制動錐鼓鍛造工藝與模具設計
2017-12-13 00:57:57江榮忠武敦南航空工業江西景航航空鍛鑄有限公司
鍛造與沖壓 2017年23期
文/江榮忠,武敦南·航空工業江西景航航空鍛鑄有限公司
崔俊華·南昌航空大學航空制造工程學院
制動錐鼓鍛造工藝與模具設計
文/江榮忠,武敦南·航空工業江西景航航空鍛鑄有限公司
崔俊華·南昌航空大學航空制造工程學院
以電梯防墜安全器用的制動錐鼓(以下簡稱錐鼓)成形工藝開發為對象,分析了該型號錐鼓成形及工藝特點,設計鍛模結構、改善鍛件成形、提高模具壽命、降低模具制造成本。利用金屬塑性成形仿真軟件DEFORM-3D,對工藝進行仿真分析,仿真結果有效地驗證了工藝方案。基于模擬驗證的工藝和設計的模具進行生產試制,經檢測,錐鼓鍛件產品的尺寸及性能完全達到了設計要求。
隨著我國經濟的飛速發展和科技的進步,電梯隨著高層建筑的增多已經越來越普遍存在于我們的生活當中,電梯的安全問題越發的引起了人們的重視。防墜安全器(圖1)是電梯升降機配備的最重要的安全保護裝置,是在電梯超速下行或墜落時的最后一道安全保護措施。在電梯所有安全裝置失效的情況下,電梯呈自由落體狀態,當下降速度達到正常運行速度的1.6倍時,安全器動作,錐鼓鎖死,靠輸出齒輪與齒條制動,同時控制電路斷電。作為電梯的保安關鍵件,錐鼓原先為鑄件,曾在電梯墜落過程中破裂而失效過,現在逐步改為鍛件。
錐鼓的鍛造工藝性分析
錐鼓為精密模鍛件,尺寸精度較高、機械加工余量少。錐鼓屬具有深孔薄壁特征、形狀較復雜的肋腹鍛件。在主軸方向上截面形狀變化劇烈,因此,鍛造難度較大。鍛造過程中容易受到不均勻熱收縮變形、氧化皮影響,精化部位的非加工尺寸精度更難保證。
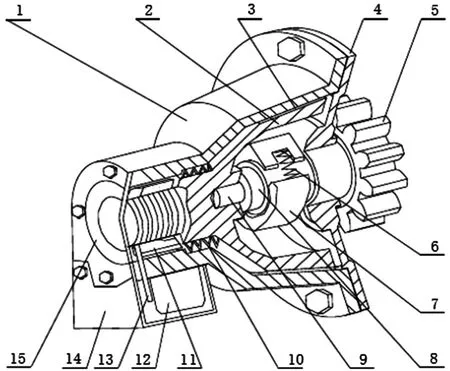
圖1 某型號防墜安全器構造簡圖
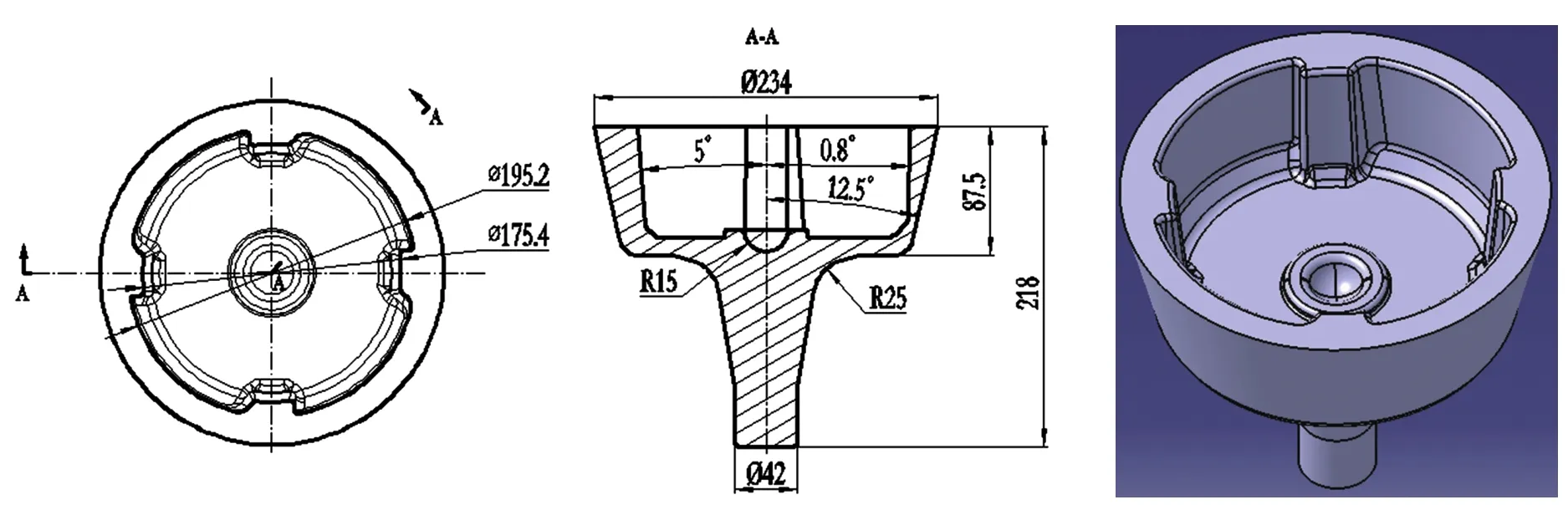
圖2 鍛件尺寸簡圖及三維造型
該鍛件分模面嚴格說是沖頭曲面,出模困難,鍛件容易粘在沖頭上。鍛造精度要求高,只能一火成形,沒有二火鍛造可能,因為錐鼓內壁的四個縱向鍵在二火很難重合,鍛造充填難度大。
模具設計及工藝制定
設備噸位的確定
螺旋壓力機的鍛造成形力計算可按下式計算:
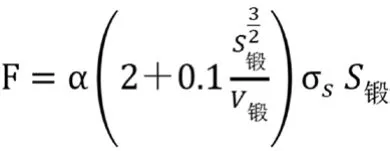
式中:
α-與模鍛方式有關的系數,開式模鍛該值為4;
F-螺旋壓力機成形力(N);
S鍛-包括毛邊在內的鍛件在分模面上的投影面積(mm2);
他很少接觸女孩子,青蘿算得上是他相對接觸最多的一個,但對方那大大咧咧的脾性,甚至比族中許多男孩還要強悍。
V鍛-鍛件體積(mm3);
σs-鍛件在終鍛溫度下的屈服極限(MPa),通常可用同溫度下的強度極限σb代替。
上式適用于打擊一次成形所需的設備噸位,若采用2~3次打擊成形,則應按計算值減少1/2。考慮在摩擦壓力機上只通過2次打擊成形,σs按終鍛溫度900℃取值55MPa;S鍛=57415mm2;V鍛≈1421000 mm3;把參數代入公式,經計算,F≈24860kN。故可選用2500t摩擦壓力機。
結構設計
⑴終鍛型腔。錐鼓為軸對稱變形的短軸類回轉體鍛件,可采用閉式溢毛邊模鍛鍛造。通過溢出少量毛邊,可以提高薄壁上口的成形條件,鍛件容易充滿。只設計終鍛型腔,直接鍛造成形。
⑵增加定位凸臺。鍛件為回轉體,在鍛件結構上缺少在模具型腔定位的結構,容易在鍛造過程中在下模內旋轉,在錐鼓內壁產生折疊。在分模面橋部位置設計定位凸臺耳朵(見圖3紅色標示位置)。后續在切邊工序,將增加的凸臺切除。
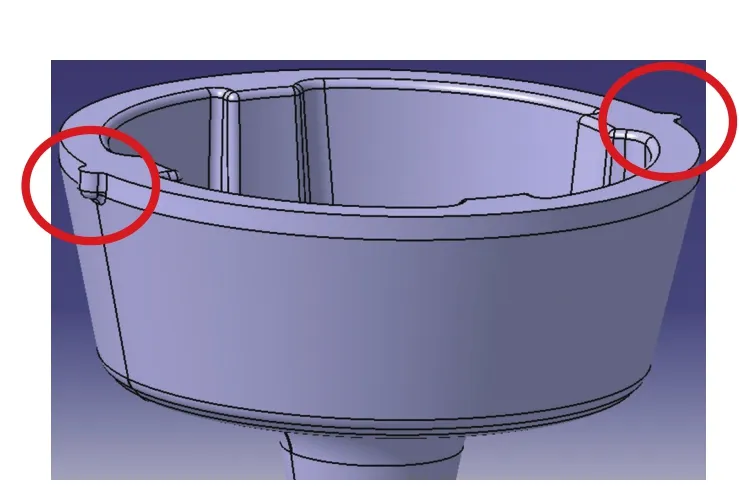
圖3 增加定位凸臺耳朵
⑶增加鑲塊結構。錐鼓的內壁為非加工面,產品質量要求高。而模具的沖頭部位,是材料流動的主要區域。因金屬變形流動,在模具表面產生激烈的摩擦,容易引起模具失效,造成鍛件的形狀、尺寸和表面質量不符合要求。將模具的沖頭用H13材料單獨做成鑲塊(見圖4)。H13材料在較高溫度時具有較好的強度和紅硬性,高的耐磨性等特點,能保證模具沖頭壽命。在模具出現失效時,更換方便,提高生產效率。而且將上模的沖頭做成鑲塊,能提高模具的加工效率,減少模具材料損耗。
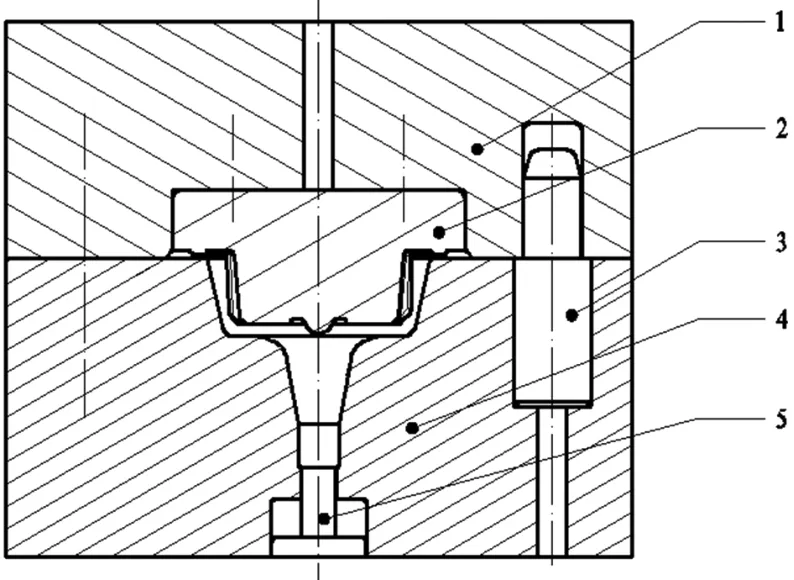
圖4 錐鼓模具簡圖
⑷增加桿部摩擦力。錐鼓壁厚較薄,內壁斜度為0.8°,生產過程中容易出現熱收縮而產生鍛件粘沖頭、出模困難等情況。造成生產中斷和模具提前失效等后果。考慮設備有頂出機構,可增加鍛件在下模型腔的摩擦力,讓鍛件粘在下模,由頂桿將鍛件頂出,即可解決粘上模的情況。將錐鼓下端的桿部的拔模斜度設計成-1°。在實際生產中,桿部的接觸面過小,阻力達不到預期效果。因此將錐鼓桿部恢復圖紙要求,內壁外側10mm位置的拔模斜度設計成-1°(圖5)。
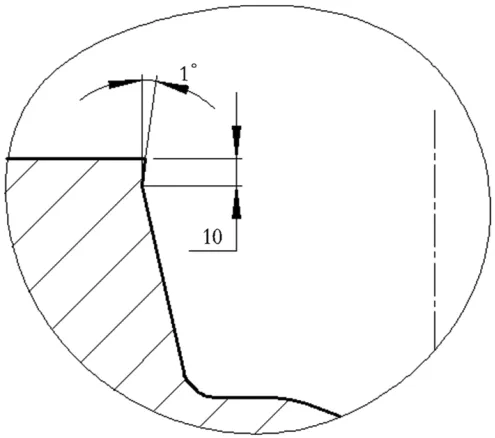
圖5 錐鼓下模優化部位結構簡圖
工藝制定
綜上分析結果,鍛造工藝方案:下料→中頻感應加熱→自由鍛鐓粗→模鍛→熱切邊→拋丸→熱處理→拋丸→檢測(硬度、力學性能、晶粒度、探傷等)。
模擬分析
利用金屬塑性成形仿真軟件DEFORM-3D,對工藝和模具進行仿真分析。模擬初始條件設置如下:錐鼓材料為4140;坯料規格為φ110mm×175mm;坯料溫度為1180℃;設備為2500t摩擦壓力機。坯料為塑性體,模具為剛性體;摩擦系數為0.3;坯料與空氣換熱系數取為0.02N/(s·mm·℃),模具與坯料之間的熱傳遞系數取為11N/(s·mm·℃),模具與空氣換熱忽略不計。
依次按工藝分兩階段進行模擬:一是自由鍛鐓粗至H=56mm;二是模鍛成形。
鐓粗階段成形簡單,現主要分析鍛造成形過程。由圖6可知,鍛造最大的成形載荷為2440t,2500t摩擦壓力機能滿足生產需要。仿真結果表明,采用現行的鍛造工藝方案和模具,模擬效果好,鍛件的模擬結果滿足要求。
分析圖6溫度分布可知,變形過程中,鍛模首先與坯料接觸,在鍛打初始階段,這部分坯料由于與模具接觸,熱損耗較大。鍛打結束后,錐鼓由正擠壓桿部和反擠壓錐鼓內壁等方式填充模膛。變形熱和摩擦產生的熱量較大補償了溫度損失,因此溫度下降較少。鍛打完成后,鍛件整體溫度仍然較高,毛邊溫度在900℃以上,能夠滿足后續熱切邊工藝對鍛件溫度的要求。
分析圖6鍛造載荷曲線可知,曲線可分為緩慢上升和急劇上升兩個階段,成形開始后鍛造載荷緩慢上升,直到接近成形終了時第二錘的載荷急劇上升,鍛打結束時最大載荷達到2440t。第一錘模擬結束時,坯料主要以擠壓方式充填模具型腔,在鍛造后期,變形金屬外流至毛邊橋部時會受到強烈的阻礙作用,載荷隨上模行程增大而急劇增大。

圖6 鍛造載荷及溫度曲線
圖7為錐鼓鍛造過程中坯料速度場分布圖。從圖中可以看出,坯料主要以擠壓方式成形,材料充填比較容易,在鍛造后期橋部附近的外流金屬受到強烈阻礙作用,轉而流向未充滿的錐鼓內壁上口的圓角部位。整個階段鍛件填充飽滿,質量良好。
工藝試制

圖7 鍛造過程中的速度場
實際生產過程,坯料經過自由鍛鐓粗后,在終鍛模型腔內經過2錘鍛打成形。模具投入使用后,該鍛件已經進入批量生產驗證,尺寸滿足圖紙要求,質量穩定,產品合格率達到99%以上,材料利用率達到88.5%。圖8所示為切邊工序結束后的產品實物和鍛件的晶粒度照片。

圖8 切邊后的產品實物和晶粒度照片
結論
⑴采用自由鍛鐓粗和模鍛相結合的工藝可一火成形精度要求高的錐鼓鍛件。
⑵采用數值模擬方法可以有效輔助鍛造工藝的設計,提高設計效率。
⑶模具易損部位采用鑲塊結構,可提高模具壽命,保證生產效率。
⑷采用負角設計拔模斜度,可防止鍛件粘模,提高模具壽命,保證生產效率。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
中國品牌(2019年10期)2019-10-15 05:57:12
世界農藥(2019年2期)2019-07-13 05:55:12
小學生學習指導(低年級)(2018年3期)2018-01-31 02:18:58
小學生時代·綜合版(2016年7期)2016-05-14 17:53:49
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
小說月刊(2015年11期)2015-04-23 08:47:36
小說月刊(2015年4期)2015-04-18 13:55:18
石油化工應用(2014年8期)2014-03-11 17:40:03
