圓棒手動超聲波探傷靈敏度調整及缺陷定量評定
2017-12-21 09:02:11李金浩
山東冶金 2017年5期
李金浩
(山鋼股份萊蕪分公司 技術中心,山東 萊蕪271104)
圓棒手動超聲波探傷靈敏度調整及缺陷定量評定
李金浩
(山鋼股份萊蕪分公司 技術中心,山東 萊蕪271104)
手動超聲波探傷儀具有攜帶方便、使用靈活的特點,根據其探頭型號2.5P12可計算出近場區長度,利用聲壓發射規律可計算出Φ12~Φ72 mm圓棒需使用對比試塊法調整探傷靈敏度,Φ73~Φ310 mm圓棒可使用底波方式法調整探傷靈敏度。缺陷的定量評定采用當量計算法和對比試塊法評定。
圓棒探傷;手動超聲波探傷儀;靈敏度調整;缺陷評定
1 手動超聲波探傷儀
手動超聲波探傷儀具有攜帶方便、使用靈活的特點。在實踐中探傷靈敏度的調整以及缺陷定量分析對于被檢圓棒的探傷有重要影響。利用試塊方式調整檢測靈敏度的優點是有直觀的比較對象,特別是因為近場區的聲壓分布不均勻,只有使用一系列的試塊進行選擇對比才能較可靠地進行檢測。缺點是試塊的加工比較困難,而且在現場作業時也不便于攜帶。利用底波方式法調整檢測靈敏度的優點是方便快捷,無需攜帶大量的對比試塊,缺點是只有滿足探傷直徑處于遠場區的大規格圓棒才能使用此方法。
1)直探頭縱波探傷。指由直探頭單發單收,利用脈沖超聲波發射和接收來實現探傷目的。這主要是由圓棒的軋制工藝所決定的,由于在軋制過程中連鑄坯內部的缺陷主要沿金屬流線方向延伸,即缺陷沿軋制方向伸展,由此在軋材中缺陷的取向一般垂直于聲束,并使缺陷反射的聲波能夠到達探頭,從而易于發現缺陷[1]。在超聲檢測中,通常把兩個聲壓之比用常用對數值來表示,以便于表示與運算,并以分貝(dB)為單位。聲壓1與2之比:△dB=20lg(1/2)。檢測到的超聲波信號幅度與聲壓成正比,因此在超聲波檢測儀器上顯示的回波幅度1與2之比也是:△dB=20lg(1/2)。
2)超聲場的近場區與遠場區。圓盤聲源向自由場輻射時,聲源附近聲壓和質點速度不同相位的聲場稱為近場,在近場區域中中心軸線的聲壓分布是不均勻的,聲軸線上最后一個極大值點至聲源的距離稱為近場長度 。在近場長度范圍內,整個聲束軸線上存在聲壓極大值和聲壓極小值的波動。超聲場結構如圖1所示,探頭直徑d,近場區長度近似為=d2/4λ,近場區內的聲壓分布變化是不均勻的,即聲壓發射是無規律的[2],只有在遠場時,才能利用聲壓發射規律評估各種反射體的回波聲壓變化。當擴散聲束截面尺寸與聲源尺寸相等的那一點至聲源的距離約為進場區長度 的1.6倍,即在近場區末端進入遠場區的過渡點的距離。在遠場中,聲壓和質點速度同相位,聲壓隨著距離的增大按指數規律呈單調下降變化。
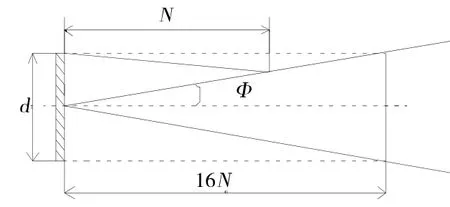
圖1 超聲場結構示意圖
2 探傷靈敏度調整
鋼中縱波速度通常取c=5 850 m/s,探頭型號2.5P12,頻率f=2.5 MHz,可計算出波長 λ=c/f,即λ=2.34 mm。根據近場區長度公式N=d2/4λ(d為探頭直徑),可求出N=15.38 mm。
當被檢圓棒直徑D,探頭直徑d以及棒材中的進場區長度N之間滿足下述關系:D≥3.7N和D≥d2/2時,可以對棒材如同有大平底面鍛件那樣采用底波方式法調整。已求出N=15.38 mm,可得出D必須同時滿足這兩個條件D≥3.7N=56.906 mm和D≥d2/2=72 mm。得出:當被檢測圓棒直徑D>72 mm時可以使用底波方式法調整探傷靈敏度[3]。
1)對比試塊法,適用于小尺寸以及處于近場區范圍檢測的情況。本研究探頭采用2.5P12型號,則規格為Φ12~Φ72 mm的圓棒需要用對比試塊法調整探傷靈敏度。
圓棒對比試塊結構如圖2所示,對比試塊的聲學性能應與被檢圓棒相同或相近,表面狀態及曲率相差不大(一般要求圓棒試塊與實際被檢圓棒直徑公差在±10 mm之內)。其平底孔的鉆制除孔徑準確外,特別要注意保證孔軸線應與圓棒直徑線重合且平底孔面與軸線垂直,孔內保持清潔。

圖2 圓棒對比試塊結構
調整探傷靈敏度時,把直探頭耦合在圓棒對比試塊的圓周面上,找出埋藏深度處于3/4D處找到平底孔最大回波,調整回波幅度至滿刻度的80%,然后在1/4D處找到缺陷最大回波,其缺陷最大回波不低于滿刻度的80%,以此為探傷靈敏度。
2)底波方式法,適用于遠場區情況,大尺寸檢測。實驗證明只要厚度>1.67倍近場長度時,應用回波聲壓公式計算的結果已經基本滿足檢測要求。Φ73~Φ310 mm圓棒適用于此方法,可使用聲壓發射定律計算。探頭在被檢測圓鋼上找到一次底波,將其回波幅度調整至基線50%,然后按照求得的△dB對探傷儀的增益按鍵增益△dB大小,以此為探傷靈敏度[4]。
采用底波方式調整起始靈敏度的基本原理,大平底面的回波聲壓:

平底孔的回波聲壓:

則對平底孔相對大平底的回波聲壓比取對數關系有如下關系式:

式中:XB為被檢圓棒直徑,mm;Xf為從探測面到發現缺陷的探測深度,mm;λ為被檢圓棒中的超聲波長,mm;Φ為要求發現缺陷的當量平底孔直徑,mm;當按照被檢圓棒直徑調整探傷靈敏度時,有XB=Xf。
例如采用2.5P12直探頭探傷Φ100 mm圓棒時,采用底波方式法,要求發現Φ2 mm平底孔直徑當量的缺陷,c=5 850 mm/s,f=2.5 MHz,得以求出λ=c/f=2.34 mm,Φ=2 mm,XB=Xf=100 mm。則:

將2.5P12直探頭耦合在圓棒探測面上,調整超聲波探傷儀的增益微調,使圓棒的第一次底面回波高度達到50%滿刻度作為基準波高,然后增益31 dB,此時已完成探傷靈敏度的調節,表示在圓棒底面Xf=100 mm處有Φ2 mm平底孔直徑當量的缺陷存在時,其回波高度可達到50%滿刻度基準波高。
底波方式調節探傷靈敏度的優點是直接利用被檢圓棒本身進行調整,不需要對比參考試塊,因此不必考慮被檢工件探測面的表面光潔度、材質衰減等因素,這些影響因素在以底波方式調整第一次底面回波時自動補償,從而避免了攜帶對比試塊不便、加工等麻煩。
3 缺陷定量分析
超聲波檢測中,為了能根據回波幅度大小評估缺陷大小,當被檢工件尺寸較小,落在超聲場的近場區范圍時,由于近場區內的聲壓分布變化不均勻,聲壓發射無規律,因此需要采用參考對比試塊進行比較評定,將發現的缺陷回波幅度與相同聲程的人工發射體回波幅度比較,得到人工發射體尺寸表示的缺陷當量大小。
在超聲場的遠場檢測時,由于圓棒尺寸較大不易于加工,而且搬運使用不方便,鑒于遠場中的聲壓隨著距離的增大呈單調下降變化,各種人工發射體的回波聲壓變化是有規律可循的,因此可以采用當量計算法來評定缺陷的當量大小。
3.1 對比試塊法
采用含有同聲程的標準幾何形狀人工反射體的對比試塊直接進行比較評定。在用對比試塊進行評定時,如果現有試塊上的人工發射體聲程與缺陷聲程不同,則采用插入法選擇試塊,即用于比較的人工反射體聲程應該大于等于缺陷聲程。大于是指與缺陷聲程最接近的。對比試塊法的優點是可以直接進行比較評定而不受近場區干涉的影響,對比結果直觀。缺陷埋藏深度位于D/4以內時,與D/4位置的平底孔比較;缺陷位于D/4~D/2時,與D/2位置的平底孔比較;缺陷位于D/2~3/4D時,與3/4D位置的平底孔比較。
3.2 當量計算法
當采用底波方式法調整時,其定量方法可用當量計算法。不同聲程與孔徑的平底孔相比:

實際應用中,通常將參照物—標準平底孔的孔徑與聲程定位2、X2,以其回波高度作為基準波高,根據聲程為X1的待測缺陷回波高度與基準波高度相差的分貝(dB)值(高于基準波高時為正值,低于基準波高時為負值),即可計算出缺陷的平底孔當量直徑1(mm)。
前例中檢測Φ100 mm圓棒,其衰減系數定為0.024 dB/mm,以底波方式按2(mm)調整探傷靈敏度,在掃查中發現埋藏深度50 mm處有一缺陷回波比基準波高20 dB,用當量計算法則:
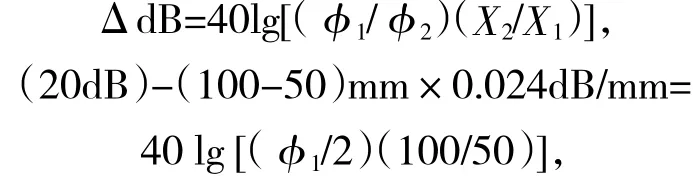
求出埋藏深度50 mm處的缺陷平底孔當量直徑為1=2.95 mm。
4 結 語
手動探傷儀由于攜帶方便,靈活使用,靈敏度調節方便特點,在萊鋼圓棒材探傷中廣泛使用,當量法與底波高度法在實際中對于缺陷的定量分析比較準確的。根據被檢測圓鋼棒直徑,選擇合適的探頭型號,對探傷起事半功倍的作用。
采用2.5P12探頭探傷時,Φ12~Φ72 mm規格圓棒采用對比試塊法調整探傷靈敏度和評定缺陷當量大小;Φ73~Φ310 mm規格圓棒采用底波方式法調整探傷靈敏度和采用當量計算法評定缺陷當量大小。當使用其他型號的縱波直探頭進行超聲波探傷時,可以使用上述方法計算出近場區的距離和臨界探傷直徑,從而確定其探傷靈敏度調整方法和缺陷定量評定方法。
[1] 王立國.圓棒軋材超聲波探傷方法[J].一重技術,2009(6):61-63.
[2] Billman F R,Rudolph F F.Effects of Ti-6A1-4V Alloy Metallurgical Structures on Ultrasonic Response Characteristics[M]//Titanium Science and Technology.Springer US,1973:693-705.
[3] Granville R K,Taylor J L.High noise levels during the ultrasonic testing of Titanium alloys[J].The British Journal of NDT,1985,27(3):156.
[4] Mason Warren P.,Thurston R.N.Physical Acoustic Principles and Methods[M].Vol.XII,1976:75-76.
Adjustment of the Flaw Detection Sensitivity and the Quantitative Evaluation of the Flaw of Manual Ultrasonic on Round Bars
LI Jinhao
(The Technology Center of Laiwu Branch of Shandong Iron and Steel Co.,Ltd.,Laiwu 271104,China)
TG115.28+5
A
1004-4620(2017)05-0047-03
2017-02-27
李金浩,男,1987年生,2010年畢業于內蒙古科技大學材料成型及控制工程專業。現為萊鋼技術中心工程師,從事工程機械用鋼新產品研究與開發工作。