差速器半軸齒輪沖孔切邊復合工藝探討
2017-12-13 00:57:58孟江濤洛陽華冠齒輪股份有限公司
鍛造與沖壓 2017年23期
文/孟江濤·洛陽華冠齒輪股份有限公司
差速器半軸齒輪沖孔切邊復合工藝探討
文/孟江濤·洛陽華冠齒輪股份有限公司
在差速器直齒錐齒輪生產的歷史中,其生產工藝經過了數次變革。二十世紀八十年代以前,差速器直齒錐齒輪大多沿用傳統的切削加工錐齒齒形,即采用格里森刨齒機刨齒成形,不僅浪費材料,而且生產效率極低;因而,進入二十世紀九十年代,精鍛直齒錐齒輪因具有節能、節材、結實耐用等優點,逐漸取代了傳統的切削齒輪,此先進工藝已被齒輪行業及采購商樂于接受,但精鍛直齒錐齒輪經過近二三十年的發展、提升,節約材料這一主題始終沒有達到最佳效果。
現在的精鍛直齒錐齒輪,其基本工藝為:下料→剝皮→一火兩鍛→冷切邊→拋丸→鉆內孔→車外輪廓→精車內孔→拉削內花鍵→清洗→熱處理滲碳淬火→拋丸→磨削安裝基準面。錐齒輪加工行業,一直在外輪廓機加工余量上下功夫,但此機加余量又受上下模具中心錯移量及鍛造設備上滑塊與導軌之間間隙所限,使得直齒半軸錐齒輪鍛坯徑向余量只能控制在1.5mm左右,而對于半軸齒輪的內孔材料,一直沒有得到有效利用,特別是對于大孔徑(φ50mm~φ70mm)齒輪,仍采用鉆削去除內孔原材料,這樣不僅加工效率低、鉆頭消耗高,而且也嚴重浪費原材料。
為了提高精鍛直齒錐齒輪的材料利用率及機加工(免鉆孔)效率,我們特意設計了一種半軸齒輪精鍛模(使得鍛造時內孔拉伸足夠深,連皮足夠薄且二次精鍛時使連皮軸向錯移,便于后序沖孔、切邊時,達到一次性先沖孔后切邊)。半軸齒輪精鍛模見圖1。
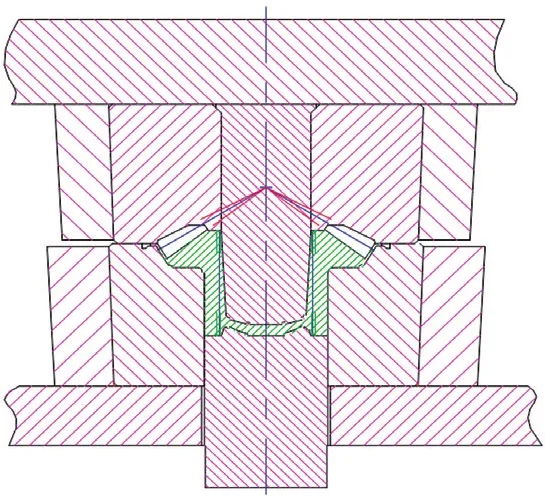
圖1 半軸齒輪精鍛模
差速器半軸齒輪經選料規格、一火兩鍛多次試鍛,終鍛造出節材、令人滿意的鍛件,其關鍵之處在于,二次精鍛時,不僅使漸開線直齒錐齒齒形精度得到了校正,齒輪鍛件內孔得到了進一步的拉伸,更重要的是鍛件內孔連皮在內孔進一步拉伸過程中產生了軸向錯移,使連皮處的金屬纖維遭到了破壞,更有利于后續沖孔切邊復合工序,同時達到沖去精鍛時齒輪的內孔連皮及開式鍛造外周產生的齒形飛邊。沖孔切邊復合模結構見圖2。
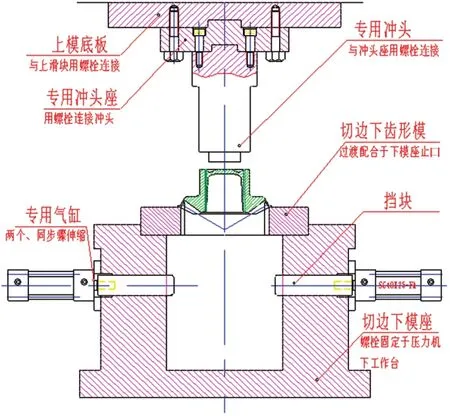
圖2 沖孔切邊復合模結構
該半軸齒輪沖孔切邊復合模,包括自上而下設置的沖孔裝置(上模底板、專用沖頭座、專用沖頭)、切邊裝置(切邊下齒形模、切邊下模座)、自動擋料裝置及電器等附件(行程開關、電磁閥、PLC裝置、氣源、通氣管道)。上模底板通過螺栓連接緊固于切邊壓力機的上滑塊上,專用沖頭座先與專用沖頭用螺栓連接牢靠,再用螺栓緊固于上模底板上,這樣切換產品時,僅需將專用沖頭座與專用沖頭一起卸下,調換專用沖頭后,作為一個整體連接于上模底板上,即完成了沖孔裝置的調換。切邊裝置中的切邊下齒形模外徑與切邊下模座上端的凹止口內徑屬小間隙配合。自動擋料裝置又含有兩個專用氣缸以及與之相連接的長方體擋塊。專用氣缸與長方體擋塊連接后,整體緊固于切邊下模座側壁上。最后將電器附件固定牢靠,線路連接規范,整個沖孔切邊復合模機構即大功告成。上述機構完成半軸齒輪的沖孔切邊,包括以下步驟:
步驟一:將已鍛造成形的齒輪鍛坯置于切邊下齒形模內,啟動壓力機,按下滑塊下行按鈕,滑塊開始下行,專用沖頭隨之下行,專用沖頭最下方的小端面先接觸齒輪鍛坯柄部沖孔連皮的上端面,沖孔裝置繼續下行完成沖孔工序。
步驟二:沖孔裝置繼續下行,專用沖頭的二層臺階與齒輪鍛坯柄部端面接觸,隨著沖孔裝置的繼續下行,齒輪鍛坯隨之下行,完成齒輪鍛坯外周齒形飛邊的切除工序,此時齒輪鍛坯和沖孔裝置整體繼續下行至壓力機的下死點。
步驟三:行程開關將信號通過PLC裝置傳遞給電磁閥,通過電磁閥控制專用氣缸的進、排氣,使得專用氣缸中的活塞桿被動伸出,使擋塊伸出(圖3)。
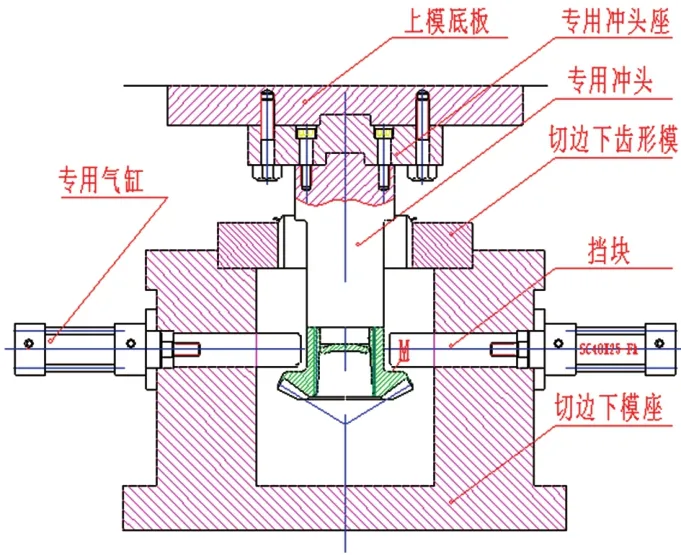
圖3 擋塊動作原理
步驟四:當沖孔裝置回升時,齒輪鍛坯瞬間也會隨專用沖頭回升,當齒輪鍛坯止推面與擋塊接觸時,擋塊將阻止齒輪鍛坯回升而使齒輪鍛坯與專用沖頭脫離,落入切邊下模座底部的緩沖墊上,而沖孔裝置繼續回升至壓力機的上死點。
步驟五:行程開關將信號通過PLC裝置傳遞給電磁閥,通過電磁閥控制專用氣缸的進、排氣,使得專用氣缸中的活塞桿被動縮回,使擋塊縮回。
本創新結構的有益效果在于:沖孔切邊復合模一方面能夠有效完成先沖孔后切邊而避免使專用沖頭嵌入齒輪內孔而無法拔出的被動局面;另一方面又能免除先沖孔引起的齒輪磕碰以及后切邊帶來的多工序作業,提高了機加工的生產效率。
通過本文所述的新型拉伸內孔精鍛差速器半軸齒輪及與之相關聯的沖孔切邊復合模機構的綜合運用于生產實踐,使精鍛半軸齒輪的原材料利用率提高了8%,減少了鍛造前加熱的電耗,更為關鍵的是省去了效率低、刀具消耗大的鉆孔工序,也排除了半軸齒輪機加工過程中的瓶頸工序,為半軸齒輪的順暢生產奠定了堅實基礎。因半軸齒輪屬規模化生產件,每月少則十數萬件,多則二十余萬件,由此產生的綜合經濟效益十分可觀。
