1548K聯合收割機軸承蓋拉深模具設計
2017-12-08 11:44:48姜冰
時代農機 2017年9期
姜 冰
(吉林工程職業學院 機電工程分院,吉林 四平 136001)
1548K聯合收割機軸承蓋拉深模具設計
姜 冰
(吉林工程職業學院 機電工程分院,吉林 四平 136001)
文章介紹一種聯合收割機軸承蓋的結構、成形工藝、二次拉深模具及工作原理,對該零件在實際生產中出現的邊緣褶皺、側壁拉裂問題分析后提出了解決的辦法。改進結果表明,提高農用機械零件生產的質量和精度,廢品率大大降低。
聯合收割機軸承蓋;拉深;模具設計
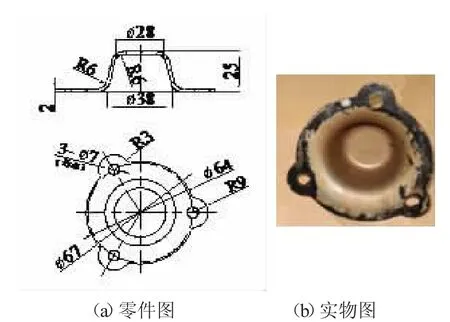
圖1 軸承蓋零件圖
圖1為四平市某企業生產的聯合收割機的軸承蓋,在生產中的批量較大,對表面質量也有較高要求,工藝要求其側壁無印痕,凸緣無起皺現象出現。軸承蓋采用厚度為2mm的碳鋼材料,經過落料、校平、拉深、修邊、沖孔等一系列工藝將圓形毛坯加工成型,在以上工序中,拉深工藝最為重要,決定了產品的質量好壞。在生產初期的拉深過程中,由于材料出現頸縮斷裂,產生起皺,合格率很低,僅為73.2%,不僅造成了浪費材料引起的高成本,而且對生產秩序也產生不良影響。使得產品組對和部件密封性受到嚴重影響。因此,提高該零件的生產質量是一個亟待解決的重要問題。
1 零件的成形工藝
該軸承蓋是帶凸緣的錐形拉深件,并且在凸緣上均布3個小孔。在確定毛坯直徑D時加有修邊余量,成形后要切邊,因此所需工序有落料、拉深、沖孔、切邊等工序。
(2)工藝方案。此軸承蓋成形的方案:落料、首次拉深復合——第二次拉深——沖孔、切邊復合。該工序有所集中,需用三套模具,模具結構較典型,制造、操作方便,定位精度能保證制件要求,能滿足生產批量要求,又能保證產品質量和模具結構的合理性。
2 模具結構及工作原理
(1)軸承蓋落料、首次拉深復合模結構設計及工作原理。如圖2所示,模具結構以橡膠板作為拉深件彈性卸料裝置,并兼有壓邊圈的作用。結構中采用廢料切刀,其作用是將廢料切開,以便于工藝廢料與落料凸模分離,省去對條料的卸料裝置。上模設計推件裝置。如圖2所示,該復合模工作過程:首先由落料拉深凸凹模8與落料凹模13對條料進行沖裁,完成落料。為了保證先落料再拉深,拉深凸模9的上平面比落料凹模13的上平面低1 mm.。接著由落料拉深的凸凹模8與拉深凸模9對已經落下的坯料進行拉深,由壓邊圈進行壓邊。在拉深即將結束前,廢料切刀將廢料切開,條料從落料拉深的凸凹模8上自動卸下。上模上行,拉深件在壓邊圈10的作用下,將拉深件往上推出,并跟隨著落料拉深的凸凹模8一起上行,接著由裝在上模中的推件塊7將拉深件推下,沖壓完成。
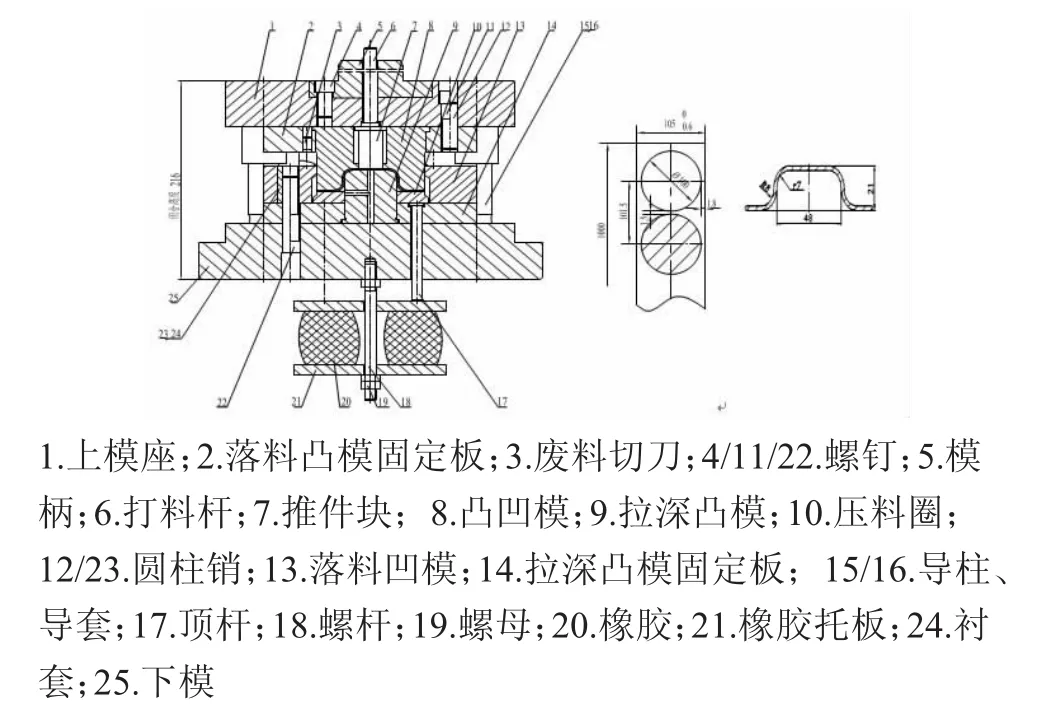
圖2 落料、首次拉深復合模
(2)軸承蓋二次錐形拉深模結構設計及工作原理。為了得到平整的凸緣和底面,此模具仍然采用彈壓式卸料結構,兼有壓邊圈的作用;同時上模采用推件裝置,兼有壓料作用。使毛坯拉深過程中始終處于在一個穩定的壓力之下。錐形拉深結束直接校形。如圖3所示。
(3)工作零件設計。①落料凹模。凹模輪廓尺寸為Φ200mm,結構如圖 4所示。技術要求:材料:CrWMn;熱處理:58~62HRC。②落料拉深凸凹模。采用整體式落料拉深凸凹模,安排落料拉深凸凹模在模架上的位置時,將落料拉深凸凹模中心與模柄中心重合。采用臺階加固定板固定,與固定板之間配合選用 H8/m7,結構如圖5所示。技術要求:材料:CrWMn;熱處理:60~62HRC。③首次拉深凸模。采用整體式安排拉深凸模在模架上的位置時,將凸模中心與模柄中心重合采用臺階加固定板固定,與固定板之間配合選用H8/m7,結構如圖6所示。技術要求:材料:CrWMn;熱處理:60~62HRC

圖3 錐形拉深模與制件
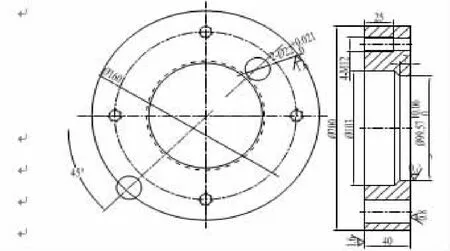
圖4 落料凹模
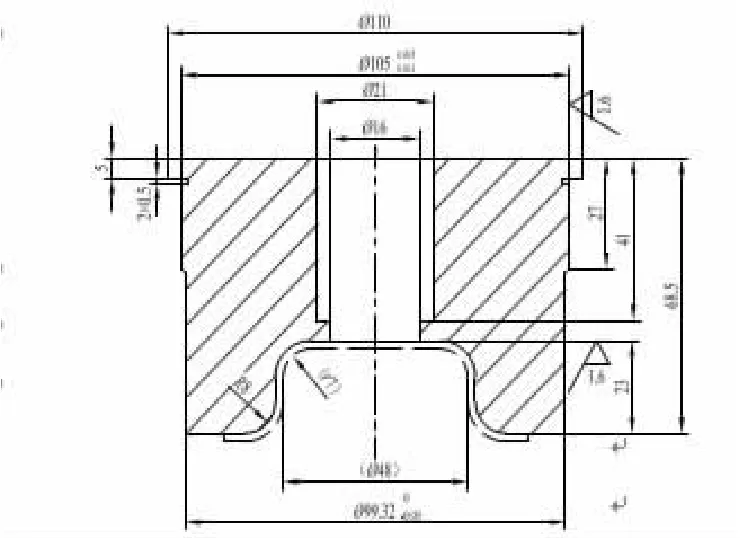
圖5 落料拉深凸凹模
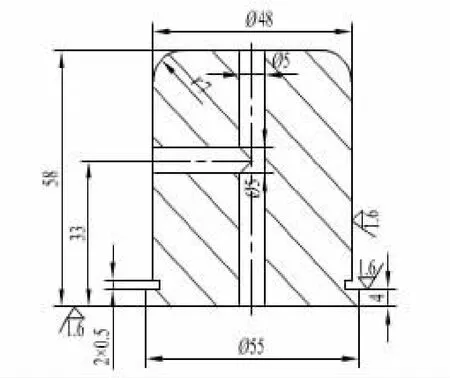
圖6 首次拉深凸模
(4)二次錐形拉深凸模。整體式結構,臺階加固定板固定與固定板之間配合選用H8/m7,如圖7所示。技術要求:材料:CrWMn;內尺寸按GB1800—79 IT9精度制造;熱處理:56~60HRC
(5)二次錐形拉深凹模。整體式構,臺階加固定板固定與固定板之間配合選用H8/m7,如圖8所示。技術要求:材料:CrWMn;()內尺寸按凸模相應尺寸配制,保證單面間隙2.0mm;熱處理:56~60HR
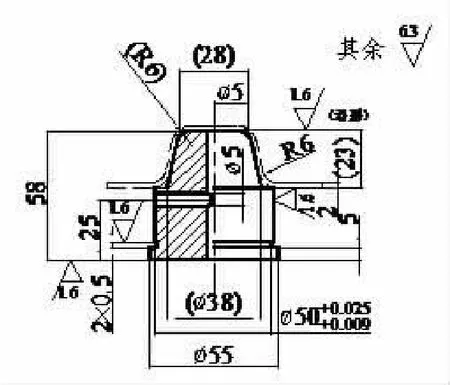
圖7 錐形拉深凸模

圖8 錐形拉深凹模
3 設計中注意的問題
(1)一次拉深有些時候無法滿足成形要求時,工件就已經被拉裂或者出現褶皺,這種情況在錐形件拉深加工時更易出現,這時就要分多次逐步對工件進行拉深從而保證工件質量。
(2)要選擇適合的拉深方案。在生產前筆者也考慮了以另外3個方案:①落料——首次拉深—第二次拉深——沖孔——切邊。②落料、首次拉深復合——第二次拉深、沖孔復合——切邊。③落料、首次拉深復合——第二次拉深、沖孔、切邊復合。
方案①的優點是模具結構簡單,制造周期短,壽命長,操作方便;缺點是工序分散,需要五套模具,生產率低。方案②也需用三套模具,但第二次拉深與沖孔復合時,由于采用正拉深,沖孔凸模伸出太長,安全穩定性欠佳,模具結構較方案②復雜。方案③工序集中程度較高,生產率高,只需兩套模具,但第二次拉深、沖孔、切邊復合的模具結構復雜、尺寸大,沖孔凸模安全穩定性欠佳,模具制造要求高,這又不符合農機零件生產的中的低成本特點。
(3)為了得到平整的凸緣和底面,模具采用彈壓式卸料結構,使條料在落料、拉深過程中始終處于在一個穩定的壓力之下,從而改善毛坯的變形穩定性,避免材料在切向應力作用下起皺。落料、頂件采用橡膠作為彈性元件。按沖裁模其零件設計中的橡膠設計來確定。
橡膠的自由高度為:
H自由=(3.5~4)H工作
H工作=19mm+5mm+1mm=25mm
H自由=(3.5~4)×25mm=87.5~100mm,取 H自由=95mm。
橡膠的裝配高度為:
H=(0.85~0.9)H自由=(0.85~0.9)×95+80.75~85.5mm,取H=83mm。
4 結語
本套模具已在生產中得到實際應用,該設計方案很大程度避免了起皺拉裂現象的出現,達到了92.9%的高合格率,大大提高了成形質量。該零件的成型工藝在達到設計圖紙上的技術要求的基礎上保證了組裝工作的順利進行,適合于粗狂型農機零件的生產。為農用機械產品中的圓錐形零件拉深成形中模具設計、工藝參數制定提供了實踐依據。
[1]楊關全,匡余華.冷沖壓工藝與模具設計2版[M].大連:大連理工大學出版社,2009.
姜冰(1982-),女,吉林四平人,工程碩士,主要研究方向:機械制造工藝、方法。
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農藥(2019年2期)2019-07-13 05:55:12
模具制造(2019年3期)2019-06-06 02:10:54
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現代企業(2015年9期)2015-02-28 18:56:50
石油化工應用(2014年8期)2014-03-11 17:40:03