淺談平地造船工藝流程
2017-12-11 08:32:14葛賽郭建杰張光鋒
廣東造船 2017年5期
關(guān)鍵詞:工藝流程
葛賽+郭建杰+張光鋒
摘 要:隨著全球造船技術(shù)的飛速發(fā)展,平地造船作為新興的現(xiàn)代化造船模式,已在國內(nèi)外各大船企應(yīng)用推廣。本文通過對(duì)平地造船模式的工藝流程進(jìn)行淺析,按我司平地造船工藝流程中六大主要環(huán)節(jié),闡述了平地造船新模式下的船舶建造工藝。
關(guān)鍵詞:平地造船;環(huán)段;平臺(tái)下水;工藝流程
中圖分類號(hào):U671.4 文獻(xiàn)標(biāo)識(shí)碼:A
Process of Platform Shipbuilding
GE Sai, GUO Jianjie, ZHANG Guangfeng
( Guangzhou Shipyard International Co., Ltd. Guangzhou 511462 )
Abstract: With the rapid development of global shipbuilding technology, platform shipbuilding, as a new modern shipbuilding mode, has been widely promoted in major shipbuilding enterprises both at home and abroad. Based on the statement and analysis of the technological process which consists of six major technologies in the platform shipbuilding mode, this paper describes the feasibility of the new ship construction technologies under the platform shipbuilding mode.
Key words: Platform shipbuilding; Circle mono-block; Platform launching; Process
1 前言
平地造船模式起源于韓國,隨后成為韓、日主流船企的主打造船模式。近年來,隨著國內(nèi)船舶制造業(yè)的快速發(fā)展,平地造船模式也成為國內(nèi)各大船舶企業(yè)重點(diǎn)推行的新型造船模式。
平地造船不同于傳統(tǒng)的船塢造船和船臺(tái)造船。平地造船模式能夠最大程度的適應(yīng)當(dāng)?shù)氐牡乩憝h(huán)境,減少船廠規(guī)劃建設(shè)的投資成本,產(chǎn)能建設(shè)成效顯著。平地造船模式打破了傳統(tǒng)造船模式下船舶建造資源的束縛,解放了船塢(船臺(tái))占用資源,突破了吊機(jī)限重的約束,提升了總組總段最大化的建造程度。平地造船模式最大化的實(shí)現(xiàn)了船舶陸地建造,在平地上可同時(shí)進(jìn)行多個(gè)環(huán)形總段的建造與合攏,將碼頭特涂工作完全提前至平臺(tái)建造階段完成,降低了船舶建造的平臺(tái)占用周期和碼頭占用周期,船舶建造流程整體前移,大大的提高了船舶建造效率。
本文簡(jiǎn)單介紹我司平地造船工藝流程中的六大核心環(huán)節(jié),代表了現(xiàn)階段國內(nèi)較為先進(jìn)的平地造船工藝,它關(guān)系到國內(nèi)平地造船技術(shù)的開創(chuàng)與發(fā)展。
2 平地造船工藝流程
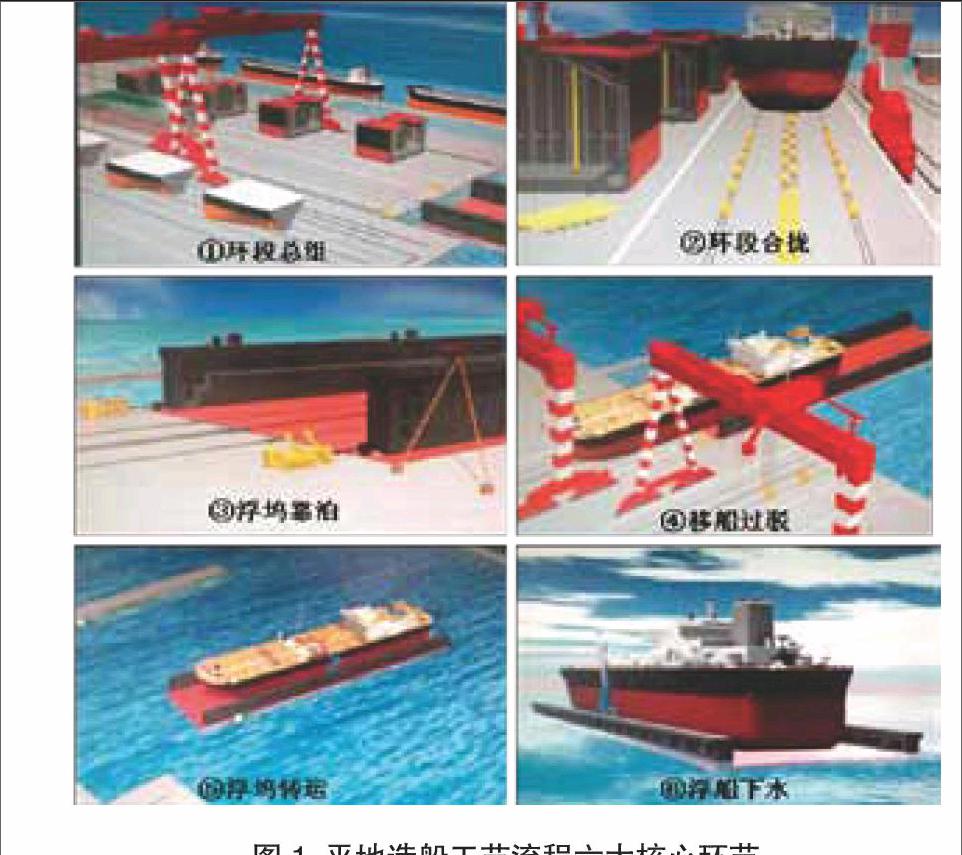
平地造船是指在陸地水平船臺(tái)上完成船舶整船建造,通過移船設(shè)備系統(tǒng)將船舶整體平移至半潛駁或浮船塢等下水設(shè)施,再借助半潛駁或浮船塢等下水設(shè)施自身下潛,最終實(shí)現(xiàn)建造船舶的起浮。平地造船工藝流程在分段制造和分段總組兩個(gè)常規(guī)環(huán)節(jié)中與傳統(tǒng)造船模式相似,平地造船工藝流程所區(qū)別于傳統(tǒng)造船流程的環(huán)節(jié)在于“環(huán)段總組”、“環(huán)段合攏”、“浮塢靠泊”、“移船過駁”、“浮塢轉(zhuǎn)運(yùn)”和“浮船下水”這六大后續(xù)環(huán)節(jié),恰恰這新形式的六大船舶建造環(huán)節(jié)結(jié)合了傳統(tǒng)模式下船舶建造的常規(guī)環(huán)節(jié),形成了平地造船獨(dú)特的工藝流程,如圖1所示。
2.1 環(huán)形總段總組
根據(jù)我司平臺(tái)線設(shè)備設(shè)施特點(diǎn),充分利用平臺(tái)線資源,創(chuàng)造性的提出了“2+n”建造方式。所謂“2+n”建造方式是指將載體船劃分為首、尾兩個(gè)半船和貨艙區(qū)n個(gè)環(huán)形總段的建造模式。首、尾兩個(gè)半船在平臺(tái)線上預(yù)搭載,貨艙環(huán)形總段在總組平臺(tái)上預(yù)搭載,然后利用模塊車等平臺(tái)線特有資源,將n個(gè)環(huán)形總段在平臺(tái)線場(chǎng)地進(jìn)行整體平移,實(shí)現(xiàn)平臺(tái)線上船舶總裝合攏。
“2+n”建造方式劃分原則是在滿足移船設(shè)備能力范圍的前提下,最大程度保證獨(dú)立艙室的完整性。在本階段需同時(shí)完成拉線望光、軸舵系安裝報(bào)驗(yàn)、首尾尖艙和壓載艙的涂裝及貨油艙的特涂、外板油漆涂裝等關(guān)鍵作業(yè)項(xiàng)目。
2.2 環(huán)形總段合攏
環(huán)形總段合攏包括“環(huán)形總段移位”和“環(huán)形總段合攏”兩部分內(nèi)容。通過利用SPMT模塊車配合將指定的環(huán)形總段移位至平臺(tái)線,與原本在平臺(tái)線上建造的首、尾短半船進(jìn)行總裝合攏,實(shí)現(xiàn)整船平臺(tái)線上總裝合攏。
2.2.1環(huán)形總段移位
環(huán)形總段移位需根據(jù)指定環(huán)形總段尺寸和重量等參數(shù),對(duì)指定環(huán)形總段進(jìn)行配車。SPMT模塊車配置需進(jìn)行液壓分組承載計(jì)算、運(yùn)輸牽引力計(jì)算、綁扎計(jì)算、運(yùn)輸穩(wěn)定性分析等,確定SPMT模塊車組縱列、軸線、PPU使用情況,最終得出SPMT模塊車組最大負(fù)荷、對(duì)地壓力和載荷率等數(shù)據(jù)。
環(huán)形總段移位工藝流程為:SPMT 進(jìn)場(chǎng)組裝調(diào)試→根據(jù)配車圖擺放枕木位置→SPMT組分別進(jìn)入指定位置→調(diào)整枕木位置→并車調(diào)試→模塊預(yù)頂升→根據(jù)每組液壓受力微調(diào)車板位置→確認(rèn)現(xiàn)場(chǎng)平移路線→頂升模塊→平移至指定地點(diǎn)→微調(diào)就位→到達(dá)就位位置后自卸→SPMT 退場(chǎng)。
環(huán)形總段移位定位是通過SPMT模塊車調(diào)整就位,利用 SPMT多轉(zhuǎn)向模式進(jìn)行設(shè)備左右對(duì)位,對(duì)位誤差為 ±20 mm。為了可以精確對(duì)位,需要提前在對(duì)位路線上設(shè)置 2 條定位線,SPMT 在轉(zhuǎn)彎后進(jìn)入對(duì)位路線,利用 SPMT 多轉(zhuǎn)向模式將設(shè)備首尾調(diào)整,在設(shè)備本體上設(shè)置垂線器,輔助調(diào)整左右位置。設(shè)備靠至對(duì)位環(huán)段邊后,再次利用 SPMT 多轉(zhuǎn)向模式進(jìn)行微調(diào),在確認(rèn)位置準(zhǔn)確后,利用 SPMT 液壓升降功能落支墩,SPMT退車。endprint
2.2.2環(huán)形總段合攏
首、尾半船和貨艙區(qū)環(huán)形總段建造完畢后,根據(jù)平臺(tái)建造策劃布置,載體船首部朝港池布置(首部先下水),首短半船先定位,然后貨艙區(qū)n個(gè)環(huán)形總段依次總裝合攏,最后合攏尾短半船。
整船總裝合攏使用平臺(tái)配套的三維移船小車進(jìn)行環(huán)形總段精確定位,三維移船小車具有頂升/下降、沿平臺(tái)預(yù)埋軌道自行走、橫移微調(diào)功能,通過微電腦計(jì)算并控制各臺(tái)小車行程,實(shí)現(xiàn)精準(zhǔn)定位。移船小車額定承載250 t/臺(tái),兩臺(tái)小車配合500 t鋼支架使用。
環(huán)形總段合攏流程:
(1)提前測(cè)量合攏口現(xiàn)場(chǎng)位及環(huán)形總段合攏端口數(shù)據(jù),輸入電腦做模擬搭載,并完成余量修割、對(duì)合線劃線等準(zhǔn)備工作;
(2)平臺(tái)線上按“載體船布墩?qǐng)D”提前布置好水泥墩及鋼支架,并基本調(diào)平;
(3)環(huán)形總段運(yùn)輸?shù)轿缓螅却侄ㄎ唬瑢h(huán)形總段調(diào)整至距離合攏工位前+100 mm、左右±30 mm范圍內(nèi),然后模塊車緩慢卸載將環(huán)形總段放置在水泥墩上,確保所有水泥墩均打緊受力,再將鋼支架抽空使其不受力,最后模塊車退出;
(4)三維移船小車行走至定位用的鋼支架正下方,緩慢頂起鋼支架,然后調(diào)整鋼支架位置使其對(duì)準(zhǔn)船體相應(yīng)位置,位置偏差不超過±20 mm;
(5)所有鋼支架位置調(diào)整完畢,移船小車卸載,按照分組方案對(duì)小車進(jìn)行聯(lián)通,并檢查確認(rèn),然后將移船小車位置輸入控制系統(tǒng);
(6)所有小車同步預(yù)頂升至油缸油壓3 MPa,檢查每臺(tái)小車的受力情況及液壓系統(tǒng)有無漏油,確保小車、鋼支架與船體相互接觸,記錄相關(guān)數(shù)據(jù);
(7)繼續(xù)同步頂升至移船小車總承載達(dá)到環(huán)形總段總重量的50%時(shí)停止,檢查每臺(tái)小車受力情況以及液壓系統(tǒng)是否正常,記錄相關(guān)數(shù)據(jù);
(8)繼續(xù)同步頂升至移船小車總承載達(dá)到環(huán)形總段總重量的75%時(shí)停止,檢查每臺(tái)小車受力情況以及液壓系統(tǒng)是否正常,記錄相關(guān)數(shù)據(jù);
(9)繼續(xù)同步頂升,直至鋼支架離地20 mm時(shí)停止,檢查每臺(tái)小車受力情況以及液壓系統(tǒng)是否正常,記錄相關(guān)數(shù)據(jù);
(10)小車同步頂升至鋼支架離地50 mm時(shí)停止,使用全站儀測(cè)量環(huán)形總段水平,通過移船小車三維調(diào)整功能將環(huán)形總段水平調(diào)整至公差范圍內(nèi);
(11)測(cè)量并調(diào)整環(huán)形總段角尺以及中心線偏差,通過移船小車橫移、行走功能調(diào)整角尺以及中心線至公差范圍內(nèi);
(12)移船小車同步向合攏口緩慢行走,直至距離合攏口約30 mm時(shí)停止;
(13)檢查測(cè)量對(duì)合線,使用全站儀測(cè)量環(huán)形總段自由端口的中心偏移以及角尺數(shù)據(jù),通過移船小車三維調(diào)整功能將各項(xiàng)數(shù)據(jù)調(diào)整至公差范圍內(nèi);
(14)最后同步行走,將環(huán)形總段靠攏,再次復(fù)核并調(diào)整中心、角尺、半寬、水平數(shù)據(jù);
(15)各項(xiàng)數(shù)據(jù)測(cè)量并調(diào)整完成后,同步下降小車至環(huán)形總段指定合攏高度;
(16)充分打緊水泥墩和所需鋼支架的墩木,檢查確認(rèn)后將移船小車同步卸載;
(17)最后測(cè)量、記錄定位精度數(shù)據(jù),確認(rèn)在公差范圍內(nèi),定位完畢;
(18)移船小車退出,同時(shí)將無用的鋼支架移走。
2.3 半潛駁靠泊
半潛駁靠泊前需在碼頭安裝鋼碰墊和軌道連接梁工裝。輔助工裝安裝完畢后,半潛駁尾部朝平臺(tái)線駁岸靠泊。按照預(yù)定系泊方案系帶系泊纜:在輔助拖輪協(xié)助下拋首八字錨,兩側(cè)各系帶三根鋼纜至駁岸電動(dòng)絞盤,尾錨拆除,鋼纜系帶至駁岸纜樁。調(diào)整半潛駁中線與岸上船臺(tái)中線對(duì)齊,收緊系泊纜;半潛駁拋錨與帶纜必須牢靠,在設(shè)定作業(yè)環(huán)境下安全完成過駁作業(yè)。
2.4 移船過駁
移船過駁時(shí)機(jī)選定在漲潮階段,退潮階段保持半潛駁與碼頭面平齊。半潛駁軌面預(yù)先高于碼頭軌面約 50 mm,產(chǎn)品船過駁過程中應(yīng)保證地面軌道與半潛駁上的軌道平直度,半潛駁尾部(碼頭側(cè))最大允許橫向錯(cuò)位±5 mm。產(chǎn)品船過駁全程使用全站儀等儀器進(jìn)行跟蹤測(cè)量。
產(chǎn)品船移船至碼頭前沿后,降速行走(0~3 m/min)開始移船過駁。在過駁過程中,實(shí)時(shí)調(diào)整半潛駁壓載,確保半潛駁軌道面與碼頭軌道面基本在同一水平面,高低誤差不超過±30 mm;半潛駁縱傾高差視小車過駁狀態(tài)而定,需保證小車頂升行程變化不超過50 mm,否則視情況決定是否需要重新調(diào)整水平。
過駁時(shí),按步驟在橫向每排小車過駁前、后(最前一組輪組剛好接觸或最后一組輪剛好離開軌道連接梁時(shí))記錄該小車實(shí)時(shí)承載數(shù)據(jù),其承載波動(dòng)不得超過15%,且不能超過設(shè)定的最大值,否則需暫停行走并重新檢查核實(shí)。
整船過駁至指定位置后停止,檢查鋼支架下方的墊板是否擺放到位、厚度是否滿足要求。
2.5 半潛駁轉(zhuǎn)運(yùn)
按拖輪方案將半潛駁拖航至指定塢坑/錨地,準(zhǔn)備拋錨作業(yè)。下水前,提前測(cè)量沉塢坑深度,確保滿足下潛要求。
半潛駁拖航至沉塢坑/錨地后, 輔助拖輪拖帶半潛駁四點(diǎn)錨。 半潛駁調(diào)整船位,使用手持 GPS 進(jìn)行定位確認(rèn),確保半潛駁位于沉塢坑范圍內(nèi),定位精度誤差不超過±2 m。
2.6 產(chǎn)品船出駁
產(chǎn)品船出駁包含半潛駁下潛作業(yè)和產(chǎn)品船出駁作業(yè)兩大部分。
2.6.1半潛駁下潛
(1)正式下潛前先預(yù)壓至待潛狀態(tài),半潛駁及貨物做好下潛前的檢查工作,半潛駁四個(gè)塔樓的纜繩帶至產(chǎn)品船適當(dāng)位置的纜樁。
(2)按照半潛駁下潛配載方案依次對(duì)各個(gè)艙室進(jìn)行加注壓載水,使半潛駁緩慢下潛,下潛時(shí)注意調(diào)整錨纜的松緊。下潛過程中按配載方案保持一定的縱傾,確保穩(wěn)性及強(qiáng)度均滿足要求,當(dāng)半潛駁承載甲板即將完全沒入水面時(shí),換用掃艙泵加水,使半潛駁緩慢下潛。
(3)下潛至產(chǎn)品船指定吃水后暫停加注壓載水,啟動(dòng)提前準(zhǔn)備的大功率水泵開始往產(chǎn)品船壓載艙加注壓載水,以調(diào)整產(chǎn)品船起浮后的浮態(tài)。
(4)產(chǎn)品船加完壓載水后繼續(xù)下潛,當(dāng)下潛到產(chǎn)品船即將起浮時(shí)關(guān)閉半潛駁主泵,換用掃艙泵加水,使半潛駁緩慢下潛,避免產(chǎn)品船起浮瞬間半潛駁失控。
(5)產(chǎn)品船起浮后,收緊四個(gè)塔樓帶至產(chǎn)品船的纜繩,以固定產(chǎn)品船;半潛駁繼續(xù)下潛至少 0.5 m,確保產(chǎn)品船充分脫離半潛駁。
2.6.2產(chǎn)品船出駁
(1)在半潛駁下潛前帶好出駁牽引用的纜繩至產(chǎn)品船(靠半潛駁尾端),下潛至產(chǎn)品船吃水一定深度后(起浮前)將牽引纜繩帶至拖輪。
(2)產(chǎn)品船起浮后,通過拖輪牽引將其從半潛駁兩個(gè)尾塔樓之間拖出。首塔樓絞車緩慢放送纜繩控制出駁速度,待產(chǎn)品船約 2/3 個(gè)船身拖出后,另外兩條輔助拖輪分別貼靠在產(chǎn)品船兩側(cè),然后解除首塔樓纜繩,產(chǎn)品船在前方拖輪的牽引及兩側(cè)拖輪的擺向下順利移船半潛駁。
(3)產(chǎn)品船在2~4艘拖輪的協(xié)助下, 直接拖航至指定碼頭泊位系泊停靠。
3 結(jié)束語
本文介紹了平地造船工藝流程中六大典型工藝環(huán)節(jié),通過利用平臺(tái)線專屬的移船設(shè)備和系統(tǒng),實(shí)現(xiàn)了“2+n”平臺(tái)建造方法。借助平臺(tái)線“2+n”建造模式,在半船和環(huán)形總段建造階段,完成了大部分舾裝作業(yè)的陸地安裝;在整船總裝合攏階段,完成了碼頭特涂等大型作業(yè)項(xiàng)目。平地造船工藝極大的提高了平臺(tái)利用率,縮短了平臺(tái)及碼頭周期,創(chuàng)造了產(chǎn)品船平臺(tái)、碼頭雙60天的驕人成績(jī)。
參考資料
[1] 顧桃芳. 淺談模塊化造船 [C]. 船舶模塊化設(shè)計(jì)與建造交流會(huì)論文集,
1997.
[2] 中國船級(jí)社 . 鋼質(zhì)海船入級(jí)規(guī)范(2009)[S].
[3] 張明華 . 精益造船模式研究 [M]. 中國經(jīng)濟(jì)出版社,2005 .
[4] 黃浩 . 船體工藝手冊(cè)(第三版)[M]. 國防工業(yè)出版社,2013 .
[5] 陳偉炯 . 船舶安全管理 [M]. 大連海事出版社 ,1998.endprint
猜你喜歡
中學(xué)生數(shù)理化·自主招生(2024年6期)2024-06-24 11:15:29
中學(xué)生數(shù)理化(高中版.高考理化)(2022年4期)2022-05-25 13:05:50
昆鋼科技(2021年2期)2021-07-22 07:47:04
昆鋼科技(2021年1期)2021-04-13 07:54:52
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2020年2期)2020-04-21 07:51:18
中學(xué)生數(shù)理化·高一版(2020年2期)2020-04-21 07:42:50
當(dāng)代化工研究(2016年7期)2016-03-20 16:21:56
求學(xué)·理科版(2016年1期)2016-02-29 15:34:46
現(xiàn)代制造技術(shù)與裝備(2015年4期)2015-12-23 10:20:22
湖南安全與防災(zāi)(2014年5期)2014-02-27 14:01:38