316L不銹鋼槽的小直徑銑刀高速銑削工藝研究
2017-12-01 08:36:02毛丹丹陳遠(yuǎn)玲闕燚彬
河池學(xué)院學(xué)報(bào) 2017年5期
毛丹丹,陳遠(yuǎn)玲,闕燚彬
(1.柳州職業(yè)技術(shù)學(xué)院 機(jī)電工程學(xué)院,廣西 柳州 545006,2.廣西大學(xué) 機(jī)械工程學(xué)院,廣西 南寧 530004)
316L不銹鋼槽的小直徑銑刀高速銑削工藝研究
毛丹丹1,陳遠(yuǎn)玲2,闕燚彬1
(1.柳州職業(yè)技術(shù)學(xué)院機(jī)電工程學(xué)院,廣西柳州545006,2.廣西大學(xué)機(jī)械工程學(xué)院,廣西南寧530004)
通過多因素正交實(shí)驗(yàn)方法,借助SPSS軟件建立316L不銹鋼窄槽小直徑銑刀高速銑削的最大切削合力回歸經(jīng)驗(yàn)公式,可以對(duì)高速銑削316L不銹鋼窄槽加工所選刀具(小直徑)的銑削合力進(jìn)行提前估算。論文介紹了具體方法和步驟,所得回歸經(jīng)驗(yàn)公式通過了顯著性驗(yàn)證。
小直徑銑刀;高速銑削;316L不銹鋼;切削力;經(jīng)驗(yàn)公式
0 引言
316L不銹鋼是淡化海水工程領(lǐng)域設(shè)備所用液壓元器件的常用材料,由于較強(qiáng)的黏附性和銑削時(shí)產(chǎn)生的較大沖擊、振動(dòng),銑刀的損耗非常嚴(yán)重。當(dāng)前,不銹鋼窄槽的小直徑高速加工技術(shù),國內(nèi)外學(xué)者鮮有研究。所以,通過進(jìn)行316L不銹鋼窄槽的小直徑銑刀進(jìn)行高速銑削的加工實(shí)驗(yàn)并得出切削力回歸經(jīng)驗(yàn)公式,對(duì)優(yōu)化不銹鋼窄槽加工的切削參數(shù)、提高其加工效率和降低加工成本等方面具有重要的意義。
1 實(shí)驗(yàn)條件
1.1 加工設(shè)備
實(shí)驗(yàn)選用主軸最高轉(zhuǎn)速為24 000 rpm的Fanuc加工中心機(jī)床(見圖1所示);選用刃口直徑為2 mm,刀柄直徑為4 mm的鈦鋁涂層鎢鋼硬質(zhì)合金平底銑刀(兩刃)。
1.2 數(shù)據(jù)采集設(shè)備
數(shù)據(jù)采集設(shè)備包括電荷放大器(YE5850)、壓電式銑削測(cè)力儀(YDX-III9702)、數(shù)據(jù)采集軟件數(shù)據(jù)采集卡和計(jì)算機(jī)組成。選用的銑削測(cè)力儀可測(cè)出任意方向力的三個(gè)相互正交的分量,具有高靈敏度、高剛度、高固有頻率等特性。
設(shè)備使用要求:測(cè)試前,首先給電荷放大器(見圖2)和測(cè)力儀設(shè)置地線,并參照說明書結(jié)合實(shí)驗(yàn)數(shù)據(jù)對(duì)電荷放大器進(jìn)行調(diào)試,選擇適當(dāng)?shù)牧砍毯蜋n位。由于進(jìn)行的是小直徑刀具(兩刃)小切深高速銑削實(shí)驗(yàn),所測(cè)數(shù)據(jù)應(yīng)在100 N以內(nèi),通過公式換算,數(shù)據(jù)采集軟件選取5 kHz的采樣頻率。
圖1 加工中心(Fanuca-t14iFlb)

圖2 電荷放大器(YE5850)
1.3 實(shí)驗(yàn)材料
實(shí)驗(yàn)材料為316L不銹鋼,尺寸規(guī)格:120 mm×70 mm×48 mm。
2 槽加工實(shí)驗(yàn)方案及數(shù)據(jù)處理
2.1 槽加工實(shí)驗(yàn)方案
根據(jù)分析確定對(duì)3個(gè)切削參數(shù)(切削速度、進(jìn)給速度、軸向切深)對(duì)工件切削合力產(chǎn)生的影響通過正交實(shí)驗(yàn)和回歸分析法進(jìn)行研究[1]。實(shí)驗(yàn)選用四因素三水平實(shí)驗(yàn),實(shí)驗(yàn)參數(shù)如表1及表2(27組)所示,為得到科學(xué)的不銹鋼窄槽的小直徑銑刀高速銑削的切削合力回歸模型,因素的水平是通過單因素實(shí)驗(yàn)選定的。
表1 槽加工同側(cè)銑正交實(shí)驗(yàn)參數(shù)表

因素 水平 切削速度/V軸向切深/Ap每齒進(jìn)給量/Fz18000600102100008001531200100020
2.2 數(shù)據(jù)處理方法
由三向石英測(cè)力儀測(cè)得X,Y,Z方向的切削合力信號(hào),每組參數(shù)組合進(jìn)行3次重復(fù)銑削實(shí)驗(yàn)(銑削方式為順序),最終將3次實(shí)驗(yàn)值取平均得到切削合力值[2]。
3 實(shí)驗(yàn)結(jié)果
根據(jù)單因素分析及正交實(shí)驗(yàn)表選定原則,決定選用四因素三水平L27(313)正交實(shí)驗(yàn)表,依次單獨(dú)進(jìn)行槽加工實(shí)驗(yàn),研究切削參數(shù)對(duì)切削合力的影響,最終建立銑削力的回歸經(jīng)驗(yàn)公式[3]。實(shí)驗(yàn)參數(shù)以及實(shí)驗(yàn)分析結(jié)果如表2所示。
表2 槽加工L27(313)正交實(shí)驗(yàn)參數(shù)安排表及實(shí)驗(yàn)結(jié)果分析
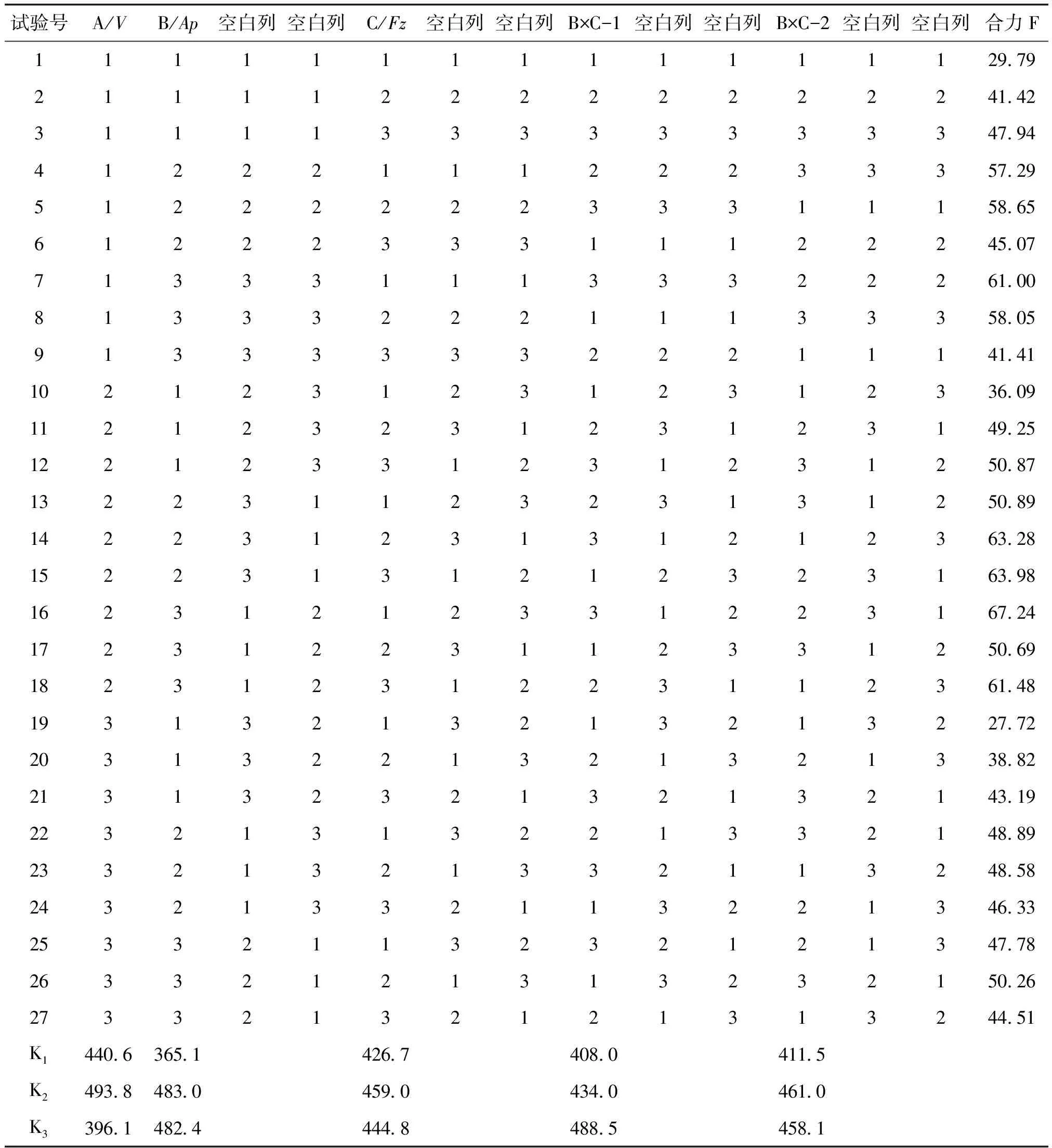
試驗(yàn)號(hào)A/VB/Ap空白列空白列C/Fz空白列空白列B×C-1空白列空白列B×C-2空白列空白列合力F111111111111112979211112222222224142311113333333334794412221112223335729512222223331115865612223331112224507713331113332226100813332221113335805913333332221114141102123123123123360911212323123123149251221233123123125087132231123231312508914223123131212363281522313121232316398162312123312231672417231223112331250691823123122311236148193132132132132277220313221321321338822131323213213214319223213132213321488923321321332113248582432133211322134633253321132321213477826332121313232150262733213212131324451K144063651426740804115K249384830459043404610K339614824444848854581
注:A為切削速度,B為軸向切深,C為每齒進(jìn)居量。
4 回歸模型經(jīng)驗(yàn)公式的建立
假設(shè)變量y與x的關(guān)系設(shè)為P次多項(xiàng)式,則多項(xiàng)式的模型為:
yi=β0+β1xi+β2xi2+…+βpxip+εi(i=1,2,…,n)
(1)
用不同的線性項(xiàng)來替代非線性項(xiàng),就可通過多元線性回歸分析來解決。即令
xi1=xi,xi2=xi2,…,xip=xip則式(1)化為
yi=β0+β1xi1+β2xii2+…+βpxiip+εi(i=1,2,…,n)
(2)
多元多項(xiàng)式回歸問題同樣也可以通過轉(zhuǎn)化為多元線性回歸問題來解決。
本文中,由于事先分析銑削合力與切削速度、進(jìn)給速度、軸向切深的指標(biāo)之間的回歸曲線類型未知,因此,決定先采用多項(xiàng)式逼近,建立完全二次多項(xiàng)式模型

(3)
其中y為實(shí)驗(yàn)的合力值F,xi(i=1,2,3)為實(shí)驗(yàn)的3個(gè)考察指標(biāo)因素;系數(shù)βi表示xi的線性效應(yīng),βii表示xi的二次效應(yīng),βij表示xi與xj的交互作用效應(yīng)。
應(yīng)用SPSS軟件統(tǒng)計(jì)分析結(jié)果,得到銑削合力F與切削速度、進(jìn)給速度、軸向切深3個(gè)因素的回歸模型:
y=-349.24+4.07x1+3 920x2+5 335.67x3-0.021x12-16 445.83x22-64 183.33x2x3
(4)
為了進(jìn)一步驗(yàn)證該模型能否準(zhǔn)確描述變量y與3個(gè)因素的關(guān)系,還需對(duì)回歸模型(4)以及各個(gè)變量進(jìn)行顯著性檢驗(yàn)[4]。
5 回歸模型的顯著性檢驗(yàn)
前面所建立的經(jīng)驗(yàn)概率模型,區(qū)分不了實(shí)驗(yàn)過程中由于實(shí)驗(yàn)條件的改變而導(dǎo)致實(shí)驗(yàn)誤差引起的數(shù)據(jù)波動(dòng),對(duì)實(shí)際結(jié)果的擬合程度需采用方差分析對(duì)該模型進(jìn)行顯著性檢驗(yàn)。方差分析基本思想是將總的離差平方和QT分解為回歸平方和QA和剩余平方和QE兩部分來構(gòu)造F統(tǒng)計(jì)量,并作F檢驗(yàn),從而判斷各因素對(duì)實(shí)驗(yàn)結(jié)果的作用是否顯著。
(5)
(6)
(7)
F表達(dá)式為:
(8)
其中:n代表實(shí)驗(yàn)組數(shù),r代表實(shí)驗(yàn)因素個(gè)數(shù),根據(jù)實(shí)驗(yàn)安排,已知n=27,r=3。
代入運(yùn)算式(5)—式(8)可得顯著性檢驗(yàn)結(jié)果如表3所示。
表3 回歸模型顯著性檢驗(yàn)表

模型平方和自由度均方FP回歸20685226344754129600000殘差5320212026601總計(jì)260054226
模型的決定系數(shù)R2=0.795,說明y的79.5%可以由模型確定。
回歸模型的F統(tǒng)計(jì)量=12.96gt;F0.01(6,20)=3.87,顯著性檢驗(yàn)的P值=0.000,遠(yuǎn)小于顯著性水平0.01,說明所建立的切削力的經(jīng)驗(yàn)預(yù)測(cè)模型顯著,能夠較好地預(yù)測(cè)切削力。
然后,對(duì)模型中各個(gè)變量的系數(shù)進(jìn)行顯著性檢驗(yàn),得到表4所示結(jié)果。
表4 回歸模型系數(shù)顯著性檢驗(yàn)表
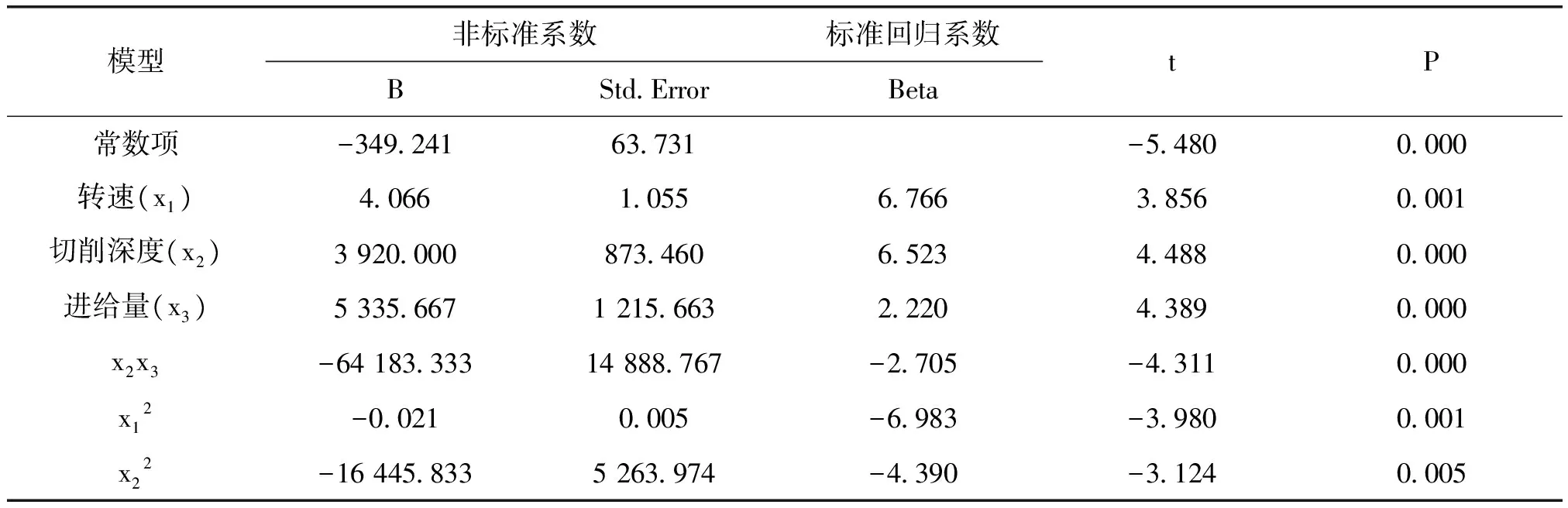
模型非標(biāo)準(zhǔn)系數(shù)標(biāo)準(zhǔn)回歸系數(shù)BStdErrorBetatP常數(shù)項(xiàng)-34924163731-54800000轉(zhuǎn)速(x1)40661055676638560001切削深度(x2)3920000873460652344880000進(jìn)給量(x3)53356671215663222043890000x2x3-6418333314888767-2705-43110000x12-00210005-6983-39800001x22-164458335263974-4390-31240005
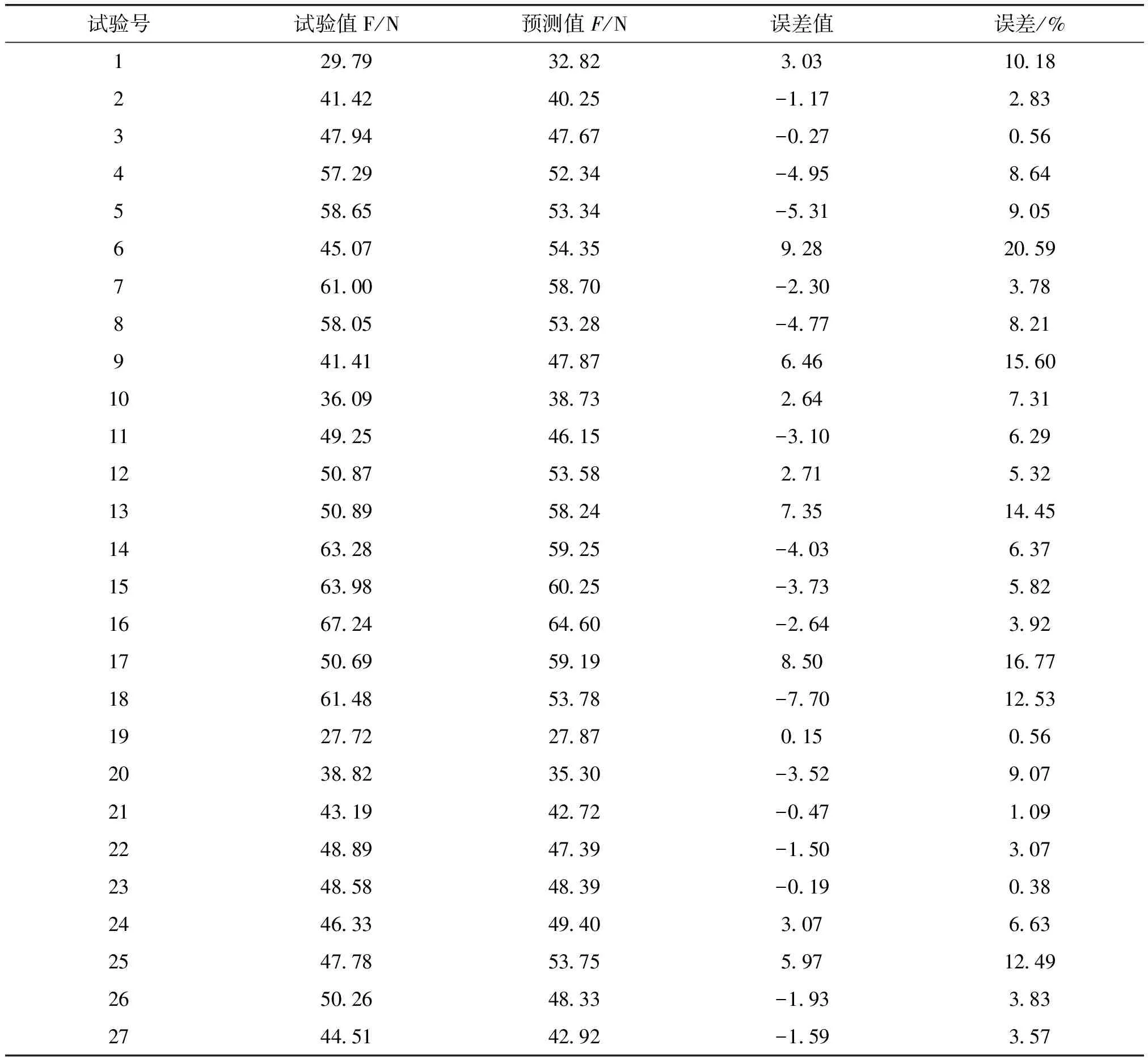
表5 預(yù)測(cè)模型誤差分析表
試驗(yàn)號(hào)試驗(yàn)值F/N預(yù)測(cè)值F/N誤差值誤差/%1297932823031018241424025-117283347944767-027056457295234-495864558655334-5319056450754359282059761005870-230378858055328-477821941414787646156010360938732647311149254615-3106291250875358271532135089582473514451463285925-4036371563986025-3735821667246460-264392175069591985016771861485378-770125319277227870150562038823530-3529072143194272-0471092248894739-1503072348584839-0190382446334940307663254778537559712492650264833-1933832744514292-159357
從表4可知,各個(gè)變量的顯著性檢驗(yàn)的P值均小于0.05,各個(gè)變量都顯著。進(jìn)一步說明了建立的模型的合理性。
運(yùn)用切削合力回歸模型計(jì)算預(yù)測(cè)值,比較該模型的預(yù)測(cè)值與實(shí)際實(shí)驗(yàn)結(jié)果誤差如表5所列。從誤差分析表可以看出,有20組參數(shù)組合預(yù)測(cè)誤差均限制在10%的范圍以內(nèi),有6組參數(shù)組合預(yù)測(cè)誤差限制在10%~16.8%的范圍,可見本文所建立的切削合力預(yù)測(cè)模型預(yù)測(cè)較為準(zhǔn)確穩(wěn)定,可以用于316L不銹鋼槽加工切削合力的預(yù)測(cè)。
6 結(jié)語
本文通過正交實(shí)驗(yàn),建立了順銑316L不銹鋼窄槽的銑削小直徑高速銑削合力經(jīng)驗(yàn)公式,并進(jìn)行了顯著性驗(yàn)證。所得公式可以對(duì)加工生產(chǎn)中所選刀具(小直徑)高速銑削316L不銹鋼窄槽的銑削合力進(jìn)行提前估算,對(duì)優(yōu)化316L不銹鋼窄槽的銑削工藝參數(shù)、提高窄槽加工效率、降低加工成本有重要參考意義。
[1]王庭俊.不銹鋼的車削加工[J].金屬加工(冷加工),2008(2):89-91.
[2]白琨.超高速切削加工及其關(guān)鍵技術(shù)[J].新技術(shù)新工藝,2009(9):63-65.
[3]陳錦江,孫博,季景蘭,等.基于NSGA-Ⅱ算法的高速銑削參數(shù)多目標(biāo)優(yōu)化[J].機(jī)床與液壓,2016,44(19):56-58,177.
[4]張寶磊,熊藝文,王為慶,等.高速銑削TC4表面粗糙度預(yù)測(cè)模型研究[J].組合機(jī)床與自動(dòng)化加工技術(shù),2015(3):108-110.
2017-08-23
[責(zé)任編輯姚勝勛]
SmallDiameterCutterwithHighSpeedMillingCuttingResearchGrooveof316LStainlessSteel
MAODandan1,CHENYuanling2,QUEYinbin2
(1.CollegeofMechanicalandElectricalEngineering,LiuzhouVocationalamp;TechnicalCollege,Liuzhou,Guangxi545006;2.CollegeofMechanicalEngineering,GuangxiUniversity,Nanning,Guangxi530004,China)
This paper holds that through multi-factor orthogonal experiment,using SPSS software to establish a narrow groove small diameter stainless steel 316L high-speed milling cutter maximum cutting force regression empirical formula,high speed milling can be 316L stainless steel narrow groove processing the selected tool (small diameter) of the milling force can be estimated in advance. The paper introduces specific methods and steps,and passes a significant validation.
small mill;high-speed milling;316L stainless steel;cutting force;empirical formula
TH16
A
1672-9021(2017)05-00087-06
毛丹丹(1981-),湖南平江人,柳州職業(yè)技術(shù)學(xué)院機(jī)電工程學(xué)院講師,工程碩士,主要研究方向:機(jī)械設(shè)計(jì)與制造。
醫(yī)療器械及海水淡化工程所用316L不銹鋼的高速切削研究(KY2016LX516)。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
山東冶金(2019年1期)2019-03-30 01:35:32
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
