民.鋁合金高速切削表面粗糙度的試驗研究[J].機(jī)械設(shè)計與制造,2006(1):117-118.endprint
猜你喜歡
新教育時代·教師版(2016年23期)2016-12-06 05:29:19
考試周刊(2016年89期)2016-12-01 13:41:41
企業(yè)技術(shù)開發(fā)·中旬刊(2016年10期)2016-11-12 15:08:53
中國科技博覽(2016年19期)2016-10-19 13:03:52
中國市場(2016年36期)2016-10-19 04:14:26
科學(xué)與財富(2016年28期)2016-10-14 23:20:42
科學(xué)與財富(2016年28期)2016-10-14 22:30:32
科學(xué)與財富(2016年28期)2016-10-14 19:49:55
科學(xué)與財富(2016年28期)2016-10-14 19:19:33
企業(yè)導(dǎo)報(2016年6期)2016-04-21 16:23:01
